磁浮轨道梁成型系统内模组件、成型系统及成型方法与流程
- 国知局
- 2024-07-10 18:27:29
本发明属于磁浮轨道,具体涉及一种磁浮轨道梁成型系统内模组件、成型系统及成型方法。
背景技术:
1、磁悬浮技术是通过磁铁产生升力和推力,使车辆悬浮在离“导轨”很近的地方,由于没有物理接触的摩擦力,大部分动力用于克服空气阻力,在运行能耗上,高速磁浮能耗与高速铁路相比有着明显的优势。
2、磁浮列车轨道梁是高速磁浮列车运行的基础,轨道梁在磁浮轨道结构体系中是一个高精度构件。在高速磁浮技术中,由于高速磁浮列车的悬浮高度和导向间隙只有8-10mm,因此对轨道的建造质量、安装质量的精度要求极高。
3、磁浮轨道梁按线型分为直线梁、曲线梁和空间曲线梁,空间曲线梁除了在水平面上呈具有一定的曲率半径的弧形外,其在z向也呈弧形,由于其结构上所具有的特点以及加工精度等方面的要求,进一步给空间曲线梁的加工、装配带来了很大的困难。
技术实现思路
1、本发明的目的在于提供一种磁浮轨道梁、磁浮轨道梁成型系统及成型方法,以解决磁浮轨道梁在加工中存在的问题。
2、本发明通过下述技术方案实现:
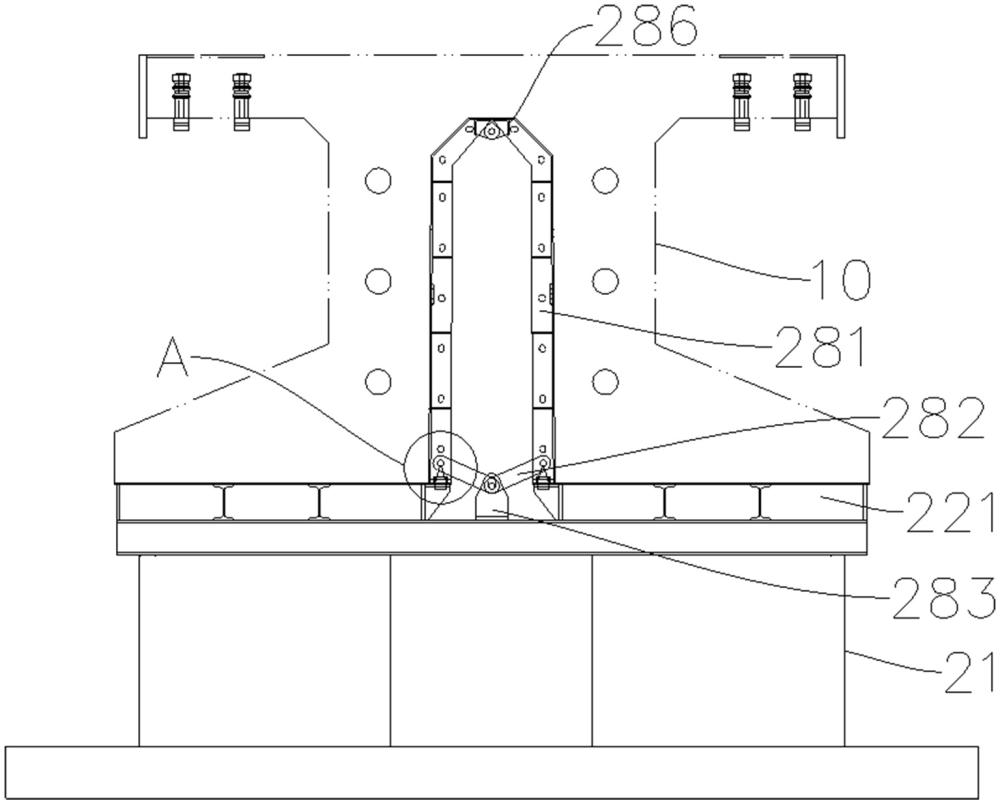
3、磁浮轨道梁成型系统内模组件,包括在一端铰接连接的两个内侧模板,两个内侧模板呈相对设置,所述内侧模板另一端分别通过铰接连杆与基座之间连接,所述铰接连杆两端分别与内侧模板和基座之间铰接,在将磁浮轨道梁从成型系统中吊装脱模时,使内侧模板能够随磁浮轨道梁沿竖直方向向上运动并在铰接连杆的作用下向内相对运动。
4、在一些实施例中,还包括复位组件,所述复位组件用于在将磁浮轨道梁从成型系统中吊装脱模后,使内侧模板能够在自身重力作用下恢复到内模组件在浇筑成型时所处的状态和位置上。
5、在一些实施例中,所述复位组件包括在底模组件上与两个内侧模板相对应的位置处设置的至少两个定位销,所述定位销的定位端为锥形结构,位于两个内侧模板的端部分别设置有与定位销配合的定位孔,所述定位孔为与定位销的定位端配合的锥形结构。
6、在一些实施例中,在浇筑成型时,所述内侧模板与底模组件之间通过螺栓固定连接。
7、在一些实施例中,位于两个内侧模板的铰接位置处设置有第一密封胶条。
8、在一些实施例中,还包括分别设置在内侧模板两端的两个内端模板,所述内端模板与内侧模板之间活动连接,使得在开模时内端模板能够随磁浮轨道梁运动并与内侧模板之间分离。
9、在一些实施例中,位于内侧模板两端端部分别设置有钩头,位于内端模板上的对应位置处设置有配合的钩槽,所述内端模板与内侧模板之间通过钩槽和钩头连接。
10、在一些实施例中,所述内端模板上端朝内侧模板方向一侧相对于竖直平面呈倾斜设置。
11、在一些实施例中,所述内端模板与内侧模板之间设置有第二密封胶条。
12、另一方面,本发明还提供一种磁浮轨道梁成型系统,包括:
13、内模组件;以及
14、底模组件,所述底模组件设置在基座上,包括梁体底模和位于梁体底模两端的支座底模;
15、侧模组件,所述侧模组件包括相对设置的两个侧模板;
16、端模组件,所述端模组件包括设置在侧模组件两端的两个端模板和位于梁体底模两端位置的两个支座端模板。
17、另一方面,本发明还提供一种磁浮轨道梁成型方法,包括以下步骤:
18、合模,并将两个内侧模板通过螺栓固定连接到底模组件上;
19、浇注完成后,开模,并在拆除内侧模板与底模组件之间的螺栓后,将成型的磁浮轨道梁从成型系统中吊装脱模。
20、本发明与现有技术相比,具有以下优点及有益效果:
21、1)本发明针对磁浮轨道梁的梁体结构特点对成型系统的内模组件进行设计,在实现对π形结构的磁浮轨道梁成型的同时,磁浮轨道梁与内模组件之间的脱模操作方便,且能够利用脱模操作所采用的方法,实现内模组件与磁浮轨道梁之间的被动脱模,这样在脱模操作时就不需要设置额外的驱动机构来进行内模组件的脱模,简化了整个成型系统的结构,同时方便内模组件在成型系统内的设置。
