用于制造复合部件的方法与流程
- 国知局
- 2024-06-20 15:41:49
本发明涉及一种用于制造复合部件的方法,且更具体地涉及一种用于制造金属陶瓷复合部件(即由两种分别由金属和陶瓷制成的不同的材料组合而成的部件)的方法。
背景技术:
1、欧洲专利ep 2380864公开了嵌有电镀装饰物(galvanic decoration)的陶瓷元件的制造。该方法具有多种优点,但是需要多个实施步骤来完成。
2、标题为“powder compaction of bimaterials:stainless steel 316l andnanocrystalline yttria stabilised zirconia”的文献记载了通过粉末压制或单轴压制形成316l钢和氧化钇稳定的氧化锆纳米晶的复合物。根据该文献,将重量百分比4%的聚乙烯醇作为粘合剂加入每种粉末的混合物中。在这种同时压制两种材料的成形方法中,对于坯体中的两种粉末都获得相同的密度。尽管两种粉末的密度相近(这一点是获得在共烧结之后两种材料之间的黏合缺陷(诸如裂纹)尽可能少的组件的必要条件),根据该文献仍然注意到,由压实工艺获得的部件始终具有这种黏合缺陷。
3、该文献的引言部分中还提到了由于金属和陶瓷的热膨胀系数相差甚远而使得在制造陶瓷和金属注射模制的部件时出现的所有困难。此外,该文献完全未提及陶瓷和要组合的金属的类型,并且针对316l钢和氧化锆的组合明确地建议粉末压制或单轴压制,且在此之后共烧结。还注意到,316l钢的热膨胀系数(cte)比氧化锆的高得多(15-18相对于9-11ppm,1/k),这更加深了阅读本文献的本领域技术人员对于共同注射包含钢粉末的注塑混合物以及包含氧化锆粉末的注塑混合物以制造316l钢/氧化锆部件的偏见。
技术实现思路
1、本发明的一个目的是,通过提出一种需要较少实施步骤的制造金属-陶瓷复合部件的替代方法来克服上述的全部或部分缺陷。
2、为此,本发明涉及一种用于制造复合部件的方法,包括以下步骤:
3、a)形成包含316l钢粉末和至少第一添加剂的第一材料和包含氧化锆粉末和至少第二添加剂的第二材料;
4、b)聚结(agglomerate)第一材料和第二材料中的一种以形成坯料的至少第一部分;
5、c)使第一材料和第二材料中的另一种相对于坯料的第一部分聚结,以形成坯料的至少第二部分;
6、d)烧结坯料以获得由316l钢和氧化锆形成的复合部件。
7、因此,很明显复合部件可以主要由金属制成或替代性地主要由陶瓷制成。此外,应注意所述步骤更容易实施,并且由两种类型的材料形成的坯料在一个步骤中烧结而不是针对每种材料进行连续烧结,这避免了如在现有技术中那样对中间部件的重复处理。此外,不同于各种预期,尽管316l钢和氧化锆之间的热膨胀系数具有显著差异,通过上述双注射成型方法可以获得复杂的3d双注射部件,该部件的钢和氧化锆部分之间具有令人满意的结合力。
8、根据本发明的其它有利变型例:
