一种小弹簧快速热立定设备及其工艺的制作方法
- 国知局
- 2024-06-20 15:53:00
本发明涉及金属热处理领域,具体为一种小弹簧快速热立定设备及其工艺。
背景技术:
1、弹簧热立定工艺是提高弹簧使用稳定性的一个很好的处理方法,其处理时的温度、时间、会影响弹簧应力储存效果,导致弹簧出现使用的稳定性和弹簧制造精度问题。
2、弹簧热立定工艺是将弹簧在高于工作温度的条件下进行的强压处理,弹簧热立定工艺主要应用在要求高的抗永久变形量的压力弹簧上,是作为高级的防永久变形的稳定化处理工艺,热立定工艺除可以显著提高抗永久变形外,还可以提高疲劳寿命。
3、目前行业上使用的热立定工艺无法保证弹簧出炉最高温时及时处理,故需在原有工艺的基础上,新增优化方式,将刚出炉的小弹簧在温度最高的时候立马进行立定处理,提高产品的稳定性以及耐用性。
技术实现思路
1、本发明的目的旨在于提供一种小弹簧快速热立定设备及其工艺以对刚出炉的小弹簧在温度最高的时候立马进行立定处理,提高产品的稳定性以及耐用性。
2、为实现上述目的,本发明提供如下技术方案:
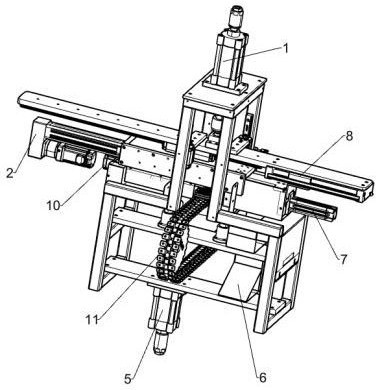
3、一种小弹簧快速热立定设备,包括连接在回火炉的末端出口位置的机架,机架的最顶部倒置连接有机构提升气缸,机构提升气缸的底部连接有横向的滑轨,滑轨上通过机构横移气缸驱动有小弹簧热立定机构,回火炉的出料链条从小弹簧热立定机构中间穿过,链条上连接有弹簧托架,小弹簧热立定机构包括一组设置在链条两侧的相位套,其中一侧相位套内套设有通过抽芯气缸驱动的芯棒,另一侧相位套则通过电缸驱动与芯棒进行对向运动,机架上固定有下料料斗位于链条的一侧。
4、作为本发明进一步的方案:相位套相对侧的端面位置为螺旋形的阶梯面结构,小弹簧热立定机构一侧固定有找位步进电机,找位步进电机与电缸侧相位套传动连接,进行相位套的周向驱动。
5、作为本发明进一步的方案:芯棒侧相位套通过阻尼转环转动设置。
6、作为本发明进一步的方案:找位步进电机与相位套通过光面的传动皮带摩擦传动。
7、作为本发明进一步的方案:相位套的阶梯端面内沿有突出的锥形结构,锥形结构的大径与小弹簧内径对应。
8、作为本发明进一步的方案:机架的底部有竖向设置的链条顶升定位气缸,链条顶升定位气缸的顶端连接有与链条间隙对应的齿状链条定位治具。
9、作为本发明进一步的方案:下料料斗包括斗体与螺旋导流板,斗体固定在链条的一侧位置,底面为斜面结构,尾端连接有螺旋导流板。
10、作为本发明进一步的方案:螺旋导流板的底部沿切线方向设置有气管法兰。
11、作为本发明进一步的方案:气管法兰在竖直方向上贴合螺旋导流板螺旋面结构的底面设置。
12、一种使用上述小弹簧快速热立定设备进行小弹簧快速热立定的加工工艺,其特征在于:包括以下步骤:
13、s1:小弹簧的回火处理,将加工好的小弹簧依次置于回火炉的链条的托板上,送入回火炉进行小弹簧的回火处理;
14、s2:链条定位,随着链条的运动至设备定位点后,链条顶升定位气缸上升推动链条定位治具将链条定位;
15、s3:小弹簧的装夹热立定,机构提升气缸伸出将机构下移到取料高度,抽芯气缸伸出推动芯棒插入弹簧内部,机构提升气缸收缩将机构提升到下料高度,同时机构横移气缸将机构右移至下料漏斗正上方,此过程中电缸往前推给弹簧一个预紧压力,找位步进电机通过摩擦力带动相位套旋转将小弹簧升角与相位套台阶重合,电缸继续往前压,使弹簧压并,达到立定效果;
