一种基于激光选区熔化的喷嘴壳体支撑优化方法与流程
- 国知局
- 2024-06-20 14:27:43
本发明属于金属增材制造,特别是涉及一种基于激光选区熔化的喷嘴壳体支撑优化方法。
背景技术:
1、在航空发动机中,喷嘴壳体位于燃烧室中的火焰筒头部,并与旋流器、主喷口、副喷口、隔热罩等零件一起组成了航空发动机的燃油喷嘴,燃油喷嘴对航空发动机的性能起到关键性作用。
2、喷嘴壳体作为航空发动机的重要部件,如图1、2所示,包括喷嘴头、杆部和法兰安装板,在杆部内侧平行分布有主油路和副油路,喷嘴头内部设置有喷嘴口,主油路和副油路与喷嘴口汇合连通,在杆部最外侧包覆有隔热罩,防止零件内部积碳。因此,喷嘴壳体的外形及内部结构较为复杂。
3、以往,喷嘴壳体的制造普遍采用铸造/模锻+机加+焊接的复合工艺,因此存在流程复杂、加工难度大、加工周期长、材料利用率低、制造成本高等问题,此外由于零件的焊缝数量较多,很容易发生焊接变形,而且多焊缝的存在,还会增加喷嘴壳体在服役过程中的失效来源,降低喷嘴壳体的力学性能。
4、为此,金属增材制造技术中的激光选区熔化成形技术被引入喷嘴壳体的制造中,与传统的铸造/模锻+机加+焊接的复合工艺相比,可以实现喷嘴壳体的快速近净成形,同时一体化制造也可以保证喷嘴壳体的优异力学性能。
5、但是,为了保证喷嘴壳体内部流动表面具有最优的表面粗糙度,只能选择竖直成形零件,这就造成喷嘴壳体的喷嘴头与法兰安装板之间、法兰安装板与打印设备的零件成形基板之间存在大量的悬空结构,因此必须在打印零件的过程中同时增加大量的支撑。
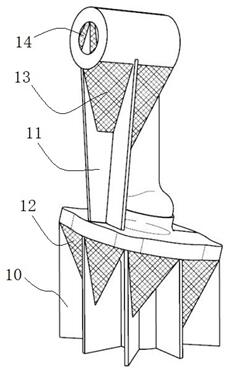
6、如图3所示,喷嘴头与法兰安装板之间采用竖直网格支撑,法兰安装板与打印设备的零件成形基板之间采用竖直柱体支撑,支撑的数量非常多,导致零件成形时间更长,并且在零件打印完成后,由人工将支撑全部去除所花费的时间也更长,最终导致喷嘴壳体的制造成本升高。
技术实现思路
1、针对现有技术存在的问题,本发明提供一种基于激光选区熔化的喷嘴壳体支撑优化方法,在保证零件制造精度不降低的情况下,大幅度降低了支撑的数量,有效缩短了零件成形时长,在零件打印完成后,支撑去除更容易也更高效,有效降低了喷嘴壳体的制造成本。
2、为了实现上述目的,本发明采用如下技术方案:一种基于激光选区熔化的喷嘴壳体支撑优化方法,具体为:在喷嘴壳体的法兰安装板与打印设备的零件成形基板之间设置竖直筋板支撑,竖直筋板支撑沿杆部圆周方向均匀分布,同时在法兰安装板与竖直筋板支撑之间设置第一斜网格支撑;在喷嘴壳体的喷嘴头与法兰安装板之间设置十字交叉筋板支撑,同时在喷嘴头与十字交叉筋板支撑之间设置第二斜网格支撑。
3、所有的竖直筋板支撑整体呈辐射状分布,相邻两个竖直筋板支撑之间的夹角为45°,每个竖直筋板支撑的板体厚度为2mm~2.5mm。
4、竖直筋板支撑与喷嘴壳体的法兰安装板及杆部的接触面为锯齿形接触面,锯齿尖端融入法兰安装板及杆部的深度为0.1mm。
5、第一斜网格支撑与竖直筋板支撑和喷嘴壳体的法兰安装板的接触面为锯齿形接触面,锯齿尖端融入竖直筋板支撑和法兰安装板的深度为0.1mm,第一斜网格支撑的侧向表面为镂空结构。
6、十字交叉筋板支撑的板体厚度为2mm~2.5mm。
7、十字交叉筋板支撑与喷嘴壳体的喷嘴头和法兰安装板的接触面为锯齿形接触面,锯齿尖端融入喷嘴头和法兰安装板的深度为0.1mm。
8、第二斜网格支撑与十字交叉筋板支撑和喷嘴壳体的喷嘴头的接触面为锯齿形接触面,锯齿尖端融入十字交叉筋板支撑和喷嘴头的深度为0.1mm,第二斜网格支撑的侧向表面为镂空结构。
9、在喷嘴头成形过程中,在喷嘴口内设置第三斜网格支撑,第三斜网格支撑在喷嘴口内的分布区域需要避开主油路和副油路的流道出口,通过第三斜网格支撑对喷嘴头的上半圆柱体进行支撑;第三斜网格支撑与喷嘴头的接触面为锯齿形接触面,锯齿尖端融入喷嘴头的深度为0.1mm,第三斜网格支撑的侧向表面为镂空结构。
10、在喷嘴壳体成形过程中,扫描路径为先扫内核,再扫外轮廓;在竖直筋板支撑和十字交叉筋板支撑成形过程中,扫描路径为仅扫内核且隔层扫描;在第一斜网格支撑、第二斜网格支撑及第三斜网格支撑成形过程中,仅为单道隔层扫描。
