一种低压浇注模具的制作方法
- 国知局
- 2024-06-20 14:27:45
本申请涉及模具设备,具体涉及一种低压浇注模具。
背景技术:
1、低压铸造技术是一种近无余量、精确成形的特种铸造工艺,通过在金属液面上施加较小的压力,能够使金属液克服重力进入型腔,这样可以使液体充型平稳,无紊流,型腔充满后,迅速加大压力,使铸件在压力下结晶凝固,从而获得组织致密的铸件。该技术容易铸造出大型薄壁复杂的铸件,无需冒口,金属收得率达95%,无污染,易实现自动化。随着新能源汽车的发展,车重逐渐增加,因此汽车轻量化作为现在的主要发展趋势,通过利用低压铸造生产的铝合金铸件并应用于汽车上,例如发动机缸盖、轮毂等,能够较为容易的实现轻量化目标。
2、但是,现有的低压浇注模具存在以下缺陷:由于低压浇注模具需要设置较多的抽进气结构,又因为模具开模时需要设置较多的顶出结构将铸件顶出,这些结构都可能影响铸件表面的成型效果,例如平整度等,降低铸件的良率。
技术实现思路
1、本申请的一个目的在于提供一种结构紧凑,成型效果好的低压浇注模具。
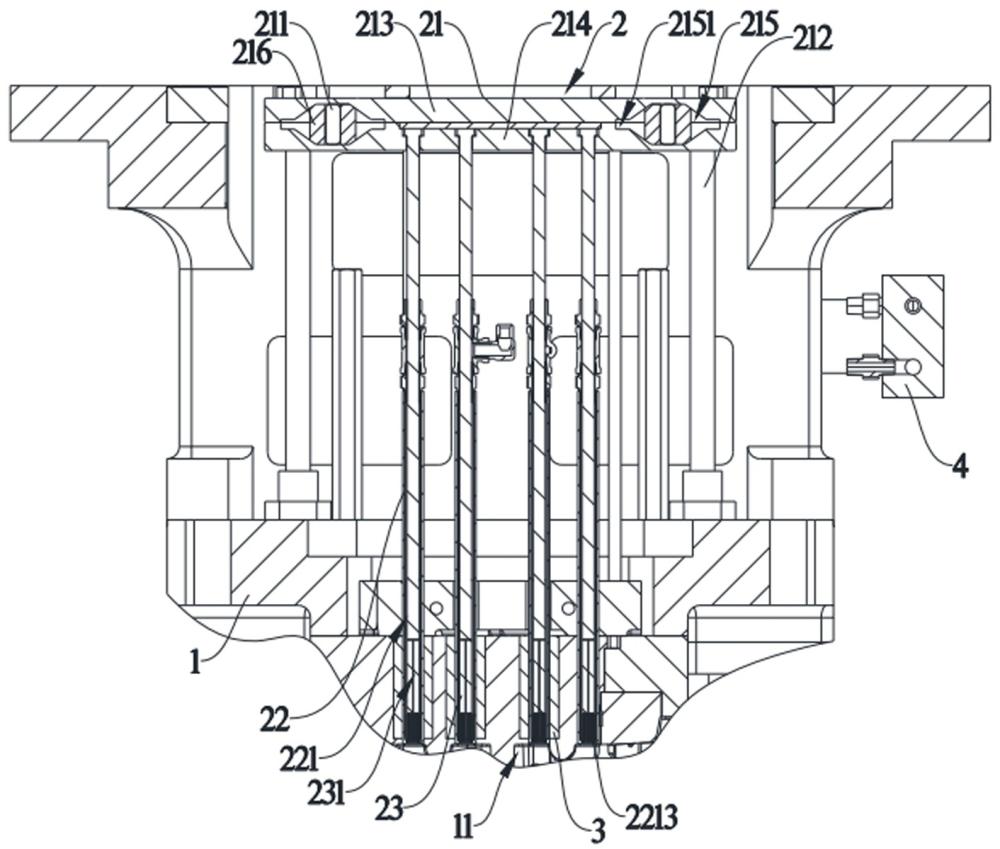
2、为达到以上目的,本申请采用的技术方案为:一种低压浇注模具,包括模具主体和通气顶出装置,所述通气顶出装置设置于所述模具主体上,所述模具主体内设置有型腔,所述通气顶出装置包括顶出机构、固定套管和顶杆,所述顶出机构位于所述模具主体外部,所述固定套管一端连通所述型腔,所述固定套管另一端朝向所述顶出机构,所述顶杆一端与所述顶出机构连接,所述顶杆另一端伸至所述固定套管内,所述顶杆和所述固定套管之间形成有第一气道,所述顶杆内开设有第二气道,所述第一气道和所述第二气道连通,所述第二气道和所述型腔连通,所述顶出机构包括气顶体,所述气顶体和所述第一气道连通,所述气顶体适于接收所述第一气道内的至少部分气体,或向所述第一气道内释放至少部分气体,并发生体积变化,使得所述顶杆适于沿所述固定套管活动,以阻断或开放所述第一气道和所述型腔之间的连接。
3、在一些实施例中,所述第一气道包括顶出通道和外气道,所述顶出通道沿所述固定套管轴向贯通,所述外气道沿所述固定套管轴向开设,所述顶出通道和所述外气道在所述固定套管内的至少部分发生连通,所述顶杆适于沿所述顶出通道穿过所述固定套管并进入所述型腔,所述顶杆的顶部伸出所述固定套管之前,所述第二气道适于连通所述外气道。
4、在一些实施例中,所述外气道内沿所述固定套管轴向设置有多个散热部,所述散热部沿所述顶出通道周向环绕,所述散热部的外侧适于接触所述固定套管,所述散热部的内侧适于将所述顶杆限制在所述顶出通道内。
5、在一些实施例中,所述散热部靠近所述顶出通道一侧的宽度小于所述散热部靠近所述固定套管一侧的宽度。
6、在一些实施例中,所述散热部和所述固定套管一体成型;所述固定套管的顶部适于内嵌连接旋转接头,所述散热部适于限制所述旋转接头进入所述固定套管的深度;所述固定套管四周设置有高导热套筒,所述高导热套筒适于向所述固定套管传导所述模具主体的热量。
7、在一些实施例中,所述顶出机构包括引导杆、第一顶板和第二顶板,所述第一顶板和所述第二顶板适于沿所述引导杆滑动,所述气顶体连接于所述第一顶板和所述第二顶板之间,所述第二顶板与所述顶杆连接,所述气顶体发生体积变化时,所述第一顶板和所述第二顶板适于相互靠近或远离。
