一种铜及铜合金铸锭翻锭锯切生产线的制作方法
- 国知局
- 2024-06-20 17:04:40
本发明涉及铜及铜合金铸锭锯切加工,具体涉及一种铜及铜合金铸锭翻锭锯切生产线。
背景技术:
1、现有国内外铜及铜合金铸锭的生产,主要采用立式半连续结晶铸造工艺,生产出的铜及铜合金铸锭呈竖直状态;该工艺生产的铸锭,由于铸锭起铸阶段和结束铸造缩尾阶段形成的铸锭,其头尾质量较差,在后续轧制加工前,需要将铸锭头尾部分采用锯切机锯切掉;目前广泛应用的铸锭锯切生产线均采用水平式上料装置,铜及铜合金铸锭通过天车用吊钳将原先竖直的铸锭,最终以水平方式吊运至锯切机的上料台上,在上料台上的铸锭通过步进形式被送至锯切机的上料辊道上,经上料辊道送入锯切机进行锯切作业。
2、现有铜及铜合金铸锭从竖直状态最终水平吊运至上料装置的具体过程为:天车首先用吊钳吊住铸锭的上端(头部)将铸造完成的竖直铸锭从铸井中吊出,移动天车将铸锭吊运至毛锭临时存放区,然后将铸锭缓慢下落,待铸锭底部(尾部)接触到地面后,一边水平移动吊钳、一边将吊钳缓慢下落,慢慢将铸锭倾斜,最终将铸锭放平至水平状态,放平后的铸锭再通过吊钳吊运至铸锭锯切机的上料台上;
3、上述吊运铸锭的过程存在以下问题:1、由于铸锭长度过长(通常为6.0-8.5米)、重量过大(5-25吨),因此铸锭吊运过程存在相当的危险性,尤其是铸锭在倾斜放平的过程中,由于铸锭需要与吊钳钳口之间会发生旋转,当旋转角度过大时很容易发生铸锭脱落掉下事故,是整个铸锭吊运过程中最容易发生危险的过程;一旦发生铸锭掉落事故,可能会砸坏厂房墙壁、柱子以及周边设备,甚至发生人员伤亡事故;2、铸锭在毛锭临时存放区水平暂存时,为避免铸锭占用过长的空间,水平暂存的铸锭通常与锭锯切生产线呈垂直状态,因此在将水平铸锭吊运至上料台上时,需要将铸锭吊起在空中旋转90°,铸锭在空中旋转时,需要较大的操作空间,还要缓慢旋转防止铸锭转动惯量过大,同时还要估计铸锭与厂房墙壁、柱子、设备之间的距离,因此导致吊运操作危险性高、难度大、效率低;特别是吊运旋转过程中,地面一律不许有人员及车辆通过,因此也影响到其他人员和车辆的正常工作;3、铸锭在锯切加工完成后,吊运至电动平板车上进行运输时,同样存在将铸锭吊起在空中旋转90°的问题;通过上述可知,现有铜及铜合金铸锭在锯切加工吊运过程中,存在危险性高、吊运效率低、影响其他人员和车辆正常工作的问题,因此亟待解决。
技术实现思路
1、为了克服背景技术中的不足,本发明公开了一种铜及铜合金铸锭翻锭锯切生产线,在锯切生产线前端设置有翻锭机,在锯切生产线后端设置有回转储料台;铸锭由铸井吊运至翻锭机上时,始终处于竖直状态,铸锭在翻锭机由竖直状态翻转为水平状态,省去以往天车吊运铸锭平放在毛锭临时存放区的操作、及将铸锭在空中旋转90°的操作;加工完后的铸锭在回转储料台上完成水平方向的90°旋转,无需再用天车吊运铸锭在空中完成旋转90°的操作。
2、为了实现所述发明目的,本发明采用如下技术方案:一种铜及铜合金铸锭翻锭锯切生产线,设置在铸锭熔铸车间内,用于铜及铜合金铸锭铸造完成后的头尾锯切加工;铸锭熔铸车间内设置有天车及并列设置的若干台熔铸机组,翻锭锯切生产线与并列设置的若干台熔铸机组平行设置;铸锭熔铸车间相邻设置有铸锭轧制加工车间,铸锭熔铸车间与铸锭轧制加工车间之间设置有沿轨道往复移动的电动平板车,翻锭锯切生产线加工后的铸锭经电动平板车运输至铸锭轧制加工车间;
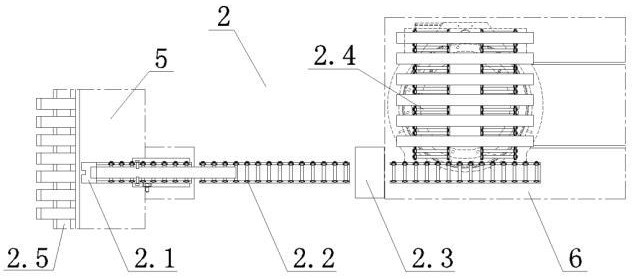
