用于具有金属空心基体的车辆的底盘构件及其制造方法与流程
- 国知局
- 2024-08-02 16:37:55
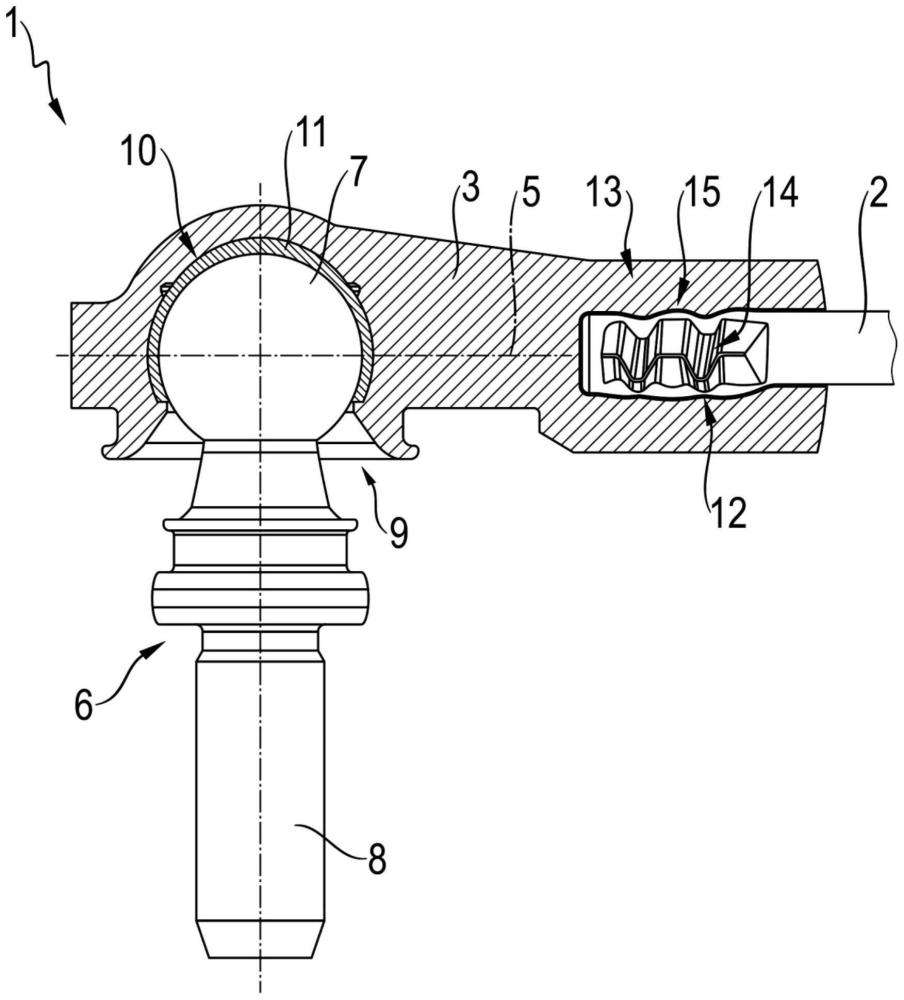
本发明涉及用于车辆的底盘构件,所述底盘构件具有由金属制成的空心基体,其中,基体的至少一个轴向端部区段被成型以封闭基体;所述底盘构件还具有至少一个由塑料制成的万向节壳体,其中,该万向节壳体注塑和/或铸造在基体的端部区段上。此外,本发明涉及用于制造这种底盘构件的方法,其中,使由金属制成的空心基体的轴向端部区段成型以封闭基体,并且在基体的经成型的端部区段上注塑和/或铸造至少一个由塑料制成的万向节壳体。
背景技术:
1、由专利文献de 100 63 928a1已知这种底盘构件和这种方法。此处,管形基体的端部区段变形为扁平型材,其中还构造有贯通的孔。通过该孔可实现万向节壳体的塑料与端部区段的充分的形状配合连接。
2、不过,孔的制造是与额外的工作量、更确切地说额外的工作步骤相关联的。此外,由于将端部区段构造为具有孔的扁平型材,所以万向节壳体相对于基体的定向和/或取向是预先给定的。因此,具有经成型的端部区段的基体必须以预先给定的方式定向以形成万向节壳体。
3、作为管形基体的替代方案,由专利文献de 10 2010 041 791 a1已知使用杆件作为基体,在该基体的端部区段中引入了径向延伸且围绕外周部的凸起和凹部。由此不需要为了万向节壳体的注射成型而对基体进行定向。然而,缺点是与管形基体相比,由实心材料制成的杆件的重量更高。
技术实现思路
1、本发明的目的是,进一步开发开头所提及类型的底盘构件和/或方法,使得能够以简单的方式实现万向节壳体的塑料与端部区段之间的充分的形状配合连接。特别地,端部区段应当不必在基体的绕其中心纵轴线的周向方向上以及关于万向节壳体的注射成型部定向。优选地,应当提供替代的实施方式。
2、通过根据权利要求1的底盘构件以及借助根据权利要求10的方法来实现本发明的目的。在从属权利要求和随后的描述中可找到本发明的优选的改进方案。
3、所述底盘构件构造成用于车辆、尤其是机动车辆。所述底盘构件优选地构造成用于车辆的底盘和/或所述底盘构件安装在车辆的底盘中。所述底盘构件例如可以是摆动支撑件、底盘导杆、两点式导杆、横向导杆或稳定器杆件。尤其是在底盘中,所述底盘构件用于将另外的底盘部件以万向节的方式彼此连接、与车身连接或与紧固在车身上的车轴支架连接。
4、所述底盘构件具有由金属制成的空心基体。该基体优选地构造为管状或管形。空心的或管形的基体可具有圆形或椭圆形的横截面。特别地,基体的横截面构造为封闭的,从而在基体内部形成空腔。该基体优选地是金属管。由于基体构造为空心的或管形的,所以可以实现重量减轻,特别是与由实心材料制成的杆件相比。
5、特别地,基体具有两个轴向端部区段。优选地,这两个端部区段同时形成基体的彼此背离的两个端部。基体的至少一个轴向端部区段被成型以封闭该基体,优选地以密封的方式封闭该基体。特别地,由于塑性成型,端部区段不再是空心的或管形的。此外,所述底盘构件具有至少一个由塑料制成的万向节壳体,其中,该万向节壳体注塑和/或铸造在基体的端部区段上。
6、由于为了封闭基体而进行的成型,端部区段的外侧面具有多个凸起和凹部,其中,借助这些凸起和凹部,尤其是为了将万向节壳体固定和/或保持在端部区域上,与万向节壳体的塑料形成了形状配合连接。
