冷镦钢盘条及其生产方法与流程
- 国知局
- 2024-06-20 15:18:22
本发明涉及合金,具体地涉及一种冷镦钢盘条及其生产方法。
背景技术:
1、盘条表面质量是评判冷镦钢质量的重要指标,典型的表面缺陷有划线、折叠和发纹等。其中发纹又称褶皱,其形貌呈短簇状裂纹,裂纹深度为0.03-0.10mm。文献报道,发纹缺陷是在粗轧过程中产生的。由于粗轧过程中,铸坯角部温度低、变形量大,在铸坯角部形成典型的低温刚塑性变形区,角部表面的金属流变受到抑制,造成角部出现簇状裂纹,遗传到盘条表面形成发纹或者褶皱缺陷,但实际生产中,根据目前文献报道的发纹形成机理以及控制措施,无法有效消除发纹缺陷。
技术实现思路
1、本发明的目的在于提供一种冷镦钢盘条及其生产方法,用以解决冷镦钢盘条表面发纹缺陷问题。
2、本发明提供一种冷镦钢盘条生产方法,其包括步骤:
3、所述盘条的化学成分以质量百分比计包括:c:0.35~0.42%,si:0.15~0.25%,mn:0.60~0.85%,p≤0.020%,s≤0.015%,cr:0.90~1.15%,al:0.02~0.06%,n≤0.0070%,其余为fe和不可避免的杂质;
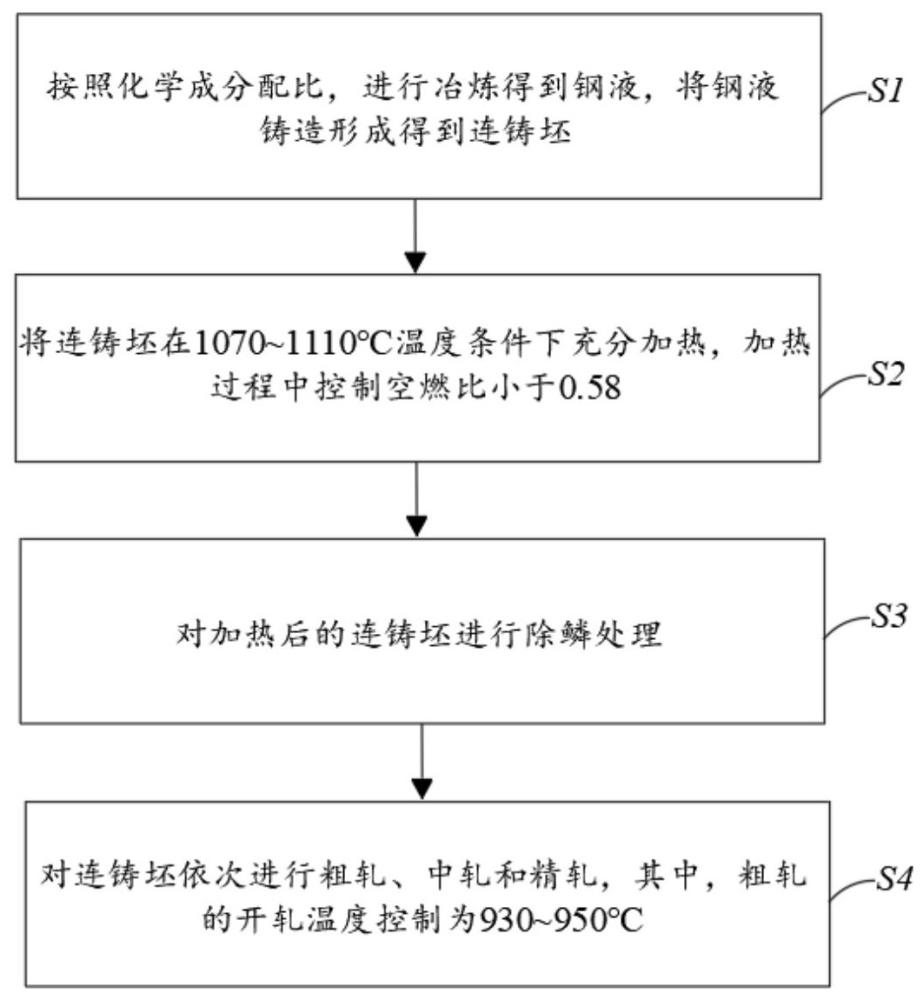
4、按照上述化学成分配比,进行冶炼得到钢液,将所述钢液铸造形成得到连铸坯;
5、将所述连铸坯在1070~1110℃温度条件下充分加热,加热过程中控制空燃比小于0.58;
6、对加热后的所述连铸坯进行除鳞处理;
7、对所述连铸坯依次进行粗轧、中轧和精轧,其中,粗轧的开轧温度控制为930~950℃;
8、轧制之后冷却得到的盘条冷镦开裂率≤0.1%。
9、作为本发明的进一步改进,所述盘条的化学成分以质量百分比计还包括以下元素中的一种或者任意两种:mo:0.15~0.20%、ni:0.05-0.10%、v:0.05-0.10%,或者以质量百分比计还包括:ti:0.02-0.03%和b:0.0010-0.0030%。
10、作为本发明的进一步改进,所述盘条的化学成分中包括mo时,cr元素含量以质量百分比计为:(1.05~1.15%)-3×{ w(mo)-0.15%},其中w(mo)为钢中mo的质量百分含量;所述盘条的化学成分中包括ti时,mn元素含量以质量百分比计为:(0.75~0.85%)-5×w(ti),其中w(ti)为钢中ti的质量百分含量。
11、作为本发明的进一步改进,所述将所述连铸坯在1070~1110℃温度条件下充分加热,具体包括:
12、将所述连铸坯在1070~1110℃温度条件下加热80~90min。
13、作为本发明的进一步改进,所述加热过程中控制空燃比小于0.58,具体包括:
14、加热过程中控制空燃比为0.55~0.58。
