用于对钳形工具进行位置调节的装置及方法与流程
- 国知局
- 2024-06-21 09:39:44
本发明涉及一种用于对钳形工具进行位置调节的装置和方法,所述钳形工具尤其是焊钳或用于咬合连接或冲压铆接的夹钳。
背景技术:
1、钳形工具例如在接合过程(例如焊接、咬合连接、铆接等)中或在构件运输中使用。焊接工具用于通过焊接来连接金属部件。例如,在工业设备中、尤其是在用于车辆等的生产线中将金属部件、尤其是板材通过借助于焊接工具的焊接来连接。在此,由焊接工具执行的焊接工艺由焊接控制器来控制或调节。
2、电阻点焊是自动化焊接技术中流传最广泛的焊接工艺之一,主要在汽车生产中、尤其在用于汽车或其他车辆的自动化车身焊装中使用。在电阻(点)焊中,在待焊接的部位上借助作为焊接工具的焊钳的两个焊接电极以预先确定的力在预先确定的时间内对待焊接的构件进行挤压。由此形成了电路,在该电路中以特定的电流变化在构件之间形成焊接熔核。
3、这种焊钳例如设计成伺服电焊钳,以便施加用于将焊钳压在一起的力以形成焊点。如果导入到焊钳中的力过大,则会损坏焊钳。因此,使用力调节器有利于对引入到焊钳中的力如此进行定量,使得在焊钳或焊接工具上不发生损坏。
4、在电阻(点)焊中,焊点的稳定品质非常重要,以便能够满足对所建立的焊接连接部以及因此对所属物品或产品的强度以及因此可靠性的要求。
5、由于对车辆可靠性和轻量化结构的要求不断提高,总是能够看到倾向于针对车辆车身使用新材料/物料和/或新涂层的趋势。在这种情况下,也总是使用不同的构件厚度。由此,用于待建立的焊接连接部的框架条件相应地发生变化。
6、问题在于,对于具有这种新的材料厚度组合的构件能够确定的是焊接性能明显下降。此外,这同时也导致用于焊接的允许时长的减少。由此也减少了用于焊接过程的可能的过程空档。在试图应对实现必要的焊点稳定品质的挑战时,传统电阻焊系统已达到其工艺极限。
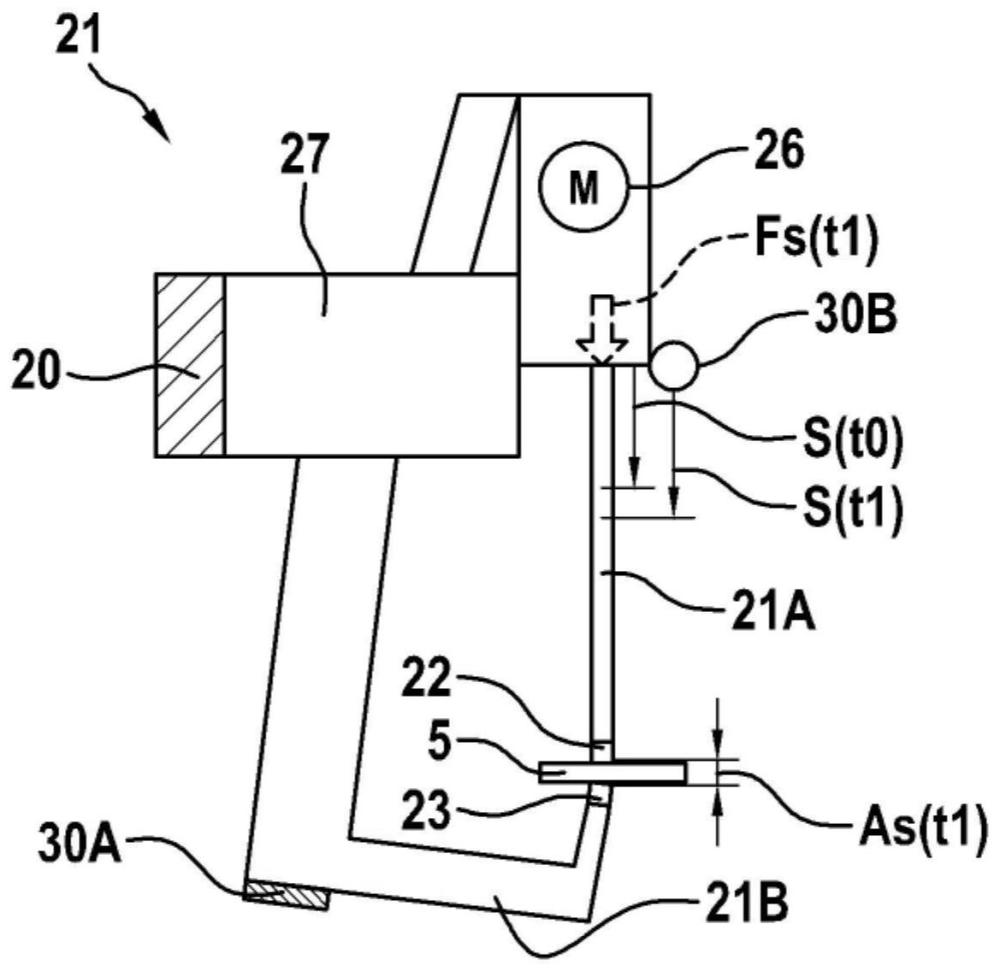
7、因此,申请人考虑以力作为参考变量通过附加的自由度对先前的调节方案进行开发或扩展。为此,例如可以设想借助于位移信号对焊接过程进行有针对性的监测和调节。位移信号反映了焊接电极为建立焊接连接部(尤其是焊点)而经过的位移。位移信号包含焊接电极针对该位移所通过的位置。
8、对于稳定的生产过程和恒定的焊接品质而言,首先起决定作用的是参考变量的信号品质。然而,除了电气和机械影响参量之外,位移信号还受到用于检测位移信号的传感器的位置或布置以及用于检测位移信号的构造的影响。
9、问题在于,对于焊接过程而言,位移信号的最佳检测只在两个焊接电极之间实现。实践中,这种方案并不实用,因为否则位移信号的检测会阻止焊接连接部的建立。这相应也适用于前面提及的其他接合方式的接合。与之相对地,传感器的任何其他位置提供的位移信号在用于焊接过程时无法提供焊接连接部所需的恒定品质。
10、为了解决这个问题,传感装置例如能够安装在焊钳的可动钳臂上。然而缺点在于,位移信号在这种情况下取决于焊钳机械配置以及位移测量的位置。因此,首先要耗费地检测每个单独的焊钳机械配置,以获得位移信号,以此能够确保稳定的生产过程和恒定的焊接品质。这对于焊接工具而言特别不利,其中必须相应地在预先确定的次数的焊接过程之后清洁焊接电极,由此焊钳机械配置发生变化。
技术实现思路
