一种新型激光超声波波幅阈值检测焊缝设备的制作方法
- 国知局
- 2024-06-20 16:28:53
本技术涉及焊缝检测。
背景技术:
1、钢卷与钢卷之间需进行无缝焊接,以确保板材生产线顺畅无间断地进行。钢卷通常采用电阻焊接方式(辊压焊缝技术)连接,现代连续生产钢厂广泛采用这种方法来连接钢卷以保持生产连续性。焊接过程会导致基材发生快速而显著的冶金和热机械变化,这与炼钢过程一样难以精确控制。此外,焊缝在高线张力、高温和腐蚀性环境下经历了无数次弯曲和压缩循环,使其成为最薄弱的点。焊缝未熔合或焊核尺寸不合格是焊缝不牢固的常见原因,当两个钢卷之间的焊接界面未充分熔合时就会发生这种情况。焊接质量不达标,会导致断带并逼迫产线停机,如果不及时发现并解决,可能会导致停机时间延长,造成巨大损失。
技术实现思路
1、为了解决现有技术中由于焊接质量不达标若不及时发现,会导致停机时间延长,造成巨大损失的技术问题,本实用新型提供了一种新型激光超声波波幅阈值检测焊缝设备。
2、本实用新型为实现上述目的所采用的技术方案是:
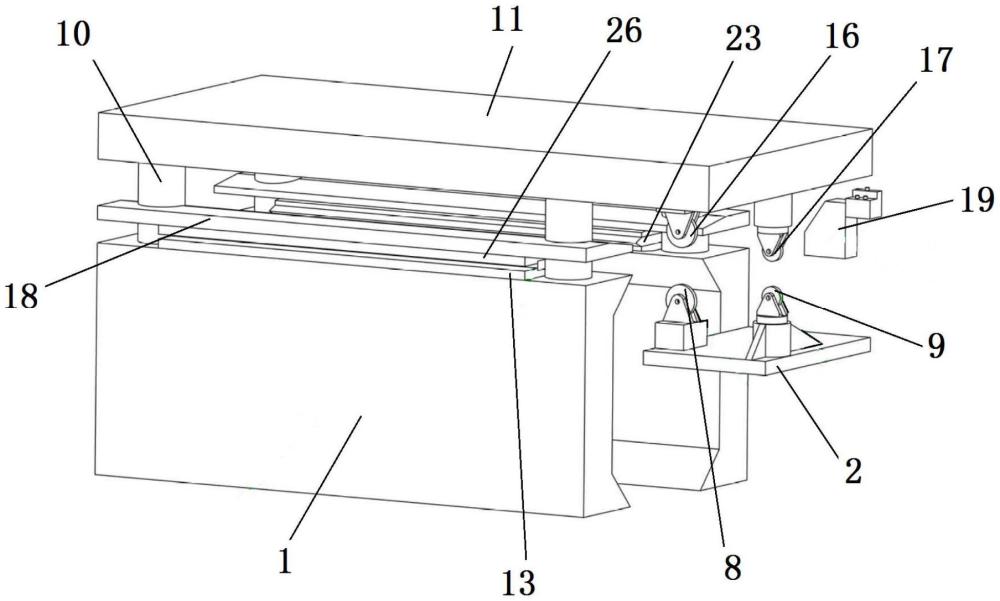
3、一种新型激光超声波波幅阈值检测焊缝设备,支撑本体1一侧安装支撑架2,支撑架2上安装下支撑座3,下支撑座3上安装下驱动电机22,下驱动电机22连接下丝杠4,下丝杠4上安装下滑块6,下滑块6上安装下滑动板7,下滑动板7的一端安装下滚压轮8,下滑动板7的另一端安装下导电焊轮9,支撑本体1上部安装支撑板11,支撑板11下侧安装上支撑座12,上支撑座12上安装上驱动电机21,上驱动电机21连接上丝杠24,上丝杠24与下丝杠4平行,上丝杠24上安装上滑块14,上滑块14上安装上滑动板15,上滑动板15的一端安装上滚压轮16,上滑动板15的另一端安装上导电焊轮17,上滑动板15上位于上导电焊轮17的外侧安装波幅阈值激光超声波发射与检测装置19。
4、支撑本体1上安装支撑柱10,支撑板11安装在支撑柱10上端,支撑本体1上位于前后同侧的两个支撑柱10上安装限位板18,限位板18的下表面安装上压板26,支撑本体1的上表面安装下压板13,上压板26与下压板13之间存在间隙。
5、所述上滑块14和下滑块6的数量均为二。
6、所述下支撑座3上与下丝杠4平行安装下导杆5,下滑块6与下导杆5滑动配合安装,上支撑座12上与上丝杠24平行安装上导杆25,上滑块14与上导杆25滑动配合安装。
7、本实用新型与现有技术相比存在的优点是:
8、将需要焊接的两个带钢放置在支撑本体上,通过驱动电机带动丝杠转动进而带动滑块移动,使得上下两个滚压轮先与两个带钢接触,在滚压轮移动的过程中导电焊轮跟随滚压轮移动对两个带钢进行焊接,焊接的过程中波幅阈值激光超声波发射与检测装置跟随导电焊轮移动,实现边焊接边检测,能够及时发现焊接质量不达标的部分,避免停机时间延长,造成巨大损失。