16、s4:小弹簧的下料,立定完成电缸带动相位套回退,抽芯气缸收缩带动芯棒回缩,小弹簧自动掉落到下料料斗,下料完成,机构横移气缸带动机构回到取料位置,机构提升气缸伸出使机构到达取料高度。
17、有益效果
18、1.本发明在刚出炉就马上热立定后的弹簧产品在长度尺寸的精度控制上比现有工艺提高了很多,耐疲劳也显著提高,使产品可以应用于一些有高精度高强度需求的场合,填补市场空缺,且该设备一次性可对多根弹簧进行热力定处理,极大提高了生产效率。
19、本发明下料料斗包括斗体与螺旋导流板,斗体固定在链条的一侧位置,底面为斜面结构,尾端连接有螺旋导流板,利用螺旋形的螺旋导流板对小弹簧的下料进行导流与减速,避免未完全冷却的小弹簧直接掉落遭受过大冲击产生形变。
技术特征:1.一种小弹簧快速热立定设备,其特征在于,包括:
2.根据权利要求1所述的一种小弹簧快速热立定设备,其特征在于:所述相位套(3)相对侧的端面位置为螺旋形的阶梯面结构,小弹簧热立定机构一侧固定有找位步进电机(10),找位步进电机(10)与电缸(2)侧相位套(3)传动连接,进行相位套(3)的周向驱动。
3.根据权利要求2所述的一种小弹簧快速热立定设备,其特征在于:所述芯棒(9)侧相位套(3)通过阻尼转环转动设置。
4.根据权利要求3所述的一种小弹簧快速热立定设备,其特征在于:所述找位步进电机(10)与相位套(3)通过光面的传动皮带摩擦传动。
5.根据权利要求1所述的一种小弹簧快速热立定设备,其特征在于:所述相位套(3)的阶梯端面内沿有突出的锥形结构,锥形结构的大径与小弹簧内径对应。
6.根据权利要求1所述的一种小弹簧快速热立定设备,其特征在于:所述机架的底部有竖向设置的链条(11)顶升定位气缸(5),链条(11)顶升定位气缸(5)的顶端连接有与链条(11)间隙对应的齿状链条(11)定位治具(4)。
7.根据权利要求1所述的一种小弹簧快速热立定设备,其特征在于:所述下料料斗(6)包括斗体(61)与螺旋导流板(62),斗体(61)固定在链条(11)的一侧位置,底面为斜面结构,尾端连接有螺旋导流板(62)。
8.根据权利要求7所述的一种小弹簧快速热立定设备艺,其特征在于:所述螺旋导流板(62)的底部沿切线方向设置有气管法兰(63)。
9.根据权利要求8所述的一种小弹簧快速热立定设备,其特征在于:所述气管法兰(63)在竖直方向上贴合螺旋导流板(62)螺旋面结构的底面设置。
10.一种使用权利要求1-9所述的小弹簧快速热立定设备进行小弹簧快速热立定的加工工艺,其特征在于:包括以下步骤:
技术总结本发明提供了一种小弹簧快速热立定设备及其工艺,包括连接在回火炉的末端出口位置的机架,机架的最顶部倒置连接有机构提升气缸,机构提升气缸的底部连接有横向的滑轨,滑轨上通过机构横移气缸驱动有小弹簧热立定机构,回火炉的出料链条从小弹簧热立定机构中间穿过,链条上连接有弹簧托架,小弹簧热立定机构包括一组设置在链条两侧的相位套与相位套内套设的通过抽芯气缸驱动的芯棒,在出炉后马上进行弹簧产品的热立定,在长度尺寸的精度控制上比现有工艺提高了很多,耐疲劳也显著提高,使产品可以应用于一些有高精度高强度需求的场合,填补市场空缺,且该设备一次性可对多根弹簧进行热力定处理,极大提高了生产效率,具有良好的发展前景。技术研发人员:余家权,倪三宏受保护的技术使用者:广州奥图弹簧有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/12838.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表