15、作为本发明的进一步改进,所述对加热后所述连铸坯进行除鳞处理,具体包括:
16、通过高压水对加热后的所述连铸坯进行除鳞处理,高压水的压力控制为18~25mpa。
17、作为本发明的进一步改进,所述粗轧工序具体包括:
18、采用6机架轧机进行粗轧,轧机的孔型凹槽为平面和立面交替设置,按轧制进行顺序,轧机孔型形状依次为平辊、箱形、椭圆、圆形、椭圆和圆形。
19、作为本发明的进一步改进,所述粗轧还包括:
20、6机架轧机的孔型延伸系数分别控制为1.35±0.01、1.25±0.01、1.33±0.01、1.29±0.01、1.45±0.01和1.25±0.01。
21、作为本发明的进一步改进,所述精轧工序具体包括:
22、精轧入口温度控制为900~930℃。
23、本发明还提供一种冷镦钢盘条,所述冷镦钢盘条的化学成分以质量百分比计包括:c:0.35~0.42%,si:0.15~0.25%,mn:0.60~0.85%,p≤0.020%,s≤0.015%,cr:0.90~1.15%,al:0.02~0.06%,n≤0.0070%,其余为fe和不可避免的杂质;
24、所述盘条的冷镦开裂率≤0.1%。
25、作为本发明的进一步改进,所述盘条的化学成分以质量百分比计还包括以下元素中的一种或者任意两种:mo:0.15~0.20%、ni:0.05-0.10%、v:0.05-0.10%,或者以质量百分比计还包括:ti:0.02-0.03%和b:0.0010-0.0030%。
26、作为本发明的进一步改进,所述盘条的化学成分中包括mo时,cr元素含量以质量百分比计为:(1.05~1.15%)-3×{ w(mo)-0.15%};所述盘条的化学成分中包括ti时,mn元素含量以质量百分比计为:(0.75~0.85%)-5×w(ti)。
27、本发明的有益效果是:本发明通过精确控制连铸坯的加热温度、加热时间和空燃比,确保对连铸坯的均匀加热,减少了因不均匀加热导致的热点蚀坑,并配合除鳞和粗轧温度、孔型、延伸系数等工艺参数设计,有效降低了点蚀坑的数量和提升了连铸坯的表面质量,从而显著降低了盘条表面发纹缺陷产生率,并有效控制了冷镦开裂率。
技术特征:1.一种冷镦钢盘条生产方法,其特征在于,包括步骤:
2.根据权利要求1所述的冷镦钢盘条生产方法,其特征在于,所述盘条的化学成分以质量百分比计还包括以下元素中的一种或者任意两种:mo:0.15~0.20%、ni:0.05-0.10%、v:0.05-0.10%,或者以质量百分比计还包括:ti:0.02-0.03%和b:0.0010-0.0030%。
