一种C字型桨叶根部垫圈胶粘装配装置的制作方法
- 国知局
- 2025-01-10 13:31:20
本发明用于复材桨叶制造领域,具体涉及一种c字型桨叶根部垫圈胶粘装配装置。
背景技术:
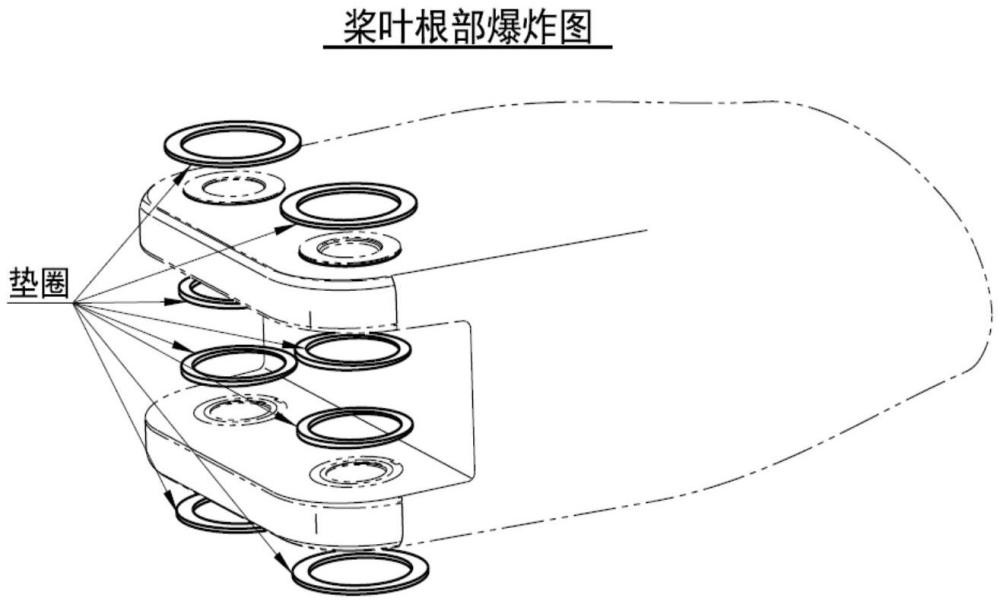
1、桨叶作为直升机旋翼系统的核心零部件,大部分采用较为先进的全复合材料结构,其中桨叶根部与桨毂的高装配要求关系。目前有一种c字型桨叶桨根结构,其桨根衬套处外侧均胶粘着复材垫圈,装配后整体高度h及单侧厚度h1有较高尺寸精度要求,且胶粘后要求复材垫圈上下面与桨叶根部金属衬套孔位有较高的垂直度要求,因复材垫圈机加会导致分层等缺陷,故上述复材垫圈胶粘尺寸、垂直度需通过胶粘固化一次性保证,而传统凭经验直接胶粘方式无法保证每一批次的质量稳定。本发明用于解决c字型桨叶桨根金属衬套处内外侧复材垫圈高装配要求问题。
技术实现思路
1、本申请提供一种c字型桨叶根部垫圈胶粘装配装置,用于解决c字型桨叶桨根金属衬套处外侧复材垫圈高装配要求问题。
2、技术方案:本申请提供一种c字型桨叶根部垫圈胶粘装配装置,包括上模板1;下模板2;基准定位销3;定位销4;第一限厚块5;第二限厚块6;加压板7;卸料螺钉8;弹簧9;斜楔10;c型活动手柄压紧螺钉11;螺母12;加大垫圈13;带肩六角螺母14;防转销15;带肩六角螺母16和内六角螺钉17,其中:
3、c字型桨叶桨根金属衬套孔位外端面安装有上模板1、下模板2;上模板1、下模板2上设置有与桨根衬套对应位置的孔位,其孔位中穿插基准定位销3、定位销4;
4、基准定位销3、定位销4结构相似,从上至下依次有滚花段、限位台阶段、第一夹具定位段、衬套定位段、第二夹具定位段、螺纹紧固段,限位台阶段、且第一夹具定位段、衬套定位段、第二夹具定位段、螺纹紧固段直径逐渐变小,其中基准定位销3、定位销4的衬套定位段仅在与桨叶桨根金属衬套孔位接触区域为定位轴面,而中部区域为直径小1mm的让开区域;
5、基准定位销3、定位销4上滚花段有径向通过孔,防转销15从孔中穿过,防转销15由滚花段、定位段及螺纹端组成,带肩六角螺母16与防转销15螺纹端连接;
6、上模板1、下模板2两端安装第一限厚块5,第一限厚块5通过内六角螺钉17与上模板1紧固;
7、第二限厚块6是制出两处阶梯通孔,中部为小孔,上下部为沉头孔;
8、加压板7为条状,中部有基准定位销3、定位销4的通过孔,一侧两端面有长锥面,长锥面与斜楔10锥面配合,加压板7两端有4处沉头螺纹孔;
9、卸料螺钉8依次通过第二限厚块6阶梯通孔、弹簧9及加压板7沉头螺纹孔螺接,其中弹簧9置于第二限厚块6阶梯通孔大孔及加压板7沉头螺纹孔大孔组成的型腔内;
10、第一限厚块5中部制出螺纹孔,与c型活动手柄压紧螺钉11螺纹连接,即c型活动手柄压紧螺钉11依次穿过螺母12、第一限厚块5螺纹孔;
11、加压板7长锥面与斜楔10配合,斜楔10通过c型活动手柄压紧螺钉11调节进出,c型活动手柄压紧螺钉11通过第一限厚块5中部螺纹孔连接,其上通过螺母12锁紧;
12、斜楔10大头一侧中部设置凸字型通槽,凸字型通槽小头端开通,c型活动手柄压紧螺钉11前端的螺纹凸起置于斜楔10凸字型通槽大头端通槽区域。
13、具体的,上模板1、下模板2定位孔位与复材垫圈接触面垂直度要求0.02;
14、具体的,第一限厚块5高度尺寸h控制在h(-0.075~-0.025);
15、具体的,第二限厚块6厚度尺寸h1控制在h1(-0.025~-0.075);
16、具体的,基准定位销3衬套定位段与c字型桨叶桨根金属衬套孔位采用h7/h6配合;
