3D打印高分子包覆木线材及其制备方法和3D制件与流程
- 国知局
- 2024-07-11 15:55:32
本发明涉及3d打印,具体而言,涉及一种3d打印高分子包覆木线材及其制备方法和3d制件。
背景技术:
1、目前3d打印的木塑线材的主要材料为热塑性高分子,其是将木材粉碎成木粉或者短纤维后与热塑性高分子混合,然后通过热挤出工艺制备而成。该木塑线材的颜色类似于木材,但是性能上仍然类似于热塑性高分子,例如力学性能较低。这导致3d打印出的制件的强度和模量与木材相差甚远,其中一个重要的原因是木粉或者短纤维不具备木材中所具有的连续性长纤维,故无法有效提高结构的力学性能。
2、有鉴于此,特提出本发明。
技术实现思路
1、本发明的主要目的在于提供一种3d打印高分子包覆木线材及其制备方法和3d制件,以解决现有3d打印的木塑线材是将木材粉碎成木粉或短纤维后与热塑性高分子混合,力学性能较差,导致3d打印出的制件强度和模量与木材相差甚远的问题。
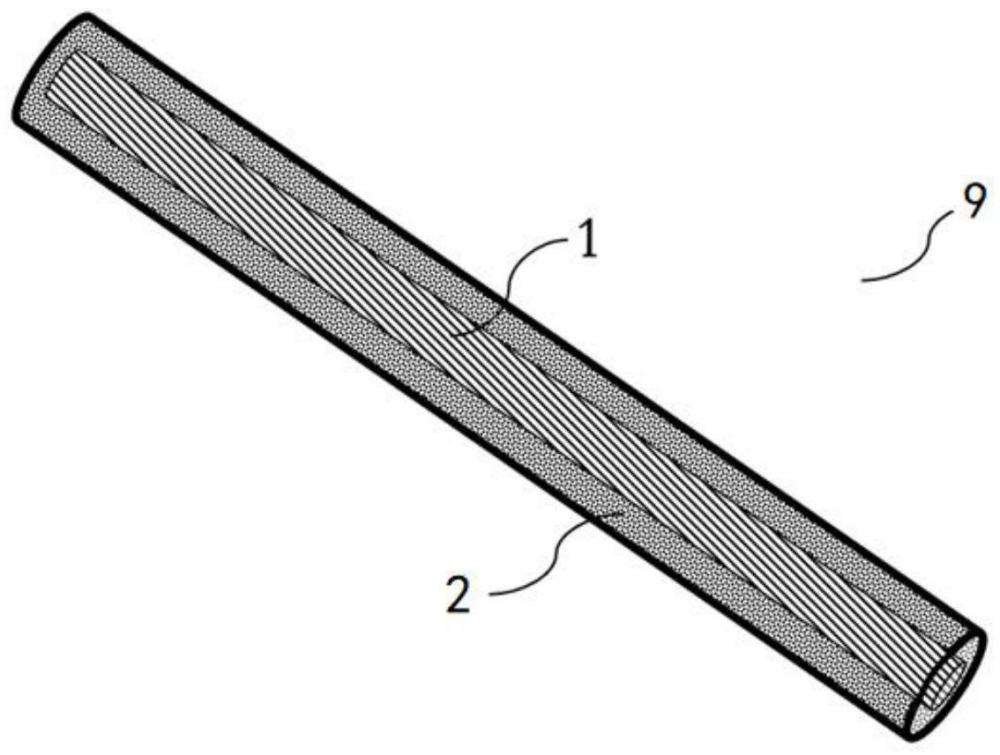
2、为了实现上述目的,根据本发明的一个方面,提供了一种3d打印高分子包覆木线材,该3d打印高分子包覆木线材包括芯材和包覆在芯材外表面的包覆层,其中,芯材为连续线状木材,包覆层的材料包括热塑性高分子。
3、进一步地,热塑性高分子包括聚酰胺、聚乳酸、丙烯腈-丁二烯-苯乙烯共聚物、聚氨酯、聚丙烯酸酯、聚甲基丙烯酸酯、环氧树脂、聚醚醚酮、聚乙烯亚胺、聚对苯二甲酸乙二醇酯-1,4-环己二烯二亚甲基对苯二甲酸酯中的至少一种。
4、进一步地,连续线状木材与包覆层的材料的质量比为1:8~1:0.5,优选为1:5~1:0.8。
5、进一步地,包覆层的材料还包括木粉以及任选的添加剂。
6、进一步地,木粉在包覆层的材料中的质量占比为0.5~5%,优选为1~3%。
7、进一步地,添加剂包括扩链剂,扩链剂在包覆层的材料中的质量占比为0.1~1%,优选为0.3~0.8%。
8、进一步地,连续线状木材的材质包括椴木、榉木、橡木、花旗松木、獐子松木、白蜡木、枫木、柚木或樱桃木中的至少一种。
9、进一步地,连续线状木材的截面为圆形或近圆形。
10、进一步地,连续片状木材的宽度w满足1mm≤w≤50mm,优选1mm≤w≤5mm;连续片状木材的厚度t满足0.05mm≤t≤1mm,优选0.2mm≤t≤0.6mm。进一步地,连续线状木材由连续片状木材捻线致密化而成。
11、进一步地,连续线状木材的制备方法包括:步骤s1,将连续片状木材浸没于水中先进行充水处理后,再进行捻制处理,得到连续捻制木材;步骤s2,将连续捻致木材进行拉丝处理,然后干燥,得到连续线状木材。
12、进一步地,步骤s1,连续片状木材在水中浸没的时间>10s,小于24h,优选大于1min,小于10min。
13、进一步地,步骤s2,连续线状木材的直径小于连续捻制木材的直径,且连续线状木材与连续捻制木材的密度差值m,满足0.1g/cm3≤m≤2g/cm3。
14、进一步地,步骤s1,连续片状木材在进行充水处理前,进行木质素和半纤维素脱除处理,优选该脱除处理包括:将连续片状木材浸没于碱性溶液进行木素质和半纤维素脱除处理。
15、进一步地,碱性溶液的ph≥10。
16、进一步地,碱性溶液选自0.2~5m氢氧化钠水溶液、0.2~5m氢氧化钾溶液或0.05~1m亚硫酸钠水溶液中的至少一种。
17、为了实现上述目的,根据本发明的另一个方面,提供了上述3d打印高分子包覆木线材的制备方法,该制备方法包括:将连续化线状木材与包覆层的材料通过共挤出工艺进行加工,得到3d打印高分子包覆木线材。
18、进一步地,进行共挤出工艺的设备包括模头组件,该模头组件包括模芯和模套,模套套设于模芯的外部,连续化线状木材从模芯穿出,包覆层的材料从模套挤出。
19、进一步地,模芯的直径与连续化线状木材的直径差值为0.05~0.3mm。
20、进一步地,模套的直径与连续化线状木材的直径差值为0.1~1mm。
