自动拉铆装置和自动装配工作站的制作方法
- 国知局
- 2024-06-21 09:44:54
本发明涉及一种数控机加技术,特别涉及一种自动拉铆装置和自动装配工作站。
背景技术:
1、在例如新能源汽车防撞梁的装配工作中,基本上是人工手动操作,在手持拉铆枪进行螺母拉铆时,手动效率低下,且难以保证产品一致性,存在漏装配或是装配不合格的产品流出的风险。
2、更具体地,防撞梁是用来减轻车辆受到碰撞时吸收碰撞能量的一种装置,新能源汽车防撞梁基本为铝制品,防撞梁是由铝型材、铝铸件、吸能盒、连接汽车的安装板等组成。生产中,需要通过螺栓、螺母等将铝铸件及铝型材连接成一个整体,完成防撞梁整体装配工作。
技术实现思路
1、为解决上述问题,本发明的目的在于提供一种自动拉铆装置,其能够应用于例如防撞梁的自动拉铆,尤其是适应于自动装配工作站。
2、根据本发明的一方面,提供一种自动拉铆装置,包括:升降机构、自动上钉管路、自动上钉机构、自动拉铆机构、自动校正机构和工业相机视觉识别系统,其中,升降机构用于驱动自动校正机构、自动拉铆机构上升或下降,包括:拉铆安装基板,安装于拉铆安装基板的直线导轨、直线导轨滑块、主推气缸座,与主推气缸座相连接的拉铆主推气缸;自动上钉管路包括:用于吸取拉铆钉的负压吸管,和用于传送拉铆钉的铆钉导管;自动上钉机构包括:初始状态下位于铆钉导管下方的接钉底座,固定在拉铆安装基板上的底座连接板,安装在底座连接板上的上钉气缸,与底座连接板连接的上钉框体,与上钉气缸的杆端连接的缓冲结构体,以及通过气缸连接板安装在缓冲结构体上的夹爪气缸,其中,夹爪气缸的夹爪与接钉底座相连接,缓冲结构体外侧安装有直线状导轨,与上钉框体内的直线滑块相配合;自动拉铆机构包括:气动马达,由气动马达通气而驱动旋转以进入拉铆钉内的丝头,用于注入液压的液压导管,与液压导管连接以经由液压驱动进行拉铆的铆头;自动校正机构包括:与直线导轨滑块相连接的导轨滑块安装板,与拉铆主推气缸的缸杆连接的缸杆连接块,设置在导轨滑块安装板两侧的左顶紧气缸安装板、右顶紧气缸安装板,分别固定在左顶紧气缸安装板、右顶紧气缸安装板上用于顶紧和放松铆钉导管的左顶紧气缸、右顶紧气缸;工业相机视觉识别系统包括:用于识别防撞梁拉铆孔位置的工业相机。
3、根据本发明的另一方面,提供一种自动装配工作站,包括上述的自动拉铆装置,用于向自动拉铆装置自动排列送料的振动盘,上料台、机器人、安装携带于机器人的抓手、硬度检测仪、成品下料皮带、废品下料皮带。
4、根据本发明的自动拉铆装置,能够准确对准防撞梁上的拉铆孔,实现拉铆动作。
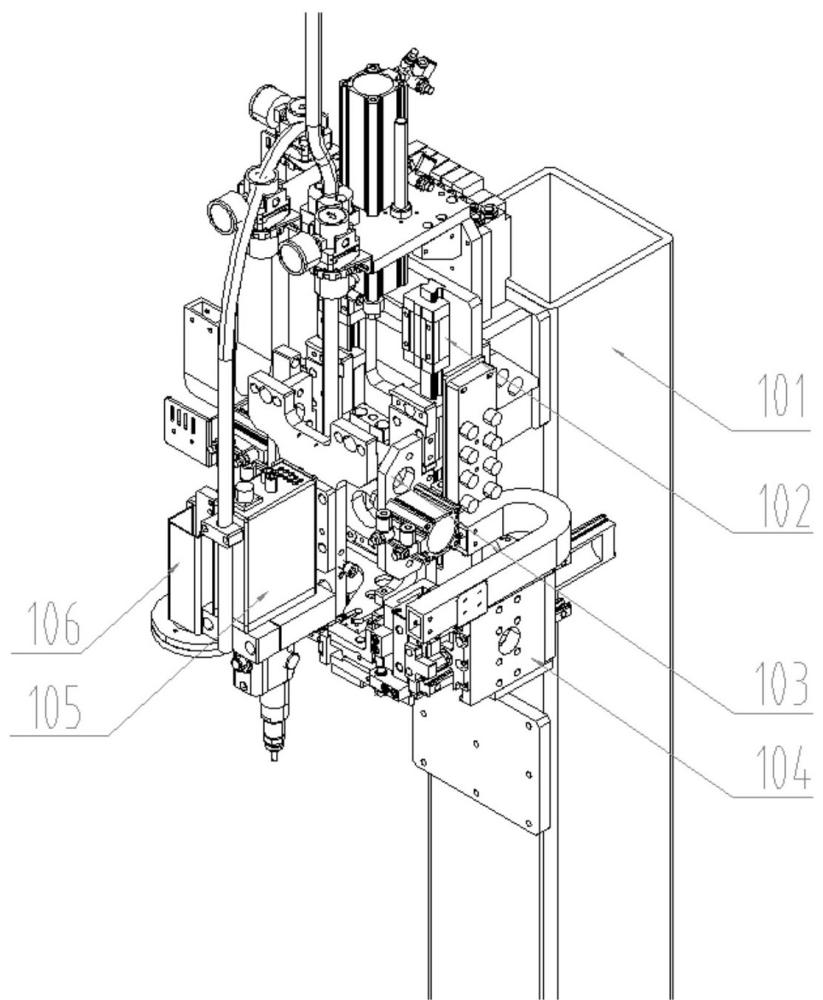
技术特征:1.一种自动拉铆装置,其特征在于,包括:升降机构(102)、自动上钉管路、自动上钉机构(104)、自动拉铆机构(105)、自动校正机构(103)和工业相机视觉识别系统(106),
2.根据权利要求1所述的自动拉铆装置,其特征在于,还包括:立柱(101),其中,拉铆安装基板(511)通过立柱连接板(514)固定在立柱(101)上。