1、因此,本发明的任务在于提供一种能够用来解决上述问题的用于对钳形工具进行位置调节的装置和方法。尤其要提供一种用于对钳形工具进行位置调节的装置和方法,其中即使在工具弯曲的情况下仍能够可靠地对借助该工具进行的工作过程(例如是接合过程、尤其是焊接过程)进行调节,从而能够实现例如接合连接部、尤其是焊接连接部的工作结果的一如既往较高的品质。
2、该任务通过根据权利要求1的用于对钳形工具进行位置调节的装置来解决。该装置具有:确定模块,该确定模块用于确定标准化位移信号,其中对钳形工具的弯曲进行补偿,该弯曲在借助钳形工具进行的工作过程中通过机械力(fs(t))在工具上的作用产生;以及力调节模块,该力调节模块用于调节力的变化曲线,钳形工具在工作过程中将所述力施加到至少一个构件上,其中,所述力调节模块设计用于在工作过程中,在使用标准化位移信号的情况下,调节力的变化曲线。
3、前面描述的装置为焊接工具提供了下述可能性:通过借助于位移信号对焊接过程进行有针对性地监测和调节来确保建立的焊接连接部的较高且恒定的品质。这尤其也适用于具有材料厚度组合的构件,该构件迄今为止只能以不太理想的结果通过焊接来连接。
4、为此,前面描述的装置非常有利地设计用于,在检测到的位移信号方面对钳机械特性和电极力进行补偿。
5、由此,一方面,能够在使用调整后的位移信号的情况下更早地监测和调节每个接合过程、尤其是焊接过程或另外的接合过程。可能出现的、与生产相关的干扰参量能够在调整后的位移信号中得到更好的隔离和探测。另一方面,能够在实验室条件下生成参考曲线,并且然后将其借用到生产中和其他焊钳配置上。
6、因此,前面描述的装置能够确保在焊接或作为接合过程的焊接过程期间针对焊钳类型以及在电极力变化曲线可再现的情况下进行位移监测/调节。然而,该位移监控/调节能够替代地用于其他的(焊)钳类型,其中,能够实现相同的接合品质、尤其是焊接品质。在此,能够改变焊钳类型和/或力设定,而不会导致位移差异并因此导致焊点品质变差。
7、因此,前面描述的装置能够实现将一次求取的参考位移变化曲线非常容易地借用到至少一种其他焊钳配置上。这也适用于下述情况:力的变化的调节特性导致焊接电极的不同的位移变化曲线,这是由于钳臂根据瞬时的力值发生弯曲造成的。
8、因此,前面描述的装置在焊接过程中对参考变量“电极位移”取决于钳机械特性和力调节特性的事实进行补偿。为此,焊接控制器考虑并补偿位移信号中的钳机械特性以及力特性,以实现有效的且跨系统的参考变量。
9、因此,接合过程、尤其是焊接过程不仅能够以可随时间变化的期望力来执行,而且还能够以可随时间变化的期望位置来执行,其能够个性化地由操作员进行预先设定或参数化。在这种情况下,不仅能够对力调节模块、而且还能够对位移调节模块实现自动参数化。附加地,还能够调节干扰参量(例如焊接飞溅物或焊点的与热相关的膨胀)。
10、作为结果,也不会导致钳形工具上的损坏。
11、作为其结果,要中断的接合过程、尤其是焊接过程更少,从而能够最小化工业设备中的焊接设备的故障。此外,既减少了由工业设备产生的废料,又增加了工业设备的产量。此外,利用该装置显著改善了工具的使用寿命。还实现了不那么频繁地需要用于消除接合设备的故障的成本密集的维护投入。
12、该装置的其他有利的设计方案在从属权利要求中说明。
13、标准化位移信号能够包括钳形工具的元件在钳形工具的工作过程中必须经过的位移的位置。
