一种高压涡轮盘高温合金模锻件制造方法与流程
- 国知局
- 2024-06-20 16:01:41
本发明涉及高压涡轮盘加工,更具体地说,涉及一种高压涡轮盘高温合金模锻件制造方法。
背景技术:
1、该高压涡轮盘高温合金模锻件,热变形抗力大、热塑性低、辅助措施及其他影响模锻件成型的诸多因素,常规生产工艺生产的模锻件轴向局部位置在毛边已出后仍未填充成型,且两端轴部存在小变形区,无法保证能获得细小均匀组织,生产难度大。
技术实现思路
1、有鉴于此,本发明提供了一种高压涡轮盘高温合金模锻件制造方法,能够满足外形成型良好及用户对变形组织均匀的要求,解决某型号发动机的生产需求问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种高压涡轮盘高温合金模锻件制造方法,包括:
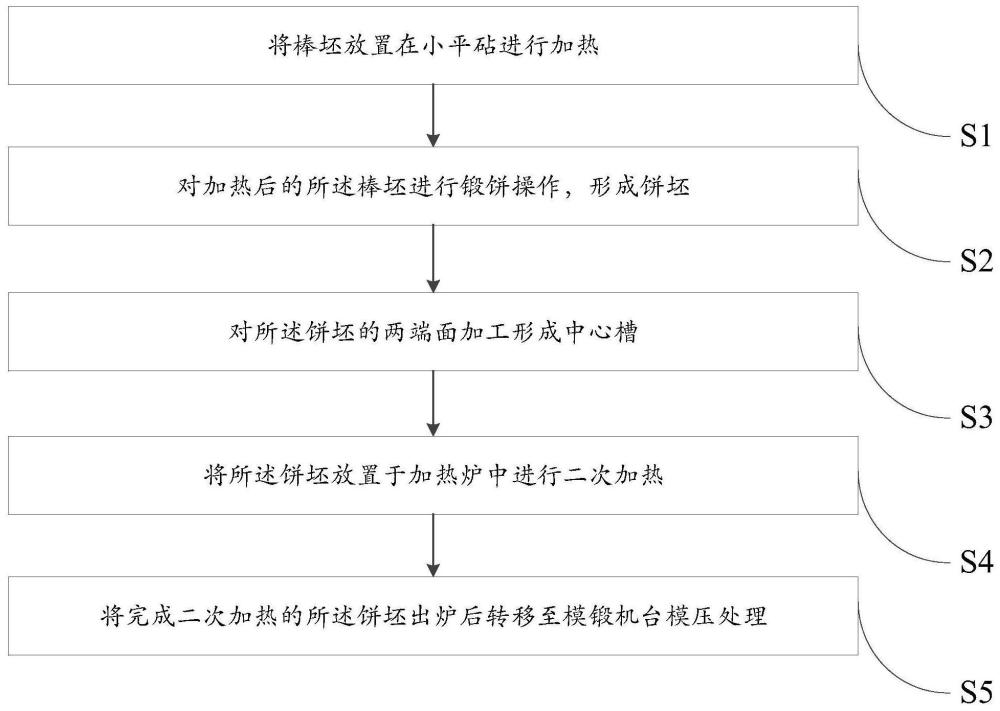
4、s1,将棒坯放置在小平砧进行加热;
5、s2,对加热后的所述棒坯进行锻饼操作,形成饼坯;
6、s3,对所述饼坯的两端面加工形成中心槽;
7、s4,将所述饼坯放置于加热炉中进行二次加热;
8、s5,将完成二次加热的所述饼坯出炉后转移至模锻机台模压处理。
9、其中,所述将棒坯放置在小平砧进行加热包括:
10、将所述小平砧在300~450℃下进行加热大于等于8小时;
11、将所述棒坯在所述小平砧按预设加热曲线升温加热。
12、其中,对加热后的所述棒坯进行锻饼操作,包括:
13、将加热后的所述棒坯放置在一对小平砧之间;
14、在下砧面中央设置下层硅酸铝纤维层,将所述棒坯置于所述下层硅酸铝纤维层;
15、在所述棒坯的上端面垫上层硅酸铝纤维板;
16、采用10000t压机在2-3级压力下将两个所述小平砧形成的结构以20s-40s的时长进行上压,高度控制在200±10mm。
17、其中,对加热后的所述棒坯进行锻饼操作,包括:
18、在所述10000t压机旁摆放置高温合金专用料架,每个坯料对应所述高温合金专用料架的位置;
19、采用天车或无轨操作车进行棒坯的运料或转移,使得转移时间小于等于2分钟。
20、其中,将所述饼坯放置于加热炉中进行二次加热,包括:
21、在加热炉炉子有效工作范围内放置所述饼坯:
22、在所述饼坯和所述加热炉的炉底板间应垫耐火砖;
23、对所述饼坯按照预设规则放置,使得所述饼坯出炉时是按照件号从小到大的顺序出炉。
24、其中,将所述饼坯放置于加热炉中进行二次加热,包括:
25、将所述饼坯所在的模具在温度400~450℃环境下,加热8~10小时;
26、将所述饼坯按相应加热曲线加热。
27、其中,在所述饼坯和所述加热炉的炉底板间应垫耐火砖包括:
28、在对所述饼坯双层排料时,在所述饼坯的层与层之间设置所述耐火砖进行垫平。
29、其中,将完成二次加热的所述饼坯出炉后转移至模锻机台模压处理包括:
30、采用所述无轨操作车对所述饼坯进行出料转移,使得所述饼坯出炉至所述模锻机台开始模锻转移时长小于等于95s;
31、在所述模锻机台的下模层设置硅酸铝纤维板;