3、翻锭锯切生产线包括依序对准设置的翻锭机、送料辊道、锯切机、回转储料台,其中翻锭机用于将竖直状态的铸锭翻转为水平状态,其中送料辊道用于将铸锭输送至锯切机,其中锯切机对铸锭头尾端进行锯切加工,其中回转储料台用于暂存锯切加工后的铸锭、及将铸锭在水平方向做90°旋转;翻锭锯切生产线生产时,翻锭机呈竖起状态,天车垂直吊运铸锭至竖起状态的翻锭机上,翻锭机翻转将竖直状态的铸锭转变为水平状态,经送料辊道输送至锯切机,因此省去以往天车吊运铸锭平放在毛锭临时存放区的操作,及将将铸锭在空中旋转90°的操作,极大降低了铸锭吊运作业的危险性,同时提高了吊运作业效率;锯切加工后铸锭临时储存在回转储料台上,回转储料台水平回转,完成铸锭在水平方向90°的旋转,无需再用天车吊运铸锭在空中完成旋转90°的操作,极大提高了铸锭吊运的作业效率、降低了吊运作业危险性,同时不会影响其他人员和车辆的正常工作。
4、进一步的,相邻翻锭机侧边设置有储料坑,因铸锭长度通常有6.0-8.5米,如将翻锭机直接设置在地面,会使放置在翻锭机上的铸锭重心过高,一旦铸锭发生倾倒会危及周边工作人员的生命安全,或损坏周边设备,同时翻锭机翻转的驱动力也会过大;在翻锭机侧边设置有储料坑后,翻锭机在竖直状态下其下端会位于储料坑内,因此极大降低了放置在翻锭机上铸锭的重心高度,即使铸锭发生倾倒,铸锭会靠在储料坑的边缘,因此不会危及周边工作人员的生命安全或损坏周边设备;翻锭机通过设置在翻锭机底座上的铰接座铰接设置在储料坑侧边,当翻锭机翻转时绕铰接轴转动,由竖直状态转变为水平状态。
5、进一步的,翻锭机底座与翻锭机之间设置有翻锭机驱动油缸,翻锭机驱动油缸驱动翻锭机绕铰接轴转动,完成翻转动作。
6、进一步的,翻锭机上铰接设置有由卡锭爪驱动油缸驱动的卡锭爪,铸锭在竖直状态下落在翻锭机上后,卡锭爪由卡锭爪驱动油缸驱动旋转卡住铸锭,放置铸锭在翻转过程中发生侧向倾倒。
7、进一步的,储料坑内固定设置有1个以上储料架,铸锭在储料架上以竖直状态进行储存,因储料架设置在储料坑内,极大降低了放置在储料架上铸锭的重心高度,即使铸锭发生倾倒,铸锭会靠在储料坑的边缘,因此不会危及周边工作人员的生命安全或损坏周边设备;铜及铜合金铸锭翻锭锯切生产线的生产效率远高于熔铸机组的生产效率,因此铜及铜合金铸锭翻锭锯切生产线的生产安排通常为单班制或双班制,企业灵活选择低谷电价时段进行锯切作业,以节省用电成本,因此铸锭锯切加工前通常需要临时储存一段时间,待规格相同的一批铜或铜合金铸锭全部铸造完成后,一次进行锯切作业;在采用以往铸锭水平放置在毛锭临时存放区的方法时,因铸锭长度会占用过大的长度空间,因此不得不设置较大的毛锭临时存放区,导致生产车间面积利用率降低,间接提高了企业的生产成本;而采用设置储料坑内的储料架以竖直状态储存铸锭后,则极大降低了铸锭临时储存占用的长度空间,从而降低了企业的生产成本。
8、进一步的,回转储料台活动设置在回转台坑内;回转台坑内设置有轨道,回转储料台沿轨道做水平运动;在铸锭进行锯切作业时,回转储料台需与锯切机正常对接,当回转储料台水平旋转时,临时储存在回转储料台上的铸锭会与锯切发生干涉,因此回转储料台水平旋转前,必须沿回转台坑内的轨道移动,离开锯切机一定距离。
9、进一步的,回转储料台包括回转台、接料辊道、储料辊道、挡料板组件、铸锭驱动系统,其中回转台用于带动设置在其上部的其他部件做水平旋转运动,其中接料辊道用于承接锯切加工后的铸锭,其中储料辊道用于临时储存锯切加工后的铸锭,挡料板组件用于侦测第一块铸锭及防止铸锭意外从回转储料台上掉落(补充说明的是:在挡料板组件中设有挡料板,正常情况下第一块铸锭与挡料板之间并不发生接触,即并不以挡料板作为第一块铸锭的移动限位,防止移动铸锭的冲量过大损坏挡料板),铸锭驱动系统用于驱动铸锭从接料辊道移动至储料辊道上、及在转台储料辊道上的移动,并保证储料辊道上相邻铸锭之间的间隔距离(即铸锭在储料辊道上的储存位置),该间隔距离用于保证吊钳可以正常吊起铸锭;接料辊道、储料辊道、挡料板组件、铸锭驱动系统通过支撑板固定设置在回转台上部,回转台旋转带动接料辊道、储料辊道、挡料板组件、铸锭驱动系统整体旋转;锯切加工后的铸锭首先进入接料辊道上,再经铸锭驱动系统进入储料辊道上。
