一种基于视觉伺服的单轴高扭矩拧紧机器人系统的制作方法
- 国知局
- 2024-06-21 09:36:56
本发明属于智能化工程装备领域,涉及用于大扭矩螺栓拧紧用基于视觉伺服的单轴高扭矩拧紧机器人系统。
背景技术:
1、在大型设备的装配过程中,螺栓拧紧装配是不可或缺的装配方式,传统的螺栓拧紧装配使用人工拧紧的方式,这种方式不但非常消耗操作人员体力,且拧紧力量因人而异,对螺栓拧紧的质量难以保证,尤其在对大型的、重要的螺栓进行拧紧操作时,往往需要几个操作人员协力才能够完成。
2、对于大型、高扭矩螺栓进行拧紧操作时,其反转扭矩很高(与拧紧扭矩相同),因此在以往的机器人拧紧的设计上往往使用多轴拧紧的方式,即在机器人工具上设计多个的螺栓旋转装置,在拧紧操作时多个的螺栓旋转装置同时发力拧紧,相互抵消反转扭矩。但这种方式存在较大弊端,一是在设计上必须按照被拧紧工件上螺纹孔的位置进行设计,从而只能对特定的被拧紧工件进行拧紧,设备适应性极低;二是多个螺栓旋转装置的安装必然存在一定间距,当被拧紧工件上的螺纹孔距离很近时,就无法实现同时拧紧;三是机器人负载能力有限,机器人工具设计必然需要小型化和轻型化,因此对单个螺栓旋转装置支承的设计必然相对单薄,当对大型、高扭矩螺栓进行拧紧时因反转扭矩较大,支承有可能不能长期承受巨大的反转扭矩而造成损坏,影响设备的可靠性。
3、螺栓在拧紧前必须先对中,即螺栓中轴线要与螺纹孔中轴线重合,若两条轴线为重合,则可能导致拧紧操作失败,传统的机器人拧紧系统的设计上,使用刚性拧紧的方式,即机器人运动轨迹是固定的,螺栓旋转装置拧紧的位置也是固定的,这就要求被拧紧工件的加工必须精确,且对被拧紧工件的加持也必须准确,才能保证每次拧紧的稳定性。
4、在以往的机器人拧紧系统中,往往只有力矩检测,即螺栓拧紧达到工艺要求的力矩后,就认为拧紧成功了,但在螺纹的加工过程中,有可能出现偏差和错误,螺栓及被拧紧工件的转运过程中,由于磕碰可能导致螺纹变形,一旦出现此类情况,螺栓和螺纹孔的配合就可能遭到破环,拧紧力矩虽然达到了工艺要求,但螺栓可能并没有完全拧入螺纹孔。
技术实现思路
1、本发明的目的在于,提供一种基于视觉伺服的单轴高扭矩拧紧机器人系统,解决了高扭矩螺栓拧紧的问题;使用机器视觉的方法使螺栓和被拧紧工件螺纹孔对中,使用扭矩释放装置抵消反转扭矩,并引入拧紧到位检测装置及最终拧紧力矩检测装置检测和监控拧紧质量。
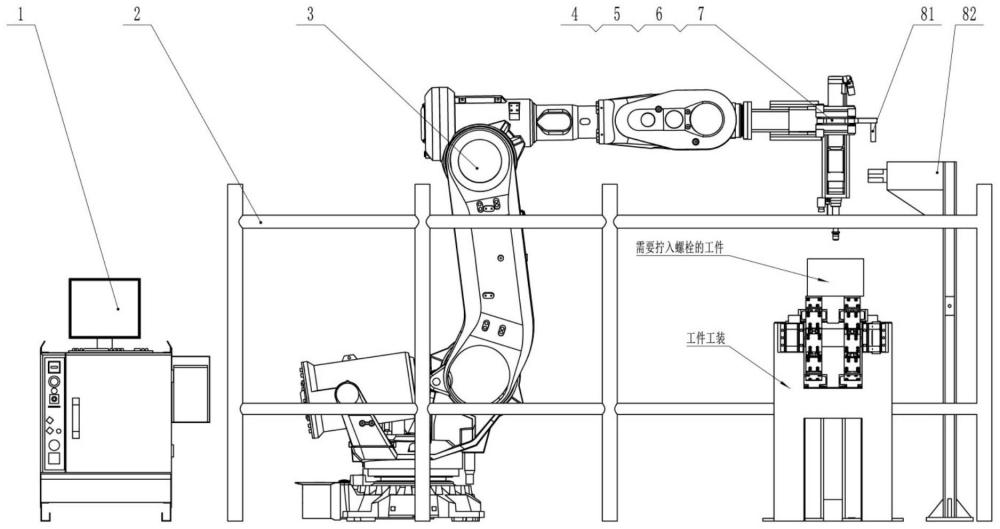
2、本发明包括工业机器人本体3、机器视觉装置5、螺栓旋转装置4、扭矩释放装置8、拧紧到位检测装置6、最终拧紧力矩检测装置7、安全围栏2、控制装置1。
3、控制装置1、安全围栏2、工业机器人本体3、扭矩释放装置泄力架(82)安装于地面上;螺栓旋转装置4安装在工业机器人本体3上;机器视觉装置5、扭矩释放装置泄力杆81、拧紧到位检测装置6及最终拧紧力矩检测装置7安装在螺栓旋转装置4上;
4、螺栓旋转装置4由机器人连接支架41、扭矩驱动器42、螺栓拧紧头43组成;机器人连接支架41通过法兰与工业机器人本体3连接;扭矩驱动器42安装在机器人连接支架41上;
5、机器视觉装置5安装于螺栓旋转装置4末端,
6、拧紧到位检测装置6安装于扭矩驱动器42与螺栓拧紧头43之间;
7、最终拧紧力矩检测装置7安装于螺栓旋转装置4末端;
8、扭矩释放装置8由扭矩释放装置泄力杆81和扭矩释放装置泄力支架82组成;扭矩释放装置泄力杆81安装在螺栓旋转装置4上;