32、采用30000t水压机在压力二级下对所述饼坯进行大于等于20s的模压处理,或者在所述模锻机台的上模层设置第二硅酸铝纤维板,上压时间为20s~40s。
33、其中,将完成二次加热的所述饼坯出炉后转移至模锻机台模压处理包括:
34、用水压机计算机控制,根据第一件实测高度调整计算机控制示数,保证锻件型腔充满至有毛边,进行欠压量控制,使得欠压量为+5/-2mm。
35、相比于现有技术介绍内容,上述高压涡轮盘高温合金模锻件制造方法具有以下优点:
36、所述高压涡轮盘高温合金模锻件制造方法通过先将棒坯放置在小平砧进行加热,然后进行锻饼操作形成饼坯,之后对所述饼坯的两端面加工形成中心槽,方便进行固定,将所述饼坯放置于加热炉中进行二次加热,最后将完成二次加热的所述饼坯出炉后转移至模锻机台模压处理,形成最后的产品,生产出的模锻件不仅能满足用户的尺寸要求,并且可以得到均匀的组织,方法简单,生产效率高。
技术特征:1.一种高压涡轮盘高温合金模锻件制造方法,其特征在于,包括:
2.如权利要求1所述高压涡轮盘高温合金模锻件制造方法,其特征在于,所述将棒坯放置在小平砧进行加热包括:
3.如权利要求2所述高压涡轮盘高温合金模锻件制造方法,其特征在于,对加热后的所述棒坯进行锻饼操作,包括:
4.如权利要求3所述高压涡轮盘高温合金模锻件制造方法,其特征在于,对加热后的所述棒坯进行锻饼操作,包括:
5.如权利要求4所述高压涡轮盘高温合金模锻件制造方法,其特征在于,将所述饼坯放置于加热炉中进行二次加热,包括:
6.如权利要求5所述高压涡轮盘高温合金模锻件制造方法,其特征在于,将所述饼坯放置于加热炉中进行二次加热,包括:
7.如权利要求6所述高压涡轮盘高温合金模锻件制造方法,其特征在于,在所述饼坯和所述加热炉的炉底板间应垫耐火砖包括:
8.如权利要求7所述高压涡轮盘高温合金模锻件制造方法,其特征在于,将完成二次加热的所述饼坯出炉后转移至模锻机台模压处理包括:
9.如权利要求8所述高压涡轮盘高温合金模锻件制造方法,其特征在于,将完成二次加热的所述饼坯出炉后转移至模锻机台模压处理包括:
技术总结本发明公开了一种高压涡轮盘高温合金模锻件制造方法,包括:S1,将棒坯放置在小平砧进行加热;S2,对加热后的所述棒坯进行锻饼操作,形成饼坯;S3,对所述饼坯的两端面加工形成中心槽;S4,将所述饼坯放置于加热炉中进行二次加热;S5,将完成二次加热的所述饼坯出炉后转移至模锻机台模压处理。通过先将棒坯放置在小平砧进行加热,然后进行锻饼操作形成饼坯,之后对所述饼坯的两端面加工形成中心槽,方便进行固定,将所述饼坯放置于加热炉中进行二次加热,最后将完成二次加热的所述饼坯出炉后转移至模锻机台模压处理,形成最后的产品,生产出的模锻件不仅能满足用户的尺寸要求,并且可以得到均匀的组织,方法简单,生产效率高。技术研发人员:唐玉婷,胡亚强,荣义受保护的技术使用者:西南铝业(集团)有限责任公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13132.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表