储能焊螺柱自动焊接设备的制作方法
- 国知局
- 2024-06-21 09:34:36
本技术涉及焊接设备,尤其是涉及一种储能焊螺柱自动焊接设备。
背景技术:
1、目前矿用传感器外壳普遍采用304不锈钢材料,内部安装螺柱采用储能焊螺柱,壳体上有14个焊接支柱,其中4个后盖安装支柱φ8×45.8(螺纹为m4),4个线路板安装支柱φ6×14.5(螺纹为m3)、4个观察窗安装支柱φ6×6.5(螺纹为m3)、2个蜂鸣器安装支柱φ6×12.5(螺纹为m4)。螺柱熔点直径均为φ0.52mm,焊接电压为100v,储能焊机使用深圳益利rsr-1600电容储能式螺柱焊机。
2、螺柱储能焊采用手工焊接,焊接时先将外壳放入胶木定位块,以外壳底部外形定位,再将外壳两头用气缸夹紧,然后将螺柱焊接定位块放入壳体内部型腔,以观察窗孔定位。焊接时需要将储能焊螺柱装入焊枪内,然后手持焊枪逐个进行焊接,整个过程繁杂,且人工焊接精准度较低。
3、有鉴于此,需要设计一种的储能焊螺柱自动焊接设备来满足实际需求。
技术实现思路
1、针对上述所要解决的技术问题,本实用新型第一方面提供了一种储能焊螺柱自动焊接设备解决了手工焊接螺柱焊接歪斜及焊不牢现象,保证了螺柱与外壳装配的精度。
2、为了解决上述技术问题,本实用新型第一方面提供了一种储能焊螺柱自动焊接设备,包括:
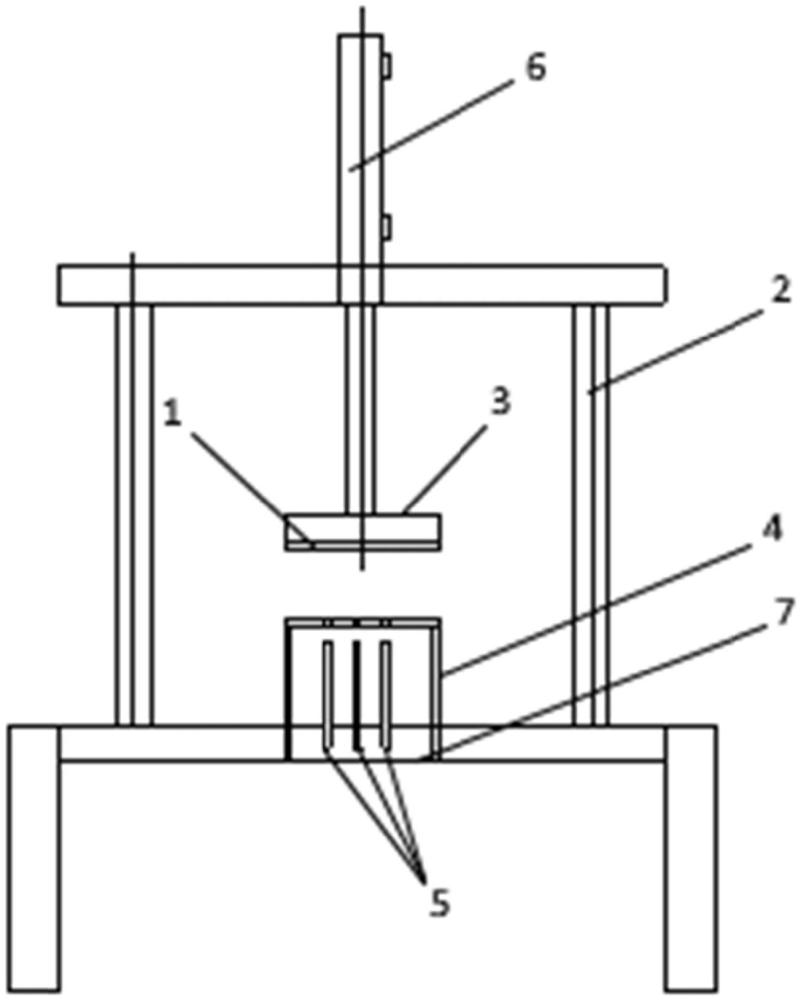
3、压紧组件,包括压板和气缸杆,所述压板设置在所述气缸杆的一端,且所述气缸杆适于在竖直方向上伸缩,以带动所述压板同步伸缩以压紧壳体;
4、定位组件,所述定位组件适于定位所述壳体于设定位置,以限制所述壳体在水平方向上移动;
5、焊接组件,所述焊接组件设置在所述定位组件底部,所述焊接组件适于在所述定位组件定位完成后焊接。
6、优选地,所述压紧组件还包括压机,所述压机的顶部设有气动压力缸,所述压机的底部设有多个小型气缸,且所述气动压力缸与所述小型气缸的压力可调节。
7、进一步优选地,所述压板上设有负电极,所述负电极适于随所述压板同步移动。
8、优选地,各所述小型气缸分别连接有正电极,各所述正电极适于随各所述小型气缸移动。
9、进一步优选地,所述压机包括多个支柱,其中,所述支柱包括外径为8mm的支柱和外径为6mm支柱。
10、优选地,所述焊接组件包括至少两台电容储能式螺柱焊机,灵台所述电容储能式螺柱焊机的焊接电压分别为130v和100v。
11、进一步优选地,外径为8mm的所述支柱对应连接焊接电压为130v的所述电容储能式螺柱焊机,外径为6mm的所述支柱对应连接焊接电压为100v的所述电容储能式螺柱焊机。
12、优选地,所述电容储能式螺柱焊机与各所述正电极相连,以能够经由所述正电极为所述电容储能式螺柱焊接进行储能。
13、进一步优选地,各所述小型气缸适于在竖直方向上独立伸缩,以带动与其对应相连各所述正电极独立移动。