7、在此有利的是,同时并且因此在同一工作步骤中进行端部区段的成型以封闭基体以及在端部区段的外侧面上制造凸起和凹部。由此优化了制造过程。由于基体除了经成型的端部区段之外仍然是空心的或管形的,一方面可以提供重量被优化的底盘构件,并且另一方面可以借助凸起和凹部实现端部区段和万向节壳体之间足够牢固的形状配合连接。特别地,万向节壳体具有对应于端部区段的凸起和凹部而构造的对应凹部和对应凸起。
8、特别地,借助凸起和凹部实现了端部区段的成型部,从而由于形状配合连接固定了万向节壳体以防止沿基体的中心纵轴线的轴向方向的不希望的位移以及绕中心纵轴线的不希望的旋转。万向节壳体优选地具有对应于端部区段的成型部而构造的对应成型部。
9、万向节壳体可以具有以可万向节式运动的方式支承在万向节壳体中的万向节部件。特别地,万向节部件具有万向节球头和/或万向节销。万向节部件可以构造为球头销或球轴套(kugelhülse)。万向节壳体和万向节部件可以实现球型万向节。特别地,球型万向节由至少在一侧敞开的具有壳体凹口的万向节壳体以及以能够相对于万向节壳体枢转运动和/或旋转运动的方式支承在壳体凹口中的万向节部件组成。在此,万向节部件的万向节销可以从万向节壳体的壳体开口向外伸出。在万向节壳体和万向节部件的万向节球头之间可以布置支承壳,该支承壳减少了万向节的摩擦并且因此减少了万向节的磨损,尽管有时会有高的运行负载。
10、根据一改进方案,经成型的端部区段借助多个凸起和凹部形成了用于封闭基体的迷宫式密封部。特别地,由于经成型的端部区段和/或迷宫式密封部,所以基体的空腔和/或内腔是密封地封闭的,以防止在制造万向节壳体时渗入塑料。迷宫式密封部可以通过端部区段的凸起和凹部的交错接合来形成。优选地,空心的或管形的基体的原本敞开的孔由于端部区段的成型而封闭。基体可以由于端部区段的成型而部分地或完全地封闭。在此重要的是,将基体封闭到如下程度,即当用塑料进行注塑包覆和/或铸造包封以形成万向节壳体时,没有塑料渗入到基体的内部或例如圆柱形的空腔中。例如,在成型之后留下的、尤其是因为制造工差而留下的缝隙对于注塑包覆和/或铸造包封来说可以是没有问题的,只要塑料没有完全穿过缝隙和/或基体的空腔没有被填充。
11、根据另一实施方式,端部区段的多个第一凸起和多个第一凹部沿基体的轴向方向交替地彼此相继地构造。特别地,构造了多个沿端部区段的周向方向分布的系列,这些系列分别具有沿基体的轴向方向交替地彼此相继的第一凸起和第一凹部。优选地,多个上述系列沿基体的中心纵轴线的轴向方向或平行于中心纵轴线定向。例如,每个系列交替地彼此相继地构造有两个、三个或更多个第一凹部和两个、三个或更多个第一凸起。多个这些系列可以在端部区段上构造成围绕端部区段沿周向方向、尤其是均匀地分布。作为示例,端部区段可以具有总共至少三个或更多个系列,例如六个系列。由于这些系列的定向,可以将万向节壳体固定成防止绕基体的中心纵轴线发生不希望的旋转。交替地布置第一凸起和第一凹部可以将万向节壳体固定成防止万向节壳体沿中心纵轴线的轴向方向发生不希望的移位。
12、根据一改进方案,至少一个第二凸起和至少一个第二凹部横向于或垂直于基体的轴向方向交替地彼此相继地构造。因此,端部区段可以具有多个第一凹部和第一凸起以及多个第二凹部和第二凸起。特别地,第二凸起和/或第二凹部被构造为第一凸起和/或第一凹部的组成部分。因此,单个第一凸起和/或单个第一凹部可以分别具有至少一个第二凸起和/或至少一个第二凹部。第二凸起和/或第二凹部例如可以形成第一凸起的头部或头部轮廓。
13、根据另一实施方式,经成型的端部区段被构造成关于基体的中心纵轴线旋转对称。因此,端部区段和/或具有经成型的端部区段的基体可针对绕中心纵轴线以预先给定的一个或多个旋转角度的旋转而映射到自身。在此有利的是,由于旋转对称的构造,端部区段可以不必在基体的周向方向上或绕中心纵轴线以及关于万向节壳体的注射成型部定向。特别地,万向节壳体被构造成或可以构造成在基体的两个彼此背离的端部区段上关于基体的中心纵轴线相对于彼此旋转了任意角度。