9、安全围栏2围绕在工业机器人本体3和扭矩释放装置泄力支架82的周围。
10、本发明所述的工业机器人本体3驱动螺栓旋转装置4运动,同时安装在螺栓旋转装置4上的机器视觉装置5、扭矩释放装置8的泄力杆、拧紧到位检测装置6、最终拧紧力矩检测装置7随之运动,其运动范围不小于6000×6000×3000(长×宽×高,单位:毫米);
11、所述的螺栓旋转装置4由机器人连接支架41、扭矩驱动器42、螺栓拧紧头43组成;机器人连接支架41通过法兰与工业机器人本体3连接;扭矩驱动器42安装在机器人连接支架41上,使用电动、气动或液压方式驱动螺栓进行拧紧或反松操作,其拧紧力矩范围是500~1200牛·米,当受到≥50牛·米扭矩时,可绕拧紧轴线做≤20°反向旋转,且具有回弹装置,当扭矩消失时自动复位;螺栓拧紧头43可抓取螺栓,且可更换以适应不同种类螺栓类型;
12、所述的机器视觉装置5安装于螺栓旋转装置4末端,其作用为在进行拧紧操作前对被拧紧工件上的螺纹孔进行识别,识别包括螺纹孔三坐标位置及螺纹孔倾斜角度,最终目的为识别找到螺纹孔中心线,并将信息传送至控制装置;
13、所述的拧紧到位检测装置6安装于扭矩驱动器42与螺栓拧紧头43之间,其作用为在拧紧结束后检测螺栓是否被全部拧入螺纹孔,并将信息传送至控制装置;
14、所述的最终拧紧力矩检测装置7安装于螺栓旋转装置4末端,其作用为在拧紧结束后检测螺栓是否达到拧紧力矩工艺要求;
15、所述的扭矩释放装置8由两部分组成,一是安装在螺栓旋转装置4上的扭矩释放装置泄力杆81和安装在地面上的扭矩释放装置泄力支架82;扭矩释放装置泄力杆81安装在扭矩驱动器42端侧,与扭矩驱动器42共同绕拧紧轴线转动;在拧紧过程中,扭矩释放装置泄力杆81插入扭矩释放装置泄力支架82之中,在加载的扭矩<50牛·米时,扭矩释放装置泄力杆81处于插入扭矩释放装置泄力支架82中部,当加载扭矩≥50牛·米时,扭矩释放装置泄力杆81绕拧紧轴线反向转动,直至与扭矩释放装置泄力支架82一侧相触碰,将拧紧而产生的反力矩全部释放到扭矩释放装置泄力支架82,从而起到扭矩释放的作用;
16、所述控制装置1,对机器视觉装置5的信号进行处理,控制工业机器人本体3的三维运动,将拧紧轴线对准螺纹孔中心线,从而实现了柔性对中;控制扭矩驱动器42转动,对拧紧到位检测装置6及最终拧紧力矩检测装置7的信号进行处理,检测螺栓是否被真正拧紧到位,从而达到自主完成螺栓拧紧的全过程。
17、本发明的有益效果在于:
18、本发明可实现高扭矩螺栓智能化柔性拧紧,使用机器视觉的方法使螺栓和被拧紧工件螺纹孔对中,使用扭矩释放装置抵消反转扭矩,并引入拧紧到位检测装置及最终拧紧力矩检测装置检测和监控拧紧质量,大幅度降低人工劳动,提高产品质量和稳定性,显著提高自动化智能化水平。
19、本发明适用于智能化工程装备领域,用于高扭矩螺栓智能化柔性拧紧。
技术特征:1.一种基于视觉伺服的单轴高扭矩拧紧机器人系统,其特征在于:包括工业机器人本体(3)、机器视觉装置(5)、螺栓旋转装置(4)、扭矩释放装置(8)、拧紧到位检测装置(6)、最终拧紧力矩检测装置(7)、安全围栏(2)、控制装置(1);
