一种防撞梁吸能盒自冲孔压铆装置的制作方法
- 国知局
- 2024-06-20 16:27:54
本发明涉及防撞梁加工装置,更具体地涉及一种防撞梁吸能盒自冲孔压铆装置。
背景技术:
1、新能源汽车作为汽车产业技术发展新趋势,其中用到的汽车防撞梁基本为铝制品,铝制防撞梁是由铝型材、铝铸件、吸能盒、汽车连接板组成。吸能盒结构则是配合防撞梁设计,在发生碰撞时吸收分散能量用的,而为了更好地溃诱吸能,一般还会设计吸能盒压导槽,并在吸能盒上压铆连接螺栓,这样可以在槽内使得撞击力度更好地被分散。铝制吸能盒生产中,通常需要通过自冲孔,将螺栓、螺母等与铝型材压铆连接成一个整体,完成防撞梁吸能盒压铆装配工作。
2、目前防撞梁吸能盒压铆装配基本上是人工手动操作,即手持冲孔头,手持锤子进行冲孔,手动放置螺母,锤击挤压,效率低下,废品居多且难以保证产品一致性。对于冲孔和挤压工序,只能手工完成,分开操作,无法将装配工序集成统一实现。由此可知,现有技术的缺点在于:采用人工手动操作,效率低下,难以保证产品一致性。也不能实现追溯功能,将会导致系统物料不匹配情况,即使人工操作也会存在漏扫码,漏记录的情况。
技术实现思路
1、为解决上述问题,本发明的目的在于提供一种防撞梁吸能盒自冲孔压铆装置,能够实现防撞梁的自动装配、自动冲孔、压铆螺母,产品追溯,从而解决了人工装配、人工冲孔、人工挤压螺母的效率低下、产品一致性难以保证、不能实现产品追溯功能等问题。
2、根据本发明,提供一种防撞梁吸能盒自冲孔压铆装置,包括:框架结构体,固定于框架结构体的压力缸,与压力缸连接的冲压冲头,下模组件,用于带动冲压冲头上下移动的冲压升降组件,其中,下模组件包括:下模安装板,安装在下模安装板上的下模具座,分别安装于下模具座上面用于防撞梁吸能盒的检测或压紧的左侧接近开关、右侧接近开关、左侧压紧气缸、右侧压紧气缸,固定在框架结构体上的下模安装基板,安装在下模安装基板上的模具移动气缸、下模直线导轨、以及用于缓冲下模具座和下模安装板的运动惯性的左侧弹簧缓冲器、右侧弹簧缓冲器,安装于下模安装板下面的下模滑块,其中,模具移动气缸缸杆的伸出和缩回带动下模安装板及下模滑块沿下模直线导轨做前后运动,冲压冲头包括内部并列安装有两套冲压冲头结构的冲压冲头框体,两套冲压冲头结构中包括:与冲压冲头框体连接的左侧压力传感器,上端顶靠在左侧压力传感器上的左侧顶杆,安装在左侧顶杆下端侧的左侧冲头,安装于左侧冲头内部的左侧磁铁、左侧伸缩销;和与冲压冲头框体连接的右侧压力传感器,上端顶靠在右侧压力传感器上的右侧顶杆,安装在右侧顶杆下端侧的右侧冲头,安装于右侧冲头内部的右侧磁铁、右侧伸缩销,其中,左侧顶杆带动左侧伸缩销、右侧顶杆带动右侧伸缩销分别用于在吸能盒表面进行自冲孔压铆。
3、优选地,所述的防撞梁吸能盒自冲孔压铆装置还包括用于将压铆螺母向冲压冲头下方的左侧伸缩销、右侧伸缩销位置送料的震动盘。