9、-所述至少一种第一添加剂包括粘合剂和/或表面活性剂和/或增塑剂;
10、-所述至少一种添加剂包括有机化合物和/或聚合物;
11、-所述至少一种第二添加剂包括粘合剂和/或表面活性剂和/或增塑剂;
12、-所述至少一种第二添加剂包括有机化合物和/或聚合物;
13、-在步骤a)中,316l钢粉末的颗粒和氧化锆粉末的颗粒被设置成允许在步骤d)中基本上相同的收缩;
14、-在步骤b)中聚结第一材料,并且在步骤c)中聚结第二材料;
15、-在步骤b)中聚结第二材料,并且在步骤c)中聚结第一材料;
16、-通过注射成型实现步骤b);
17、-通过注射成型实现步骤c);
18、-该方法包括最终的精加工步骤,以改善步骤d)中形成的复合部件的美学性。
19、此外,本发明涉及一种由上述方法获得的复合部件,其特征在于复合部件以一体件的形式组合分别由316l钢和氧化锆制成的两种不同的材料。
20、因此,很明显复合部件包含两种不可分离的材料,其可以主要是金属或替代性地主要是陶瓷。当两种材料同时烧结时,尽管具有不同的特性,这两种材料形成一体件。
21、根据本发明的其它有利变型例:
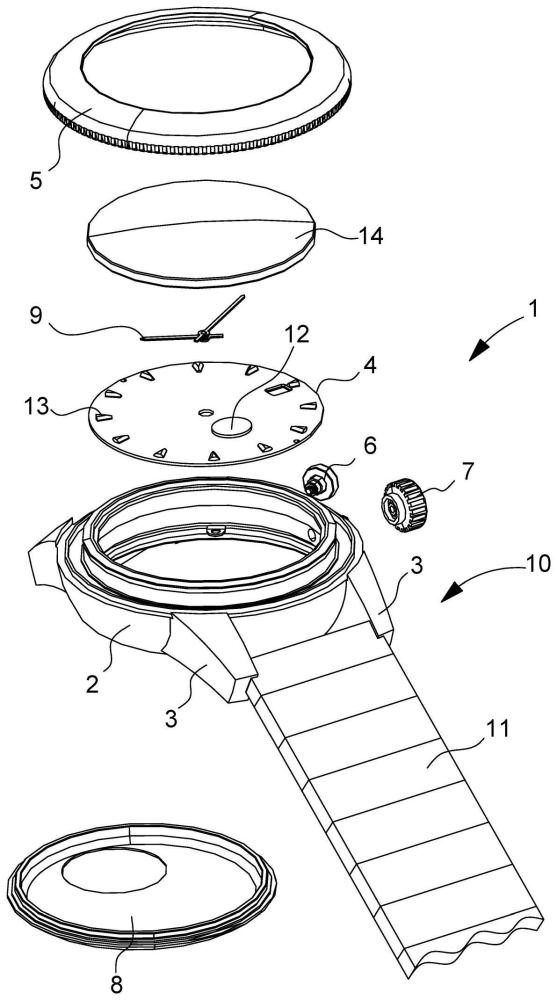
22、-复合部件构成壳体的全部或一部分,壳体中间部件、表耳、表盘、凸缘、表圈、推动件、表冠、壳体后盖、指针、链或带、链节、扣钩、装饰件、嵌花或表镜。
技术特征:1.用于制造设计成用于钟表表圈的复合部件的方法,其包括以下步骤:
2.根据权利要求1所述的方法,其特征在于,所述第一注射成型组分至少包括第一添加剂,所述第二注射成型组分至少包括第二添加剂。
3.根据权利要求2所述的方法,其特征在于,所述第一添加剂和所述第二添加剂包括粘合剂和/或表面活性剂和/或增塑剂。
4.根据权利要求2所述的方法,其特征在于,步骤d)包括用于除去在烧结阶段之前使用的旨在增加坯料密度的第一和第二添加剂的脱粘阶段。
5.根据权利要求1所述的方法,其特征在于,所述方法包括最终的精加工步骤,以改善在步骤d)中形成的所述复合部件的美学性。
6.根据权利要求1所述的方法,其特征在于,所述精加工步骤包括机加工和/或刷涂和/或抛光。
7.由根据权利要求1-6中任一项所述的方法获得的设计成用于钟表表圈的复合部件,其特征在于,所述复合部件以一体的形式组合了分别由316l钢和黑色氧化锆制成的两种不同的材料。
技术总结本发明涉及一种用于制造复合部件的方法,该复合部件包括第一材料和第二材料,第一材料包含316L钢粉末,第二材料包含氧化锆粉末,该复合部件在单个烧结步骤中形成。技术研发人员:H·吕贝,S·博尔班受保护的技术使用者:斯沃奇集团研究和开发有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/12437.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表