一种缸套离心铸造机中离心机转速的控制方法与流程
- 国知局
- 2024-12-06 12:33:12
本发明涉及缸套离心铸造机,特别涉及一种缸套离心铸造机中离心机转速的控制方法,提高了离心机转速的控制精度。
背景技术:
1、缸套离心铸造机是一种利用离心力将液态金属均匀地浇注在旋转的模具内,以制造各种缸套毛坯的设备。通过离心力的作用,液态金属能够均匀地覆盖在旋转的模具内表面,并凝固成所需形状的铸件。这种方法特别适用于制造具有复杂形状和高精度要求的铸件。
2、铸型的转速对铸件的质量有很大影响,转速的高低会直接影响毛坯的微观组织结构和性能。例如,转速越高,初晶si与mg2si颗粒的偏聚可能越严重,但同时也能使铸件获得更好的致密性和更均匀的壁厚;然而,过高的转速也可能导致铸件出现缺陷,如气孔、缩松等。气缸套离心机毛坯转速及控制的方法具有多样性和灵活性。在选择毛坯转速时,需要根据铸件的材质和形状等因素合理控制转速,综合考虑铸件的质量要求和生产条件。在控制转速时,可以采用智能化控制等方法来实现精确控制,通过不断优化转速和控制方法,可以提高气缸套毛坯的质量和生产效率。
3、由此可见,转速是离心机的重要技术参数,传统的离心机控制系统由plc和人机界面组成,采用测速仪表测得转速然后再将转速模拟量的形式输出给plc。这种传统方法缺陷主要是:首先测速精度差,其次是控制稳定性差;由于没有数字通讯,数据输出是通过模拟量输出,plc必需通过模拟量输入通道获取数据,因此这需经过d/a和a/d两次转换,精度损失较严重,导致人机界面显示的数据与测速仪表显示的数据不一致。
技术实现思路
1、为了解决或部分解决上述问题,本申请提供了一种缸套离心铸造机中离心机转速的控制方法,提高了离心机转速的控制精度。
2、本申请实施例提供了一种缸套离心铸造机中离心机转速的控制方法,包括以下步骤:
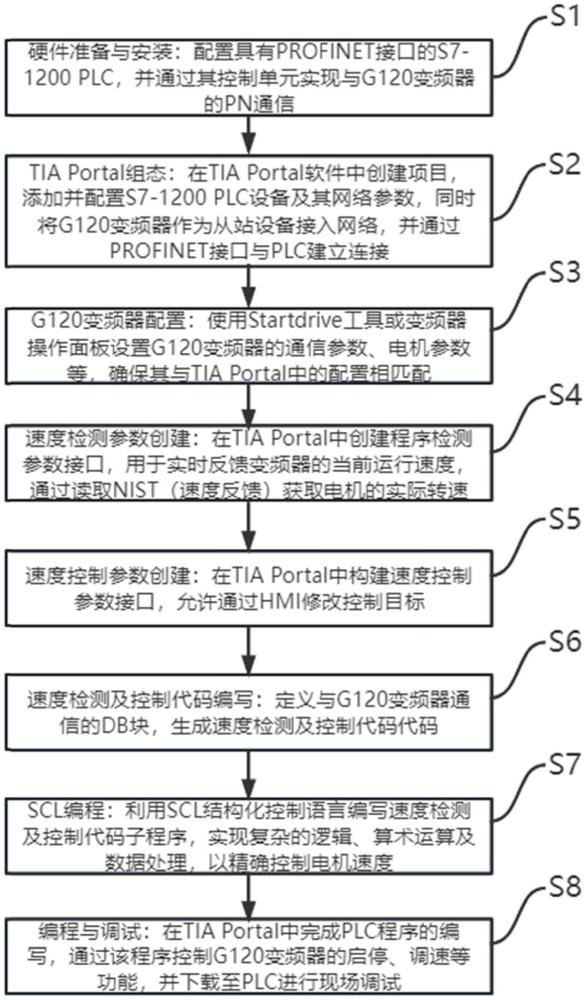
3、s1:硬件准备与安装:配置plc,并通过其控制单元实现与变频器的通信;
4、s2:tia portal组态:在tia portal软件中创建项目,添加并配置plc设备及其网络参数,同时将变频器作为从站设备接入网络,并与plc建立连接;
5、s3:变频器配置:使用工具或变频器操作面板设置变频器的通信参数、电机参数,确保其与tia portal中的配置相匹配;
6、s4:速度检测参数创建:在tia portal中创建程序检测参数接口,用于实时反馈变频器的当前运行速度,通过读取nist获取电机的实际转速;
7、s5:速度控制参数创建:在tiaportal中构建速度控制参数接口,允许通过hmi修改控制目标,包括启动、停止、速度给定指令;
8、s6:速度检测及控制代码编写:定义与变频器通信的db(数据)块并进行代码编写,如转速、转矩,电机电流,故障等,生成速度检测及控制代码;
9、s7:编程:利用结构化控制语言编写速度检测及控制代码子程序,实现复杂的逻辑、算术运算及数据处理,以精确控制电机速度;
10、s8:编程与调试:在tiaportal中完成plc程序的编写,通过该程序控制变频器的启停、调速功能,并下载至plc进行现场调试,确保通信正常及控制逻辑准确无误。
11、上述实施例的有益效果在于:该控制方法通过调整变频器的输出频率,实现对电机转速的精细调节,以满足不同生产工艺对转速的严格要求;该控制方法定义了与速度检测及控制相关的变量,包括但不限于实际转速、设定转速、误差、控制输出等,并根据预设定的转速与实际转速的误差计算控制信号,以实现电机速度的精确调节。
12、在上述实施例基础上,本申请可进一步改进,具体如下:
13、在本申请其中一个实施例中,所述plc需具有profinet接口,所述plc与所述变频器之间为pn通信。
14、在本申请其中一个实施例中,所述plc型号为s7-1200、所述变频器型号为g120。
15、在本申请其中一个实施例中,所述db块包含speed_actual(实际速度real)、speed_set_point(设定速度real)、control_word(控制word)、status_word(状态word)关键数据交换项。
16、在本申请其中一个实施例中,所述变频器通过控制电机的输入频率来间接计算电机的转速,变频器通过改变输入到电机的电源频率来调整电机的转速。该控制方法不依赖编码器来直接测量电机的转速。
17、在本申请其中一个实施例中,所述控制方法还包括对转速检测及控制过程中的异常情况进行监测和报警,以提高系统的稳定性和安全性。
18、在本申请其中一个实施例中,所述hmi的界面提供直观的图形化显示,允许操作人员实时监控电机的运行状态和转速信息,并方便地调整控制参数。
19、本申请实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
20、1.该控制方法通过调整变频器的输出频率,实现对电机转速的精细调节,以满足不同生产工艺对转速的严格要求;
21、2.该控制方法定义了与速度检测及控制相关的变量,包括但不限于实际转速、设定转速、误差、控制输出等,并根据设定转速与实际转速的误差计算控制信号,以实现电机速度的精确调节。
技术特征:1.一种缸套离心铸造机中离心机转速的控制方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的控制方法,其特征在于:所述plc需具有profinet接口,所述plc与所述变频器之间为pn通信。
3.根据权利要求2所述的控制方法,其特征在于:所述plc型号为s7-1200、所述变频器型号为g120。
4.根据权利要求1所述的控制方法,其特征在于:所述db块包含speed_actual、speed_set_point、control_word、status_word关键数据交换项。
5.根据权利要求1所述的控制方法,其特征在于:所述变频器通过控制所述电机的输入频率来间接计算所述电机的转速,所述变频器通过改变输入到所述电机的电源频率来调整所述电机的转速。
6.根据权利要求1所述的控制方法,其特征在于:所述控制方法还包括设定程序对转速检测及控制过程中的异常情况进行监测和报警。
7.根据权利要求1所述的控制方法,其特征在于:所述hmi的界面提供图形化显示,允许操作人员实时监控所述电机的运行状态和转速信息,并调整控制参数。
技术总结本发明公开了缸套离心铸造机技术领域内的一种缸套离心铸造机中离心机转速的控制方法,包括以下步骤:在控制软件中创建项目,添加并配置PLC设备及其网络参数,将变频器作为从站设备接入网络,并与PLC建立连接;设置所述变频器的通信参数、电机参数;在控制软件中创建程序检测参数接口,通过读取NIST获取电机的实际转速;构建速度控制参数接口,允许通过HMI修改控制目标;定义与变频器通信的DB块;编写速度检测及控制代码子程序;在控制软件中完成PLC程序的编写,并下载至所述PLC,通过所述程序控制所述变频器的启停、调速功能。该控制方法通过调整变频器的输出频率,实现对电机转速的精细调节。技术研发人员:张广明受保护的技术使用者:扬州五亭桥缸套有限公司技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/342069.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表