4、优选地,所述的防撞梁吸能盒自冲孔压铆装置还包括:固定于框架结构体两侧的加强筋板、用于安装框架结构体的框架结构底板、将框架结构底板固定在基座上的高低可调底座;和/或,用于设定安全检测范围的铝型材防护网、安全光栅;和/或,触摸屏、双手启动按钮盒;和/或,用于检测压铆螺母是否上料到位的测距传感器;和/或,用于回收废片的冲孔废料滑道以及接料盒。
5、优选地,冲压升降组件包括:冲压基板,安装于冲压基板的升降直线导轨,安装有升降滑块的冲头安装板,其中,压升降组件通过冲压基板固定在框架结构体上,冲头安装板与冲压冲头相连接。
6、优选地,下模组件还包括减震螺栓,下模组件的下模具座通过减震螺栓安装在下模安装板上。
7、优选地,所述压力缸为气液增压油缸或液压油缸,通过缸杆接头与冲压冲头相连。
8、优选地,模具移动气缸缸杆顶端通过l型连接件与下模安装板相连。
9、优选地,在下模组件的初始状态下,模具移动气缸缸杆伸出;在左侧压紧气缸和/或右侧压紧气缸压紧到位后,模具移动气缸缩回,通过下模直线导轨及下模滑块带动下模具座移动而停靠于左侧弹簧缓冲器、右侧弹簧缓冲器处。
10、优选地,冲压冲头还包括:与冲头安装板、冲压冲头框体组装在一起的冲压盖板,安装于冲压盖板的接头定位槽,直角平面台肩嵌入接头定位槽的缸杆接头,压料弹簧,用于在压料弹簧的作用下压住待冲孔压铆的吸能盒的压料板,其中,缸杆接头与冲压冲头相连。
11、优选地,左侧压力传感器、右侧压力传感器分别使用螺栓连接于冲压冲头框体内不同高度的固定位置。
12、如此根据本发明,整体安装效果好,实用性强,便于使用者进行操作,安全可靠。
技术特征:1.一种防撞梁吸能盒自冲孔压铆装置,其特征在于,包括:框架结构体(1),固定于框架结构体(1)的压力缸,与压力缸连接的冲压冲头(8),下模组件(9),用于带动冲压冲头(8)上下移动的冲压升降组件(7),
2.根据权利要求1所述的防撞梁吸能盒自冲孔压铆装置,其特征在于,还包括用于将压铆螺母向冲压冲头(8)下方的左侧伸缩销(324)、右侧伸缩销(325)位置送料的震动盘(10)。
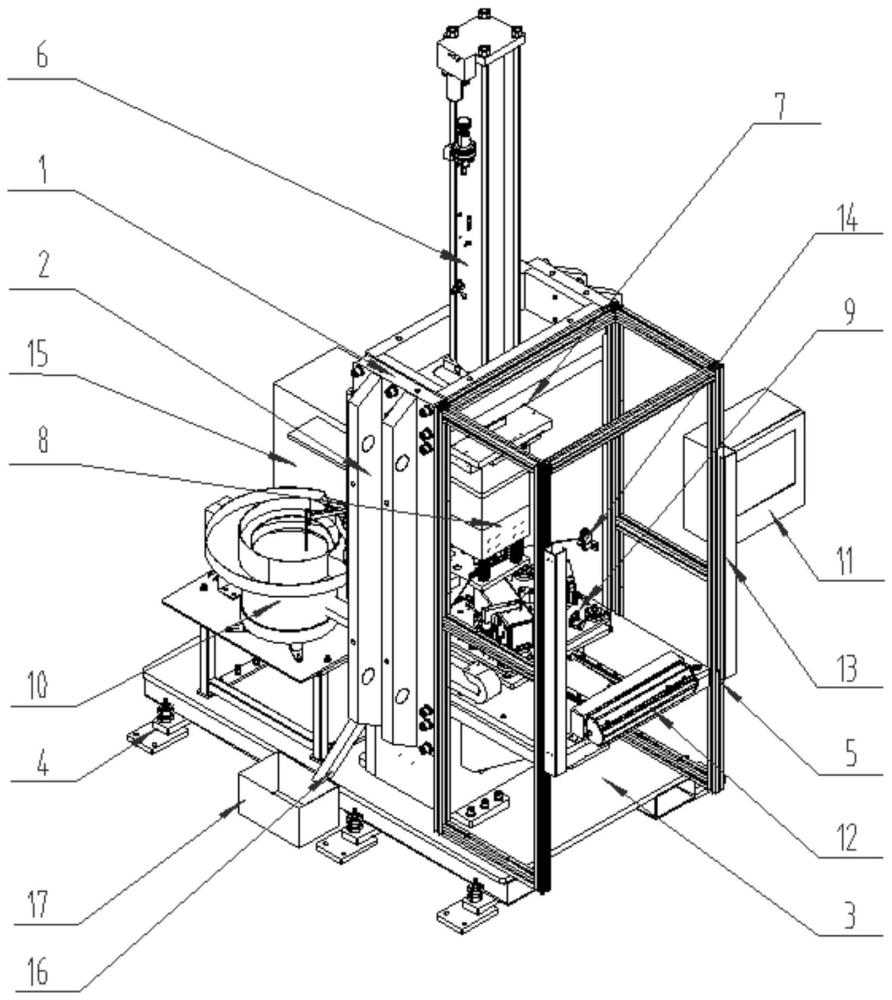
3.根据权利要求1所述的防撞梁吸能盒自冲孔压铆装置,其特征在于,还包括:固定于框架结构体(1)两侧的加强筋板(2)、用于安装框架结构体(1)的框架结构底板(3)、将框架结构底板(3)固定在基座上的高低可调底座(4);和/或,用于设定安全检测范围的铝型材防护网(5)、安全光栅(13);和/或,触摸屏(11)、双手启动按钮盒(12);和/或,用于检测压铆螺母是否上料到位的测距传感器(14);和/或,用于回收废片的冲孔废料滑道(16)以及接料盒(17)。
4.根据权利要求1所述的防撞梁吸能盒自冲孔压铆装置,其特征在于,冲压升降组件(7)包括:冲压基板(301),安装于冲压基板(301)的升降直线导轨(302),安装有升降滑块(303)的冲头安装板(304),其中,压升降组件(7)通过冲压基板(301)固定在框架结构体(1)上,冲头安装板(304)与冲压冲头(8)相连接。
