一种高精度轴用磨削定位装置的制作方法
- 国知局
- 2024-07-17 13:52:16
本技术属于轴类磨削,尤其是涉及一种高精度轴用磨削定位装置。
背景技术:
1、柴油机配气机构凸轮轴是活塞发动机的关键零部件,其作用是控制气门的开启和闭合,保证柴油机正常进气和排气,完成燃烧室内的换气任务,凸轮轴的核心部位是凸轮,凸轮加工的质量直接影响着柴油机的整体性能。配气机构凸轮轴属于典型的细长轴类零件,有时为了润滑和减轻发动机重量凸轮轴也会设计成中空薄壁细长轴,这就给凸轮轴的加工带来了很大的难度。对于磨削工序来说,一般磨削轴类零件安装有定位鸡心夹头,靠磨床拨杆旋转拨动鸡心夹头带着工件在磨床上转动,但这种方法只适用于普通轴类零件的外圆、端面的磨削,而对于磨削特殊的中空薄壁凸轮来说定位面与凸轮有相位要求,普通鸡心夹头无法满足相位要求。
技术实现思路
1、有鉴于此,本实用新型旨在克服现有技术中上述问题的不足之处,提出一种高精度轴用磨削定位装置。
2、为达到上述目的,本实用新型的技术方案是这样实现的:
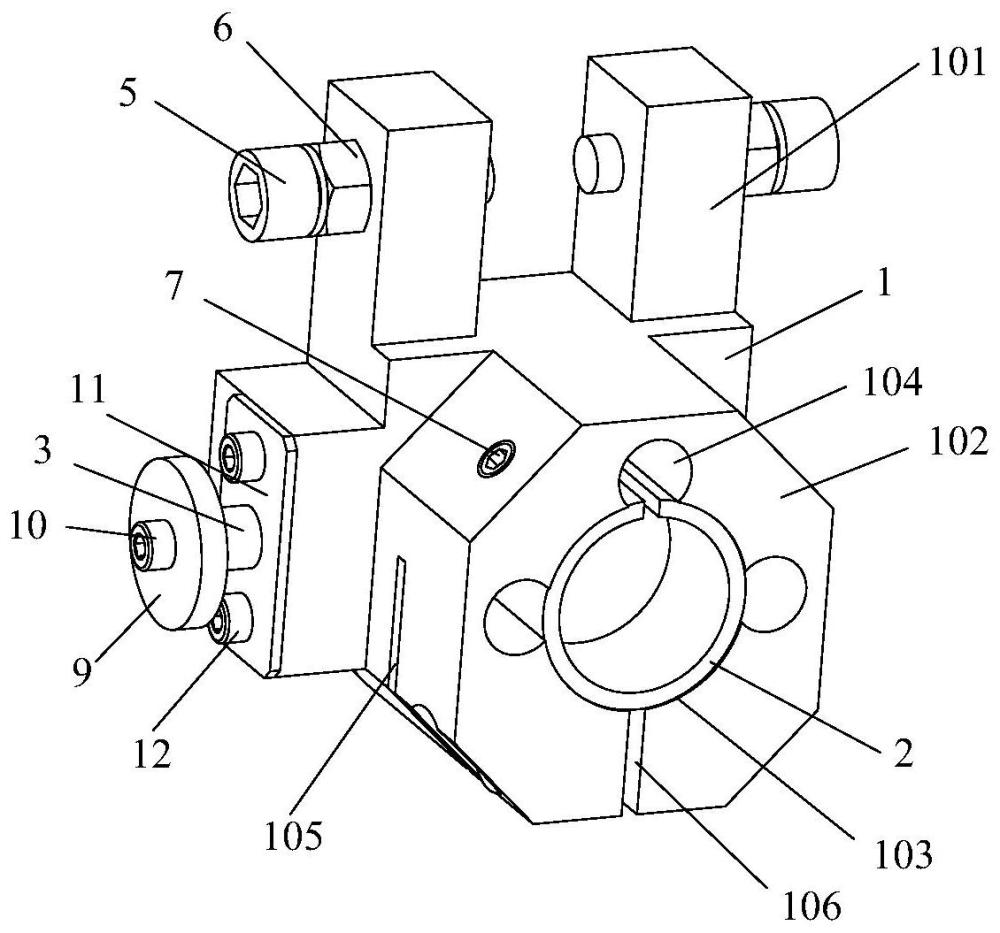
3、一种高精度轴用磨削定位装置,包括夹具本体、衬套、定位键销,在夹具本体前侧壁上开设有贯穿夹具本体的连接通孔,并在夹具本体一侧沿连接通孔径向开设有与连接通孔相连通的定位孔,定位键销插接在定位孔内,定位键销前端能穿出定位孔并进入连接通孔内,并在夹具本体上螺接有与定位键销连接在一起的螺纹销,在夹具本体前端位于连接通孔内嵌接有衬套
4、进一步的,在夹具本体顶端设有两个间隔设置的连接部,并在每个连接部上均螺接有第一紧固螺钉。
5、进一步的,夹具本体前侧壁向外凸出设有定位台,连接通孔贯穿定位台,在定位台下部开设有开口均向下设置的第一开槽和第二开槽,第一开槽垂直于连接通孔且与连接通孔相连通,第二开槽位于连接通孔下侧且沿连接通孔轴向贯穿夹具本体,并与连接通孔和第一开槽相连通,在定位台下部位于第一开槽前侧处连接有跨接第二开槽的第二紧固螺钉。
6、进一步的,在定位台上沿连接通孔外侧周向开设有多个与连接通孔相连通的辅助槽。
7、进一步的,衬套为开口环结构,在定位台上螺接有第三紧固螺钉和第四紧固螺钉,第三紧固螺钉和第四紧固螺钉位于衬套开口的两侧处且内端均抵紧衬套。
8、进一步的,每个第一紧固螺钉上位于相应的连接部外侧处均螺接有反向锁死螺母。
9、进一步的,定位键销侧壁上开设有条形定位键槽,在定位键销前端设有一体成型的定位块,定位块上下表面均为平面结构,螺纹销的前端抵紧在定位键槽中。
10、进一步的,定位键销后端为一体成型且同轴设置的限位台,且限位台截面尺寸小于定位键销截面尺寸,定位键销截面尺寸与定位孔尺寸相配,在夹具本体上位于定位孔外侧处固接有限位板,在限位板上对应于定位孔处开设有尺寸与限位台截面尺寸相配的限位孔,限位台穿出限位孔,并能沿限位孔水平移动。
11、进一步的,在限位台外端面上通过第五紧固螺钉连接有端面尺寸大于限位孔尺寸的限位块。
12、相对于现有技术,本实用新型具有以下优势:
13、本实用新型所述的高精度轴用磨削定位装置固定在磨床磨头拨杆上,使之能够随磨床磨头拨杆转动;使用时,将凸轮轴插入衬套内,定位键销前端插入凸轮轴上相应的键槽中,再拧紧螺纹销使螺纹销前端抵紧定位键销,实现凸轮轴的固定;该装置不仅仅实现了定位磨削,还保证了轴的定位角度要求,适用于有特型相位角度要求的轴类零件磨削凸轮时使用。