21、根据本发明的第三方面,提供了一种3d制件,该3d制件由上述第一方面提供的任一种3d打印高分子包覆木线材连续打印制备而成或根据第二方面提供的任一种制备方法得到的3d打印高分子包覆木线材连续打印制备而成。
22、应用本申请的技术方案,本申请提供的3d打印高分子包覆木线材采用连续线状木材为芯材,将热塑性高分子包裹于连续线状木材的表面,具备优异的3d打印性,将其进行连续打印即可制备得到3d制件,实现了3d制件的连续打印加工,有效提高了3d制件力学性能,在文娱和教育等多种领域具备广阔的应用前景。
23、本申请提供的3d打印高分子包覆木线材通过共挤出的方式制备得到,能够实现规模化生产,降低制备成本。
24、此外,本申请提供的3d制件由3d打印高分子包覆木线材通过连续打印制备而成,实现了3d制件的连续打印加工,且该3d制件不仅具备更贴近木材的颜色,而且具备优异的力学性能,其在文娱和教育等多种领域具备广阔的应用前景。
技术特征:1.一种3d打印高分子包覆木线材,其特征在于,所述3d打印高分子包覆木线材包括芯材和包覆在芯材外表面的包覆层,所述芯材为连续线状木材,所述包覆层的材料包括热塑性高分子。
2.根据权利要求1所述的3d打印高分子包覆木线材,其特征在于,所述热塑性高分子包括聚酰胺、聚乳酸、丙烯腈-丁二烯-苯乙烯共聚物、聚氨酯、聚丙烯酸酯、聚甲基丙烯酸酯、环氧树脂、聚醚醚酮、聚乙烯亚胺、聚对苯二甲酸乙二醇酯-1,4-环己二烯二亚甲基对苯二甲酸酯中的至少一种。
3.根据权利要求1所述的3d打印高分子包覆木线材,其特征在于,所述连续线状木材与所述包覆层的材料的质量比为1:8~1:0.5,优选为1:5~1:0.8。
4.根据权利要求1所述的3d打印高分子包覆木线材,其特征在于,所述包覆层的材料还包括木粉以及任选的添加剂;
5.根据权利要求1至4所述的3d打印高分子包覆木线材,其特征在于,所述连续线状木材的材质包括椴木、榉木、橡木、花旗松木、獐子松木、白蜡木、枫木、柚木或樱桃木中的至少一种;
6.根据权利要求5所述的3d打印高分子包覆木线材,其特征在于,所述连续线状木材由连续片状木材捻线致密化而成;优选所述连续线状木材的制备方法包括:
7.根据权利要求6所述的3d打印高分子包覆木线材,其特征在于,所述步骤s1,所述连续片状木材在进行充水处理前,进行木质素和半纤维素的脱除处理,优选地所述脱除处理包括:将所述连续片状木材浸没于碱性溶液进行木质素和半纤维素的脱除处理;
8.一种权利要求1至7中任一项所述3d打印高分子包覆木线材的制备方法,其特征在于,所述制备方法包括:将所述连续化线状木材与所述包覆层的材料通过共挤出工艺进行加工,得到所述3d打印高分子包覆木线材。
9.根据权利8所述的制备方法,其特征在于,进行所述共挤出工艺的设备包括模头组件,所述模头组件包括模芯和模套,所述模套套设于所述模芯的外部,所述连续化线状木材从所述模芯穿出,所述包覆层的材料从所述模套挤出;
10.一种3d制件,其特征在于,所述3d制件由权利要求1至7中任一项所述的3d打印高分子包覆木线材连续打印制备而成或根据权利要求8或9所述的制备方法得到的3d打印高分子包覆木线材连续打印制备而成。
技术总结本发明提供了一种3D打印高分子包覆木线材及其制备方法和3D制件。该3D打印高分子包覆木线材包括芯材和包覆在芯材外表面的包覆层,该芯材为连续线状木材,该包覆层的材料包括热塑性高分子。本申请提供的3D打印高分子包覆木线材采用连续线状木材为芯材,将热塑性高分子包裹于连续线状木材的表面,能够通过连续化线状木材与包覆层的材料进行共挤出加工制备得到,具备优异的3D打印性,通过将其连续打印即可制备得到3D制件,实现了3D制件的连续打印加工,有效提高了3D制件力学性能,在文娱和教育等多种领域具备广阔的应用前景。技术研发人员:郑云龙,周作新,何煦,夏蔚青受保护的技术使用者:上海鲜猿科技有限公司技术研发日:技术公布日:2024/6/2本文地址:https://www.jishuxx.com/zhuanli/20240615/76619.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。