8、在一些实施例中,所述第一顶板和所述第二顶板之间配合开设有限位腔,所述气顶体设置于所述限位腔内,所述限位腔在平行于所述第一顶板平面内,设置有环绕所述气顶体连接的限位块,所述限位腔在所述限位块远离所述气顶体一侧设置有收缩腔,所述气顶体发生体积变化时,所述限位块适于远离所述收缩腔,以使得所述第一顶板相互靠近,或所述限位块适于进入所述收缩腔,以使得所述第一顶板相互远离。
9、在一些实施例中,所述第二气道包括第一分支气道和第二分支气道,所述第一分支气道沿所述顶杆的轴向开设,所述第二分支气道沿所述顶杆的径向开设。
10、在一些实施例中,经过所述第一气道的单位时间内的气体流量大于经过所述第二气道的单位时间内的气体流量。
11、在一些实施例中,所述气顶体和所述第一气道之间设置有气体调节装置,所述气体调节装置适于调节所述第一气道和所述气顶体之间的气体流通量,所述气体调节装置连接气泵,所述气体调节装置适于调节所述气泵和所述气顶体之间的气体流通量,所述气体调节装置适于调节所述气泵和所述第一气道之间的气体流通量。
12、与现有技术相比,本申请的有益效果在于:
13、1、本申请的低压浇注模具通过将抽进气结构和顶出结构进行相互结合,形成通气顶出装置,通过该装置能够同时实现浇注过程中的抽进气功能以及铸件的顶出脱模功能,有效减少零部件数量,降低成本,提升模具的紧凑度,相较于传统抽进气结构和顶出结构相互独立的形式,通气顶出装置能够减少与型腔之间的接触连接点位,从而提升铸件的成型效果。
14、2、本申请的低压浇注模具将顶杆的状态与抽气功能相关联,顶杆能够随着模具的抽气动作发生状态改变,并利用顶杆的状态改变反向控制模具的抽气阶段,使模具获得不同的抽气效率,让型腔在注液阶段能够进行更快速的排气,提升铸件的成型质量和稳定性。
15、3、本申请的低压浇注模将进气功能与顶杆的状态相关联,顶杆在进行顶出动作时,通过进气能够降低顶杆与铸件之间在浇注过程中抽气所形成的负压,提升顶杆开模顶出时的顺畅性。
16、4、本申请的低压浇注模具能够利用通气顶出装置的部分结构进行引导散热,从而降低型腔上部的模具的温度,使位于型腔上部的浇注液能够先于位于型腔下部的浇注液进行冷却,符合低压铸造技术的要求。
技术特征:1.一种低压浇注模具,其特征在于:包括模具主体和通气顶出装置,所述通气顶出装置设置于所述模具主体上,所述模具主体内设置有型腔,所述通气顶出装置包括顶出机构、固定套管和顶杆,所述顶出机构位于所述模具主体外部,所述固定套管一端连通所述型腔,所述固定套管另一端朝向所述顶出机构,所述顶杆一端与所述顶出机构连接,所述顶杆另一端伸至所述固定套管内,所述顶杆和所述固定套管之间形成有第一气道,所述顶杆内开设有第二气道,所述第一气道和所述第二气道连通,所述第二气道和所述型腔连通,所述顶出机构包括气顶体,所述气顶体和所述第一气道连通,所述气顶体适于接收所述第一气道内的至少部分气体,或向所述第一气道内释放至少部分气体,并发生体积变化,使得所述顶杆适于沿所述固定套管活动,以阻断或开放所述第一气道和所述型腔之间的连接。
2.如权利要求1所述的一种低压浇注模具,其特征在于:所述第一气道包括顶出通道和外气道,所述顶出通道沿所述固定套管轴向贯通,所述外气道沿所述固定套管轴向开设,所述顶出通道和所述外气道在所述固定套管内的至少部分发生连通,所述顶杆适于沿所述顶出通道穿过所述固定套管并进入所述型腔,所述顶杆的顶部伸出所述固定套管之前,所述第二气道适于连通所述外气道。