14、通过上述优选技术方案,本实用新型的储能焊螺柱自动焊接设备焊接时,通过将焊接支柱依次放入定位组件内,然后将壳体套在定位组件上,然后启动设备的操作按钮,压紧组件的上压板首先压紧工件,然后根据设置好的程序操作焊接组件依次动作完成储能焊接,整体焊接解决了手工焊接螺柱时可能产生的歪斜及焊不牢现象,保证了整体装配精度。
15、本实用新型的其他特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:1.一种储能焊螺柱自动焊接设备,其特征在于,包括:
2.根据权利要求1所述的储能焊螺柱自动焊接设备,其特征在于,所述压紧组件还包括压机,所述压机的顶部设有气动压力缸,所述压机的底部设有多个小型气缸,且所述气动压力缸与所述小型气缸的压力可调节。
3.根据权利要求2所述的储能焊螺柱自动焊接设备,其特征在于,所述压板上设有负电极,所述负电极适于随所述压板同步移动。
4.根据权利要求3所述的储能焊螺柱自动焊接设备,其特征在于,各所述小型气缸分别连接有正电极,各所述正电极适于随各所述小型气缸移动。
5.根据权利要求4所述的储能焊螺柱自动焊接设备,其特征在于,所述压机包括多个支柱,其中,多个所述支柱包括外径为8mm的支柱和外径为6mm支柱。
6.根据权利要求5所述的储能焊螺柱自动焊接设备,其特征在于,所述焊接组件包括至少两台电容储能式螺柱焊机,两台所述电容储能式螺柱焊机的焊接电压分别为130v和100v。
7.根据权利要求6所述的储能焊螺柱自动焊接设备,其特征在于,外径为8mm的所述支柱对应连接焊接电压为130v的所述电容储能式螺柱焊机,外径为6mm的所述支柱对应连接焊接电压为100v的所述电容储能式螺柱焊机。
8.根据权利要求6所述的储能焊螺柱自动焊接设备,其特征在于,所述电容储能式螺柱焊机与各所述正电极相连,以能够经由所述正电极为所述电容储能式螺柱焊接进行储能。
9.根据权利要求4所述的储能焊螺柱自动焊接设备,其特征在于,各所述小型气缸适于在竖直方向上独立伸缩,以带动与其对应相连各所述正电极独立移动。
技术总结本技术涉及焊接设备领域,公开了一种储能焊螺柱自动焊接设备,包括:压紧组件,包括压板和气缸杆,压板设置在气缸杆的一端,且气缸杆适于在竖直方向上伸缩,以带动压板同步伸缩以压紧壳体;定位组件,定位组件适于定位壳体于设定位置,以限制壳体在水平方向上移动;焊接组件,焊接组件设置在定位组件底部,焊接组件适于在定位组件定位完成后焊接。本技术通过将焊接支柱依次放入定位组件内,然后将壳体套在定位组件上,然后启动设备的操作按钮,压紧组件的上压板首先压紧工件,然后根据设置好的程序操作焊接组件依次动作完成储能焊接,整体焊接解决了手工焊接螺柱时可能产生的歪斜及焊不牢现象,保证了整体装配精度。技术研发人员:杨叶强,陈继学,关万里,黄小明,李龙,邹付军,曹槊,唐殿容,吴雪松,雷达尊,周帅受保护的技术使用者:天地(常州)自动化股份有限公司技术研发日:20230720技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15011.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表