14、该工作过程可能是:在没有构件的情况下的力缩放;或在没有构件的情况下的短路焊接;或钳形工具的焊接电极帽的清洁、尤其是铣削。
15、在一种设计方案中,工作过程是用于借助钳形工具建立接合连接部的接合过程,其中,所述接合过程是用于借助钳形工具建立焊接连接部的焊接过程,或者是铆接过程或者是咬合连接过程。在这里,力调节模块能够设计用于,在建立接合连接部时,在使用标准化位移信号的情况下,调节力的变化曲线。
16、在一种特殊设计方案中,确定模块设计用于由实时检测的力的变化曲线和钳形工具的元件在执行接合过程之前和/或之时经过的、实时检测的位移来确定标准化位移信号sn(t)。
17、在另一种特殊设计方案中,确定模块设计用于由实时检测的力的变化曲线和钳形工具的元件为了执行工作过程经过的、实时检测的位移来确定标准化位移信号sn(t)。
18、在一种实施例中,标准化位移信号包括钳形工具的元件在待建立接合连接部的接合过程中或在其中钳形工具被清洁或投入运行的维护过程中必须经过的位移的位置。
19、可以设想,确定模块设计用于计算钳形工具的钳机械特性,其中,确定模块设计用于使用该钳机械特性,以用于由实时检测的力的变化曲线和针对位移实时检测的位移信号来确定标准化位移信号。
20、另外还可行的是,确定模块设计用于使用第一钳形工具的钳机械特性来确定第二钳形工具的标准化位移信号,其中,第二钳形工具的钳机械特性不同于第一钳形工具的钳机械特性。
21、另外,该装置能够设计用于评估接合部位的刚度模型,其中,该装置设计用于,在对接合部位的刚度模型的评估表明存在至少一个干扰参量和/或预先确定的钳磨损时,中断当前执行的工作过程。
22、可选地,该装置设计用于,在对接合部位的刚度模型的评估表明存在至少一个干扰参量和/或预先确定的钳磨损时,输出报告。
23、前面描述的焊接控制器能够是焊接设备的一部分,该焊接设备还具有:焊接工具,该焊接工具是具有两个电极的焊钳,其用于在至少一个构件上建立焊接连接部;具有驱动装置,其用于驱动焊接工具以产生力,该力将两个电极在建立焊接连接部时施加到至少一个构件上;并且具有至少一个力传感器,该力传感器安装到焊接工具的固定臂和/或焊接工具的可动臂上,其中,可动臂能够相对于固定臂运动。
24、此外,该任务还通过根据权利要求10的用于对钳形工具进行位置调节的方法来解决。该方法具有以下步骤:借助确定模块确定标准化位移信号,在该标准化位移信号中对钳形工具的弯曲进行补偿,该弯曲在借助钳形工具进行的工作过程中通过机械力在工具上的作用产生;以及借助力调节模块对钳形工具在工作过程中施加到至少一个构件上的力的变化曲线进行调节,其中,该力调节模块设计用于在工作过程中,在使用标准化位移信号的情况下,调节的力的变化曲线。
25、该方法实现了与前面关于该装置所提及的相同的优点。
26、确定步骤和调节步骤能够在执行工作过程中至少暂时地执行。
27、本发明的其他可行的实施方式还包括在上文或下文中关于实施例所描述的特征或实施方式的未明确提及的组合。在此,本领域技术人员还能够将单个方面作为改进方案或补充方案添加到本发明的相应基本形式中。
本文地址:https://www.jishuxx.com/zhuanli/20240618/15545.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表