5.根据权利要求1所述的防撞梁吸能盒自冲孔压铆装置,其特征在于,下模组件(9)还包括减震螺栓(211),下模组件(9)的下模具座(201)通过减震螺栓(211)安装在下模安装板(200)上。
6.根据权利要求1所述的防撞梁吸能盒自冲孔压铆装置,其特征在于,所述压力缸为气液增压油缸(6)或液压油缸,通过缸杆接头(307)与冲压冲头(8)相连。
7.根据权利要求1所述的防撞梁吸能盒自冲孔压铆装置,其特征在于,模具移动气缸(202)缸杆顶端通过l型连接件与下模安装板(200)相连。
8.根据权利要求7所述的防撞梁吸能盒自冲孔压铆装置,其特征在于,在下模组件(9)的初始状态下,模具移动气缸(202)缸杆伸出;在左侧压紧气缸(209)和/或右侧压紧气缸(210)压紧到位后,模具移动气缸(202)缩回,通过下模直线导轨(203)及下模滑块(204)带动下模具座(201)移动而停靠于左侧弹簧缓冲器(205)、右侧弹簧缓冲器(206)处。
9.根据权利要求4所述的防撞梁吸能盒自冲孔压铆装置,其特征在于,冲压冲头(8)还包括:与冲头安装板(304)、冲压冲头框体(310)组装在一起的冲压盖板(305),安装于冲压盖板(305)的接头定位槽(306),直角平面台肩嵌入接头定位槽(306)的缸杆接头(307),压料弹簧(308),用于在压料弹簧(308)的作用下压住待冲孔压铆的吸能盒的压料板(309),其中,缸杆接头(307)与冲压冲头(8)相连。
10.根据权利要求1所述的防撞梁吸能盒自冲孔压铆装置,其特征在于,左侧压力传感器(316)、右侧压力传感器(317)分别使用螺栓连接于冲压冲头框体(310)内不同高度的固定位置。
技术总结一种防撞梁吸能盒自冲孔压铆装置,包括:压力缸,冲压冲头,下模组件,其中,下模组件包括:左侧接近开关、右侧接近开关、左侧压紧气缸、右侧压紧气缸,模具移动气缸、下模直线导轨,安装于下模安装板下面的下模滑块,模具移动气缸缸杆的伸出和缩回带动下模安装板及下模滑块沿下模直线导轨做前后运动,冲压冲头内部并列安装的两套冲压冲头结构包括:左侧压力传感器、左侧顶杆,左侧冲头,左侧磁铁、左侧伸缩销;右侧压力传感器、右侧顶杆、右侧冲头,右侧磁铁、右侧伸缩销,其中,左侧顶杆带动左侧伸缩销、右侧顶杆带动右侧伸缩销分别用于在吸能盒表面进行自冲孔压铆。如此,整体安装效果好,实用性强,便于使用者进行操作,安全可靠。技术研发人员:刘涛涛受保护的技术使用者:中信戴卡股份有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13561.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种小型卷圆机的制作方法
下一篇
返回列表