3.根据权利要求1所述的自动拉铆装置,其特征在于,铆钉导管(520)通过导管安装支架(519)固定在拉铆安装基板(511)上。
4.根据权利要求1所述的自动拉铆装置,其特征在于,上钉气缸(523)的杆端通过t形连接板与缓冲结构体(525)相连接。
5.根据权利要求1所述的自动拉铆装置,其特征在于,缓冲结构体(525)外侧安装有两根直线状导轨(527),与上钉框体(524)内装两个直线滑块(526)相配合。
6.根据权利要求1所述的自动拉铆装置,其特征在于,夹爪气缸(529)的夹爪与接钉底座(521)用销相连。
7.根据权利要求1所述的自动拉铆装置,其特征在于,气动马达(532)安装在气动马达安装板(531)上,气动马达安装板(531)与自动校正铺装盖板(541)相连,气动马达(532)通过内部轴杆与丝头(535)连接,其中,自动校正铺装盖板(541)通过铺装盖板连接板(548)与导轨滑块安装板(546)相连接而形成给铆钉导管(520)、导管安装支架(519)提供安装空间的中空框架结构。
8.根据权利要求1所述的自动拉铆装置,其特征在于,工业相机视觉识别系统还包括:与拉铆安装基板(511)相连的工业相机安装板(553),固定在工业相机安装板(553)上的工业相机光源(552),工业相机(551)通过螺栓连接固定在工业相机安装板(553)上。
9.一种自动装配工作站,其特征在于,包括权利要求1至8中任一项所述的自动拉铆装置,用于向自动拉铆装置自动排列送料的振动盘,上料台(1)、机器人(2)、安装携带于机器人(2)的抓手(3)、硬度检测仪(6)、成品下料皮带(7)、废品下料皮带(8)。
10.根据权利要求9所述的自动装配工作站,其特征在于,用于防撞梁的自动装配工作,相应于防撞梁设置有两套自动拉铆装置(5),对自动拉铆装置(5)设置有用于连接液压导管(533)以注入液压的外部气液增压缸。
技术总结一种自动拉铆装置和自动装配工作站,该装置包括:升降机构、自动上钉管路、自动上钉机构、自动拉铆机构、自动校正机构和工业相机视觉识别系统,其中,升降机构用于驱动自动校正机构、自动拉铆机构升降,包括:拉铆安装基板,直线导轨、直线导轨滑块、主推气缸座,与主推气缸座相连接的拉铆主推气缸;自动校正机构包括:与直线导轨滑块相连接的导轨滑块安装板,与拉铆主推气缸的缸杆连接的缸杆连接块,用于顶紧和放松铆钉导管的左、右顶紧气缸。自动装配工作站包括用于向自动拉铆装置自动排列送料的振动盘,上料台、机器人、安装携带于机器人的抓手、硬度检测仪、成品下料皮带、废品下料皮带。由此,能够准确对准防撞梁上的拉铆孔,实现拉铆动作。技术研发人员:刘涛涛受保护的技术使用者:中信戴卡股份有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/16072.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表