17、具体的,定位销4衬套定位而与c字型桨叶桨根金属衬套孔位采用h7/f6配合;
18、具体的,基准定位销3第一夹具定位段与上模板1孔位采用h7/h6配合,;基准定位销3第二夹具定位段与下模板2孔位采用h7/f 6配合,
19、具体的;定位销4第一夹具定位段与上模板1孔位采用h9/f8配合,定位销4第二夹具定位段与下模板2孔位采用h9/f 8配合。
20、综上所述,本申请提供一种c字型桨叶根部垫圈胶粘装配装置,以桨叶根部金属衬套为定位基准,多组限位结构协调组合,满足复材垫圈胶粘后整体高度及单侧厚度要求,斜楔、螺接等机械方式,结合塞规测量,进一步保证了c字型桨叶根部垫圈胶粘装配形位公差和尺寸公差要求。通过c字型桨叶桨根金属衬套处外侧复材垫圈胶粘固化的辅助装置,确保了桨叶根部复材垫圈高装配要求。
技术特征:1.一种c字型桨叶根部垫圈胶粘装配装置,其特征在于,包括上模板(1)、下模板(2)、基准定位销(3)、定位销(4)、第一限厚块(5)、第二限厚块(6)、加压板(7)、卸料螺钉(8)、弹簧(9)、斜楔(10)、c型活动手柄压紧螺钉(11)、螺母(12)、加大垫圈(13)、带肩六角螺母(14)、防转销(15)、带肩六角螺母(16)和内六角螺钉(17),其中:
2.根据权利要求1所述的c字型桨叶根部垫圈胶粘装配装置,其特征在于,上模板(1)、下模板(2)定位孔位与复材垫圈接触面垂直度要求0.0(2)。
3.根据权利要求1所述的c字型桨叶根部垫圈胶粘装配装置,其特征在于,第一限厚块(5)高度尺寸h范围为-0.075~-0.025。
4.根据权利要求1所述的c字型桨叶根部垫圈胶粘装配装置,其特征在于,第二限厚块(6)厚度尺寸h1范围为-0.025~-0.075。
5.根据权利要求1所述的c字型桨叶根部垫圈胶粘装配装置,其特征在于,基准定位销(3)衬套定位段与c字型桨叶桨根金属衬套孔位采用h7/h6配合。
6.根据权利要求1所述的c字型桨叶根部垫圈胶粘装配装置,其特征在于,定位销(4)衬套定位而与c字型桨叶桨根金属衬套孔位采用h7/f6配合。
7.根据权利要求1所述的c字型桨叶根部垫圈胶粘装配装置,其特征在于,基准定位销(3)第一夹具定位段与上模板(1)孔位采用h7/h6配合;基准定位销(3)第二夹具定位段与下模板(2)孔位采用h7/h6配合。
8.根据权利要求1所述的c字型桨叶根部垫圈胶粘装配装置,其特征在于,定位销(4)第一夹具定位段与上模板(1)孔位采用h9/f8配合,定位销(4)第二夹具定位段与下模板(2)孔位采用h9/f8配合。
技术总结本申请提供一种C字型桨叶根部垫圈胶粘装配装置,包括上模板1;下模板2;基准定位销3;定位销4;第一限厚块5;第二限厚块6;加压板7;卸料螺钉8;弹簧9;斜楔10;C型活动手柄压紧螺钉11;螺母12;加大垫圈13;带肩六角螺母14;防转销15;带肩六角螺母16和内六角螺钉17,其中:C字型桨叶桨根金属衬套孔位外端面安装有上模板1、下模板2;上模板1、下模板2上设置有与桨根衬套对应位置的孔位,其孔位中穿插基准定位销3、定位销4;基准定位销3、定位销4结构相似,从上至下依次有滚花段、限位台阶段、第一夹具定位段、衬套定位段、第二夹具定位段、螺纹紧固段,限位台阶段。技术研发人员:苗德建,邱海庆,干昊宇,刘文禹,杨先勇,陈钧受保护的技术使用者:昌河飞机工业(集团)有限责任公司技术研发日:技术公布日:2025/1/6本文地址:https://www.jishuxx.com/zhuanli/20250110/353665.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表