2.根据权利要求1所述的基于视觉伺服的单轴高扭矩拧紧机器人系统,其特征在于:所述螺栓旋转装置(4)由机器人连接支架(41)、扭矩驱动器(42)、螺栓拧紧头(43)组成;机器人连接支架(41)通过法兰与工业机器人本体(3)连接;扭矩驱动器(42)安装在机器人连接支架(41)上,使用电动、气动或液压方式驱动螺栓进行拧紧或反松操作,其拧紧力矩范围是500~1200牛·米,当受到≥50牛·米扭矩时,可绕拧紧轴线做≤20°反向旋转,且具有回弹装置,当扭矩消失时自动复位;螺栓拧紧头(43)抓取螺栓,且更换以适应不同种类螺栓类型。
3.根据权利要求1所述的基于视觉伺服的单轴高扭矩拧紧机器人系统,其特征在于所述机器视觉装置(5)安装于螺栓旋转装置(4)末端,其作用为在进行拧紧操作前对被拧紧工件上的螺纹孔进行识别,识别包括螺纹孔三坐标位置及螺纹孔倾斜角度,最终目的为识别找到螺纹孔中心线,并将信息传送至控制装置。
4.根据权利要求1所述的基于视觉伺服的单轴高扭矩拧紧机器人系统,其特征在于拧紧到位检测装置(6)安装于扭矩驱动器(42)与螺栓拧紧头(43)之间,其作用为在拧紧结束后检测螺栓是否被全部拧入螺纹孔,并将信息传送至控制装置。
5.根据权利要求1所述的基于视觉伺服的单轴高扭矩拧紧机器人系统,其特征在于:所述的最终拧紧力矩检测装置(7)安装于螺栓旋转装置(4)末端,其作用为在拧紧结束后检测螺栓是否达到拧紧力矩工艺要求。
6.根据权利要求1所述的基于视觉伺服的单轴高扭矩拧紧机器人系统,其特征在于:所述的扭矩释放装置(8)安装在螺栓旋转装置(4)上的扭矩释放装置泄力杆(81)和安装在地面上的扭矩释放装置泄力支架(82);扭矩释放装置泄力杆(81)安装在扭矩驱动器(42)端侧,与扭矩驱动器(42)共同绕拧紧轴线转动;在拧紧过程中,扭矩释放装置泄力杆(81)插入扭矩释放装置泄力支架(82)之中,在加载的扭矩<50牛·米时,扭矩释放装置泄力杆(81)处于插入扭矩释放装置泄力支架(82)中部,当加载扭矩≥50牛·米时,扭矩释放装置泄力杆(81)绕拧紧轴线反向转动,直至与扭矩释放装置泄力支架(82)一侧相触碰,将拧紧而产生的反力矩全部释放到扭矩释放装置泄力支架(82),从而起到扭矩释放的作用。
7.根据权利要求1所述的基于视觉伺服的单轴高扭矩拧紧机器人系统,其特征在于:所述控制装置(1),对机器视觉装置(5)的信号进行处理,控制工业机器人本体(3)的三维运动,将拧紧轴线对准螺纹孔中心线,实现了柔性对中;控制扭矩驱动器(42)转动,对拧紧到位检测装置(6)及最终拧紧力矩检测装置(7)的信号进行处理,检测螺栓是否被真正拧紧到位,从而达到自主完成螺栓拧紧的全过程。
技术总结一种基于视觉伺服的单轴高扭矩拧紧机器人系统,属于智能化工程装备技术领域。包括工业机器人本体(3)、机器视觉装置(5)、螺栓旋转装置(4)、扭矩释放装置(8)、拧紧到位检测装置(6)、最终拧紧力矩检测装置(7)、安全围栏(2)、控制装置(1)。控制装置(1)、安全围栏(2)、工业机器人本体(3)、扭矩释放装置泄力架(82)安装于地面上;螺栓旋转装置(4)安装在工业机器人本体(3)上;机器视觉装置(5)、扭矩释放装置泄力杆(81)、拧紧到位检测装置(6)及最终拧紧力矩检测装置(7)安装在螺栓旋转装置(4)上。优点在于,可实现大扭矩螺栓智能化定位拧紧,且可以检测螺栓是否拧紧到位和最终拧紧力。技术研发人员:白璐,郭晶晶,许鹏,边岩,孙力扬受保护的技术使用者:冶金自动化研究设计院有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15269.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表