10、进一步的,挡料板组件上设置有行程开关、拉绳传感器,拉绳传感器的拉绳外端固定设置在铸锭驱动系统的驱动块组件上;行程开关有两个作用:1、作为第一块铸锭在储料辊道移动的限位装置,控制第一块铸锭在储料辊道上的停止位置;2、作为储料辊道上放置的第一块铸锭宽度尺寸的测量基准;拉绳传感器用于动态检测铸锭驱动系统中驱动块组件的实时位置;行程开关、拉绳传感器均电性连接至翻锭锯切生产线的控制系统中,控制系统中预设有储料辊道上相邻铸锭的间隔距离,另外拉绳传感器工作前,需做零点位置校准;储料辊道没有铸锭时,行程开关处于断开状态,当铸锭驱动系统驱动第一块锯切完成后的铸锭移动到储料辊道上与行程开关接触时,行程开关闭合发出闭合信号至控制系统,此时拉绳传感器输出的测量值传输至控制系统作为铸锭的宽度,完成铸锭的宽度测量;在后续锯切完成后的铸锭移动到储料辊道上时,控制系统根据行程开关的闭合状态、测量出的铸锭宽度尺寸、预设的相邻铸锭的间隔距离、拉绳传感器输出的测量值,自动控制驱动块组件的移动行程,从而控制铸锭在储料辊道上的储存位置,自动保证相邻铸锭之间的间隔距离;另外拉绳传感器输出的测量值还用于监测驱动块组件的极限运动距离,避免驱动块组件越位而造成铸锭驱动系统的损坏,该种方式省去了用于监测驱动块组件极限运动距离的限位开关、及检测每块铸锭位置的限位开关,减少了锯切生产线上传感器的数量;挡料板组件上行程开关、拉绳传感器的组合设置,以极少的传感器数量实现了铸锭在储料辊道上移动设置的自动化,在铸锭宽度尺寸发生变化时,也无需作业人员干预,减少了操作失误几率,减轻了作业人员的工作负担,解决了作业人员因操作不当造成的撞机问题。
11、进一步的,铸锭驱动系统包括驱动链轮组合a、驱动链轮组合b、驱动块组件、链条,驱动链轮组合a、驱动链轮组合b中均设置有双链轮,以提高铸锭驱动系统的驱动能力;链条回转设置在驱动链轮组合a、驱动链轮组合b的链轮之间,驱动块组件通过链轮销轴固定设置在链条上;驱动链轮组合a驱动链条回转,链条回转带动驱动块组件运动,驱动块组件驱动铸锭在储料辊道上移动。
12、进一步的,驱动块组件上铰接设置有驱动爪,驱动爪单向驱动铸锭在储料辊道上移动。
13、由于采用如上所述的技术方案,本发明具有如下有益效果:本发明公开的一种铜及铜合金铸锭翻锭锯切生产线,在现有锯切生产线前端设置有储料架、翻锭机,在锯切生产线后端设置有回转储料台;铸锭由铸井吊运至储料架、翻锭机上时,始终处于竖直状态,铸锭在翻锭机翻转由竖直状态转变为水平状态,省去以往天车吊运铸锭平放在毛锭临时存放区的操作,及铸锭吊起在空中旋转90°的操作,极大降低了铸锭吊运作业的危险性;同时铸锭竖直储存在储料架上,还极大减小了铸锭临时存放所占用的长度空间;加工完后的铸锭在回转储料台上完成水平方向的90°旋转,无需再用天车吊运铸锭在空中完成旋转90°的操作,极大提高了铸锭吊运的作业效率和安全性,同时不会影响其他人员和车辆的正常工作。
本文地址:https://www.jishuxx.com/zhuanli/20240618/14799.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表