3.根据权利要求2所述的冷镦钢盘条生产方法,其特征在于,所述盘条的化学成分中包括mo时,cr元素含量以质量百分比计为:(1.05~1.15%)-3×{ w(mo)-0.15%},其中w(mo)为钢中mo的质量百分含量;所述盘条的化学成分中包括ti时,mn元素含量以质量百分比计为:(0.75~0.85%)-5×w(ti),其中w(ti)为钢中ti的质量百分含量。
4.根据权利要求1所述的冷镦钢盘条生产方法,其特征在于,所述将所述连铸坯在1070~1110℃温度条件下充分加热,具体包括:
5.根据权利要求1所述的冷镦钢盘条生产方法,其特征在于,所述加热过程中控制空燃比小于0.58,具体包括:
6.根据权利要求3所述的冷镦钢盘条生产方法,其特征在于,所述粗轧工序具体包括:
7.根据权利要求6所述的冷镦钢盘条生产方法,其特征在于,所述粗轧还包括:
8.根据权利要求1所述的冷镦钢盘条生产方法,其特征在于,所述对加热后所述连铸坯进行除鳞处理,具体包括:
9.根据权利要求1所述的冷镦钢盘条生产方法,其特征在于,所述精轧工序具体包括:
10.一种冷镦钢盘条,其特征在于,所述冷镦钢盘条的化学成分以质量百分比计包括:c:0.35~0.42%,si:0.15~0.25%,mn:0.60~0.85%,p≤0.020%,s≤0.015%,cr:0.90~1.15%,al:0.02~0.06%,n≤0.0070%,其余为fe和不可避免的杂质;
11.根据权利要求10所述的冷镦钢盘条,其特征在于,所述盘条的化学成分以质量百分比计还包括以下元素中的一种或者任意两种:mo:0.15~0.20%、ni:0.05-0.10%、v:0.05-0.10%,或者以质量百分比计还包括:ti:0.02-0.03%和b:0.0010-0.0030%。
12.根据权利要求11所述的冷镦钢盘条,其特征在于,所述盘条的化学成分中包括mo时,cr元素含量以质量百分比计为:(1.05~1.15%)-3×{ w(mo)-0.15%};所述盘条的化学成分中包括ti时,mn元素含量以质量百分比计为:(0.75~0.85%)-5×w(ti)。
技术总结本发明提供一种冷镦钢盘条及其生产方法,所述生产方法通过精确控制连铸坯的加热温度、加热时间和空燃比,确保对连铸坯的均匀加热,减少了因不均匀加热导致的热点蚀坑,并匹配合理的除鳞工艺、粗轧温度、粗轧孔型和延伸系数等工艺参数,有效降低了点蚀坑的数量和提高连铸坯表面质量,显著降低了盘条表面发纹缺陷产生率,并有效控制了冷镦开裂率。技术研发人员:于学森,麻晗,张宇,李战卫,吴彬彬,王珍传受保护的技术使用者:江苏省沙钢钢铁研究院有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11813.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表