22、2)本发明内模组件在脱模过程中,内侧模板能够随磁浮轨道梁运动并在该过程中在横向方向上与磁浮轨道梁发生分离,从而避免脱模时内侧模板与磁浮轨道梁之间发生干涉,保证这种被动式脱模操作中磁浮轨道梁与内模组件之间的顺利脱模。
23、3)本发明内模组件中内端模板与内侧模板之间活动连接,在脱模时,内端模板与内侧模板之间能够发生分离,从而方便内模组件的脱模。
技术特征:1.磁浮轨道梁成型系统内模组件,其特征在于,包括在一端铰接连接的两个内侧模板,两个内侧模板呈相对设置,所述内侧模板另一端分别通过铰接连杆与基座之间连接,所述铰接连杆两端分别与内侧模板和基座之间铰接,在将磁浮轨道梁从成型系统中吊装脱模时,使内侧模板能够随磁浮轨道梁沿竖直方向向上运动并在铰接连杆的作用下向内相对运动。
2.根据权利要求1所述的磁浮轨道梁成型系统内模组件,其特征在于,还包括复位组件,所述复位组件用于在将磁浮轨道梁从成型系统中吊装脱模后,使内侧模板能够在自身重力作用下恢复到内模组件在浇筑成型时所处的状态和位置上。
3.根据权利要求2所述的磁浮轨道梁成型系统内模组件,其特征在于,所述复位组件包括在底模组件上与两个内侧模板相对应的位置处设置的至少两个定位销,所述定位销的定位端为锥形结构,位于两个内侧模板的端部分别设置有与定位销配合的定位孔,所述定位孔为与定位销的定位端配合的锥形结构。
4.根据权利要求1所述的磁浮轨道梁成型系统内模组件,其特征在于,在浇筑成型时,所述内侧模板与底模组件之间通过螺栓固定连接。
5.根据权利要求1所述的磁浮轨道梁成型系统内模组件,其特征在于,位于两个内侧模板的铰接位置处设置有第一密封胶条。
6.根据权利要求1或2或3中任一项所述的磁浮轨道梁成型系统内模组件,其特征在于,还包括分别设置在内侧模板两端的两个内端模板,所述内端模板与内侧模板之间活动连接,使得在开模时内端模板能够随磁浮轨道梁运动并与内侧模板之间分离。
7.根据权利要求6所述的磁浮轨道梁成型系统内模组件,其特征在于,位于内侧模板两端端部分别设置有钩头,位于内端模板上的对应位置处设置有配合的钩槽,所述内端模板与内侧模板之间通过钩槽和钩头连接。
8.根据权利要求6所述的磁浮轨道梁成型系统内模组件,其特征在于,所述内端模板上端朝内侧模板方向一侧相对于竖直平面呈倾斜设置。
9.根据权利要求6所述的磁浮轨道梁成型系统内模组件,其特征在于,所述内端模板与内侧模板之间设置有第二密封胶条。
10.磁浮轨道梁成型系统,其特征在于,包括:
11.磁浮轨道梁成型方法,其特征在于,采用权利要求10中所述的磁浮轨道梁成型系统,包括以下步骤:
技术总结本发明属于磁浮轨道技术领域,公开了一种磁浮轨道梁成型系统内模组件、成型系统及成型方法,内模组件包括在一端铰接连接的两个内侧模板,两个内侧模板呈相对设置,所述内侧模板另一端分别通过铰接连杆与基座之间连接,所述铰接连杆两端分别与内侧模板和基座之间铰接,在将磁浮轨道梁从成型系统中吊装脱模时,使内侧模板能够随磁浮轨道梁沿竖直方向向上运动并在铰接连杆的作用下向内相对运动。在实现对π形结构的磁浮轨道梁成型的同时,磁浮轨道梁与内模组件之间的脱模操作方便,简化了整个成型系统的结构,同时方便内模组件在成型系统内的设置。技术研发人员:陈弘毅,王政松,杨培龙,刘延龙,谭斌,潘微旺,李大源,程阳受保护的技术使用者:中铁二十三局集团有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240615/68574.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表