11、在喷嘴壳体成形过程中,在喷嘴壳体的杆部和隔热罩的收口段处降低成形层厚和激光功率。
12、本发明的有益效果:
13、本发明的基于激光选区熔化的喷嘴壳体支撑优化方法,在保证零件制造精度不降低的情况下,大幅度降低了支撑的数量,有效缩短了零件成形时长,在零件打印完成后,支撑去除更容易也更高效,有效降低了喷嘴壳体的制造成本。
技术特征:1.一种基于激光选区熔化的喷嘴壳体支撑优化方法,其特征在于:在喷嘴壳体的法兰安装板与打印设备的零件成形基板之间设置竖直筋板支撑,竖直筋板支撑沿杆部圆周方向均匀分布,同时在法兰安装板与竖直筋板支撑之间设置第一斜网格支撑;在喷嘴壳体的喷嘴头与法兰安装板之间设置十字交叉筋板支撑,同时在喷嘴头与十字交叉筋板支撑之间设置第二斜网格支撑。
2.根据权利要求1所述的一种基于激光选区熔化的喷嘴壳体支撑优化方法,其特征在于:所有的竖直筋板支撑整体呈辐射状分布,相邻两个竖直筋板支撑之间的夹角为45°,每个竖直筋板支撑的板体厚度为2mm~2.5mm。
3.根据权利要求1所述的一种基于激光选区熔化的喷嘴壳体支撑优化方法,其特征在于:竖直筋板支撑与喷嘴壳体的法兰安装板及杆部的接触面为锯齿形接触面,锯齿尖端融入法兰安装板及杆部的深度为0.1mm。
4.根据权利要求1所述的一种基于激光选区熔化的喷嘴壳体支撑优化方法,其特征在于:第一斜网格支撑与竖直筋板支撑和喷嘴壳体的法兰安装板的接触面为锯齿形接触面,锯齿尖端融入竖直筋板支撑和法兰安装板的深度为0.1mm,第一斜网格支撑的侧向表面为镂空结构。
5.根据权利要求1所述的一种基于激光选区熔化的喷嘴壳体支撑优化方法,其特征在于:十字交叉筋板支撑的板体厚度为2mm~2.5mm。
6.根据权利要求1所述的一种基于激光选区熔化的喷嘴壳体支撑优化方法,其特征在于:十字交叉筋板支撑与喷嘴壳体的喷嘴头和法兰安装板的接触面为锯齿形接触面,锯齿尖端融入喷嘴头和法兰安装板的深度为0.1mm。
7.根据权利要求1所述的一种基于激光选区熔化的喷嘴壳体支撑优化方法,其特征在于:第二斜网格支撑与十字交叉筋板支撑和喷嘴壳体的喷嘴头的接触面为锯齿形接触面,锯齿尖端融入十字交叉筋板支撑和喷嘴头的深度为0.1mm,第二斜网格支撑的侧向表面为镂空结构。
8.根据权利要求1所述的一种基于激光选区熔化的喷嘴壳体支撑优化方法,其特征在于:在喷嘴头成形过程中,在喷嘴口内设置第三斜网格支撑,第三斜网格支撑在喷嘴口内的分布区域需要避开主油路和副油路的流道出口,通过第三斜网格支撑对喷嘴头的上半圆柱体进行支撑;第三斜网格支撑与喷嘴头的接触面为锯齿形接触面,锯齿尖端融入喷嘴头的深度为0.1mm,第三斜网格支撑的侧向表面为镂空结构。
9.根据权利要求8所述的一种基于激光选区熔化的喷嘴壳体支撑优化方法,其特征在于:在喷嘴壳体成形过程中,扫描路径为先扫内核,再扫外轮廓;在竖直筋板支撑和十字交叉筋板支撑成形过程中,扫描路径为仅扫内核且隔层扫描;在第一斜网格支撑、第二斜网格支撑及第三斜网格支撑成形过程中,仅为单道隔层扫描。
10.根据权利要求9所述的一种基于激光选区熔化的喷嘴壳体支撑优化方法,其特征在于:在喷嘴壳体成形过程中,在喷嘴壳体的杆部和隔热罩的收口段处降低成形层厚和激光功率。
技术总结一种基于激光选区熔化的喷嘴壳体支撑优化方法,属于金属增材制造技术领域,具体为:在喷嘴壳体的法兰安装板与打印设备的零件成形基板之间设置竖直筋板支撑,竖直筋板支撑沿杆部圆周方向均匀分布,同时在法兰安装板与竖直筋板支撑之间设置第一斜网格支撑;在喷嘴壳体的喷嘴头与法兰安装板之间设置十字交叉筋板支撑,同时在喷嘴头与十字交叉筋板支撑之间设置第二斜网格支撑;喷嘴口内设置有第三斜网格支撑,第三斜网格支撑在喷嘴口内的分布区域避开主油路和副油路的流道出口。本方案在保证零件制造精度不降低的情况下,大幅度降低了支撑数量,缩短了零件成形时长,零件打印完成后支撑去除更容易也更高效,有效降低喷嘴壳体的制造成本。技术研发人员:王健,薛丽媛,柴东升,马慧君,周冠男受保护的技术使用者:中国航发沈阳黎明航空发动机有限责任公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/10332.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。