3.如权利要求2所述的一种低压浇注模具,其特征在于:所述外气道内沿所述固定套管轴向设置有多个散热部,所述散热部沿所述顶出通道周向环绕,所述散热部的外侧适于接触所述固定套管,所述散热部的内侧适于将所述顶杆限制在所述顶出通道内。
4.如权利要求3所述的一种低压浇注模具,其特征在于:所述散热部靠近所述顶出通道一侧的宽度小于所述散热部靠近所述固定套管一侧的宽度。
5.如权利要求3所述的一种低压浇注模具,其特征在于:所述散热部和所述固定套管一体成型;所述固定套管的顶部适于内嵌连接旋转接头,所述散热部适于限制所述旋转接头进入所述固定套管的深度;所述固定套管四周设置有高导热套筒,所述高导热套筒适于向所述固定套管传导所述模具主体的热量。
6.如权利要求1所述的一种低压浇注模具,其特征在于:所述顶出机构包括引导杆、第一顶板和第二顶板,所述第一顶板和所述第二顶板适于沿所述引导杆滑动,所述气顶体连接于所述第一顶板和所述第二顶板之间,所述第二顶板与所述顶杆连接,所述气顶体发生体积变化时,所述第一顶板和所述第二顶板适于相互靠近或远离。
7.如权利要求6所述的一种低压浇注模具,其特征在于:所述第一顶板和所述第二顶板之间配合开设有限位腔,所述气顶体设置于所述限位腔内,所述限位腔在平行于所述第一顶板平面内,设置有环绕所述气顶体连接的限位块,所述限位腔在所述限位块远离所述气顶体一侧设置有收缩腔,所述气顶体发生体积变化时,所述限位块适于远离所述收缩腔,以使得所述第一顶板相互靠近,或所述限位块适于进入所述收缩腔,以使得所述第一顶板相互远离。
8.如权利要求1所述的一种低压浇注模具,其特征在于:所述第二气道包括第一分支气道和第二分支气道,所述第一分支气道沿所述顶杆的轴向开设,所述第二分支气道沿所述顶杆的径向开设。
9.如权利要求1所述的一种低压浇注模具,其特征在于:经过所述第一气道的单位时间内的气体流量大于经过所述第二气道的单位时间内的气体流量。
10.如权利要求1至9任一权利要求所述的一种低压浇注模具,其特征在于:所述气顶体和所述第一气道之间设置有气体调节装置,所述气体调节装置适于调节所述第一气道和所述气顶体之间的气体流通量,所述气体调节装置连接气泵,所述气体调节装置适于调节所述气泵和所述气顶体之间的气体流通量,所述气体调节装置适于调节所述气泵和所述第一气道之间的气体流通量。
技术总结本申请公开了一种低压浇注模具,包括模具主体和通气顶出装置,模具主体内设置有型腔,通气顶出装置包括顶出机构、固定套管和顶杆,固定套管一端连通型腔,固定套管另一端朝向顶出机构,顶杆一端与顶出机构连接,顶杆另一端伸至固定套管内,顶杆和固定套管之间形成有第一气道,顶杆内开设有第二气道,第一气道和第二气道连通,第二气道和型腔连通,顶出机构包括气顶体,气顶体和第一气道连通,气顶体适于发生体积变化,使得顶杆适于沿固定套管活动,以阻断或开放第一气道和型腔之间的连接,本申请具有结构紧凑的特点,通过将抽进气结构与顶出结构进行结合,能够减少连接点位,提升铸件表面的平整度。技术研发人员:黄兴存,王霖敏,吴志东,张健,林盼,董海城,童建立,练天宝,姚成焕受保护的技术使用者:象山同家模具制造有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/10333.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表