技术特征:1.一种新型激光超声波波幅阈值检测焊缝设备,其特征在于,支撑本体(1)一侧安装支撑架(2),支撑架(2)上安装下支撑座(3),下支撑座(3)上安装下驱动电机(22),下驱动电机(22)连接下丝杠(4),下丝杠(4)上安装下滑块(6),下滑块(6)上安装下滑动板(7),下滑动板(7)的一端安装下滚压轮(8),下滑动板(7)的另一端安装下导电焊轮(9),支撑本体(1)上部安装支撑板(11),支撑板(11)下侧安装上支撑座(12),上支撑座(12)上安装上驱动电机(21),上驱动电机(21)连接上丝杠(24),上丝杠(24)与下丝杠(4)平行,上丝杠(24)上安装上滑块(14),上滑块(14)上安装上滑动板(15),上滑动板(15)的一端安装上滚压轮(16),上滑动板(15)的另一端安装上导电焊轮(17),上滑动板(15)上位于上导电焊轮(17)的外侧安装波幅阈值激光超声波发射与检测装置(19)。
2.根据权利要求1所述的一种新型激光超声波波幅阈值检测焊缝设备,其特征在于,所述支撑本体(1)上安装支撑柱(10),支撑板(11)安装在支撑柱(10)上端,支撑本体(1)上位于前后同侧的两个支撑柱(10)上安装限位板(18),限位板(18)的下表面安装上压板(26),支撑本体(1)的上表面安装下压板(13),上压板(26)与下压板(13)之间存在间隙。
3.根据权利要求1所述的一种新型激光超声波波幅阈值检测焊缝设备,其特征在于,所述下支撑座(3)上与下丝杠(4)平行安装下导杆(5),下滑块(6)与下导杆(5)滑动配合安装,上支撑座(12)上与上丝杠(24)平行安装上导杆(25),上滑块(14)与上导杆(25)滑动配合安装。
4.根据权利要求1所述的一种新型激光超声波波幅阈值检测焊缝设备,其特征在于,所述上滑块(14)和下滑块(6)的数量均为二。
技术总结本技术涉及焊缝检测技术领域,具体涉及一种新型激光超声波波幅阈值检测焊缝设备。两个支撑本体之间安装上丝杠和下丝杠,上丝杠和下丝杠上通过滑块安装滚压轮和导电焊轮,并在上丝杠的滑块上安装波幅阈值激光超声波发射与检测装置,将需要焊接的两个带钢放置在支撑本体上,通过驱动电机带动丝杠转动进而带动滑块移动,使得上下两个滚压轮先与两个带钢接触,在滚压轮移动的过程中导电焊轮跟随滚压轮移动对两个带钢进行焊接,焊接的过程中波幅阈值激光超声波发射与检测装置跟随导电焊轮移动,实现边焊接边检测,能够及时发现焊接质量不达标的部分,避免停机时间延长,造成巨大损失。技术研发人员:吴松泽受保护的技术使用者:大连新创嘉合实业有限公司技术研发日:20231115技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13598.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表