技术特征:1.一种高精度轴用磨削定位装置,其特征在于:包括夹具本体、衬套、定位键销,在夹具本体前侧壁上开设有贯穿夹具本体的连接通孔,并在夹具本体一侧沿连接通孔径向开设有与连接通孔相连通的定位孔,定位键销插接在定位孔内,定位键销前端能穿出定位孔并进入连接通孔内,并在夹具本体上螺接有与定位键销连接在一起的螺纹销,在夹具本体前端位于连接通孔内嵌接有衬套。
2.根据权利要求1所述的一种高精度轴用磨削定位装置,其特征在于:在夹具本体顶端设有两个间隔设置的连接部,并在每个连接部上均螺接有第一紧固螺钉。
3.根据权利要求1所述的一种高精度轴用磨削定位装置,其特征在于:夹具本体前侧壁向外凸出设有定位台,连接通孔贯穿定位台,在定位台下部开设有开口均向下设置的第一开槽和第二开槽,第一开槽垂直于连接通孔且与连接通孔相连通,第二开槽位于连接通孔下侧且沿连接通孔轴向贯穿夹具本体,并与连接通孔和第一开槽相连通,在定位台下部位于第一开槽前侧处连接有跨接第二开槽的第二紧固螺钉。
4.根据权利要求3所述的一种高精度轴用磨削定位装置,其特征在于:在定位台上沿连接通孔外侧周向开设有多个与连接通孔相连通的辅助槽。
5.根据权利要求3所述的一种高精度轴用磨削定位装置,其特征在于:衬套为开口环结构,在定位台上螺接有第三紧固螺钉和第四紧固螺钉,第三紧固螺钉和第四紧固螺钉位于衬套开口的两侧处且内端均抵紧衬套。
6.根据权利要求1所述的一种高精度轴用磨削定位装置,其特征在于:每个第一紧固螺钉上位于相应的连接部外侧处均螺接有反向锁死螺母。
7.根据权利要求1所述的一种高精度轴用磨削定位装置,其特征在于:定位键销侧壁上开设有条形定位键槽,在定位键销前端设有一体成型的定位块,定位块上下表面均为平面结构,螺纹销的前端抵紧在定位键槽中。
8.根据权利要求1所述的一种高精度轴用磨削定位装置,其特征在于:定位键销后端为一体成型且同轴设置的限位台,且限位台截面尺寸小于定位键销截面尺寸,定位键销截面尺寸与定位孔尺寸相配,在夹具本体上位于定位孔外侧处固接有限位板,在限位板上对应于定位孔处开设有尺寸与限位台截面尺寸相配的限位孔,限位台穿出限位孔,并能沿限位孔水平移动。
9.根据权利要求8所述的一种高精度轴用磨削定位装置,其特征在于:在限位台外端面上通过第五紧固螺钉连接有端面尺寸大于限位孔尺寸的限位块。
技术总结本技术提供了一种高精度轴用磨削定位装置,包括夹具本体、衬套、定位键销,在夹具本体前侧壁上开设有贯穿夹具本体的连接通孔,并在夹具本体一侧沿连接通孔径向开设有与连接通孔相连通的定位孔,定位键销插接在定位孔内,定位键销前端能穿出定位孔并进入连接通孔内,并在夹具本体上螺接有与定位键销连接在一起的螺纹销,在夹具本体前端位于连接通孔内嵌接有衬套。本技术有益效果:该装置不仅仅实现了定位磨削,还保证了轴的定位角度要求,适用于有特型相位角度要求的轴类零件磨削凸轮时使用。技术研发人员:吉海叶,杨志强,王连宏,张彦岗,闫金香,刘晔受保护的技术使用者:山西柴油机工业有限责任公司技术研发日:20231114技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240711/111983.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表