14、优选地,经成型的端部区段关于绕中心纵轴线的旋转以分别小于180°的旋转角度具有旋转对称性。特别地,经成型的端部区段针对分别为120°或更小的旋转角度具有旋转对称性。作为示例,在120°的旋转角度下,经成型的端部区段可以在总共三个位置处映射到自身。优选地,端部区段针对分别为90°或更小的旋转角度具有旋转对称性。作为示例,在90°的旋转角度下,经成型的端部区段可以在总共四个位置处映射到自身。
15、根据一改进方案,端部区段具有多个或至少三个隔板状的褶皱部(22),这些褶皱部构造成沿基体的周向方向、特别是均匀地分布并且平行于和/或径向于中心纵轴线延伸。优选地,这些褶皱部是由于端部区段的壁部区段的材料褶皱部而产生的。特别地,每个褶皱部都被构造为简单的材料褶皱部。因此,每个褶皱部都可以由端部区段的两个材料区(materiallagen)和/或端部区段的两个壁部区段组成。特别地,由于端部区段的挤压在一起和/或彼此挤压的壁部区段而形成了这些隔板状的褶皱部。为了形成相应的隔板状的褶皱部,端部区段的内侧面的区段优选地彼此抵靠。
16、在每个隔板状的褶皱部的彼此背离的外侧面区段上可以分别构造有凸起和凹部。每个隔板状的褶皱部都可以具有第一外侧面区段和与该第一外侧面区段背离的第二外侧面区段。优选地,在第一外侧面区段和第二外侧面区段上都构造有凸起和凹部。特别地,沿基体的中心纵轴线的轴向方向看,在每个隔板状的褶皱部的第一外侧面区段上的第一凸起的位置与在该相应的隔板状的褶皱部的背离该第一外侧面区段的第二外侧面区段上的第一凹部的位置相对应。
17、经成型的端部区段可以在端侧处形成或具有封闭的、特别是用于密封地封闭基体的端面。该封闭的端面防止在构造万向节壳体时渗入塑料。所述端面可以是平坦的或不平坦的。优选地,所述端面构造为交叉状的或十字形的。交叉状的或十字形的端面可以具有三个腿部、四个腿部或更多个腿部。
18、特别地,经成型的端部区段在端侧处具有向内指向的、优选地轴向于基体的中心纵轴线指向的下沉部。下沉部可以被构造成是锅状的。特别地,下沉部沿径向向内指向地封闭,以密封地封闭基体。沿径向向内封闭的下沉部是由于端部区段的成型而形成的。优选地,对下沉部填充塑料以形成万向节壳体。端部区段和万向节壳体的塑料之间的形状配合连接由于下沉部而得到了改善。
19、根据另一实施方式,基体的两个彼此背离的轴向端部区段被成型以封闭、特别是密封地封闭基体。在此,在两个端部区段上均注塑和/或铸造了由塑料制成的万向节壳体。特别地,在万向节壳体中以可万向节式运动的方式支承有万向节部件。所述底盘构件可以构造为底盘导杆、两点式导杆、摆动支撑件、横向导杆或稳定器杆件。
20、用于制造根据本发明的底盘构件的方法是尤其有利的。在此,使由金属制成的空心的或管形的基体的轴向端部区段成型以封闭、特别是密封地封闭所述基体。然后,在基体的经成型的端部区段上注塑和/或铸造由塑料制成的万向节壳体。在成型端部区段时,同时在端部区段的外侧面中制造多个凸起和凹部,其中,在对端部区段进行注塑包覆和/或铸造包封以制造万向节壳体时,在万向节壳体的塑料与凸起和所述凹部之间形成形状配合连接。
21、根据所述方法的另一实施方式,为了封闭、特别是密封地封闭基体,借助挤压工具将端部区段径向于中心纵轴线至少部分地从外向内挤压和/或折叠。优选地,使端部区段从径向于中心纵轴线的至少三个不同方向从外向内变形或折叠以进行尤其是塑性的成型。为此,挤压工具可以具有多个、尤其是三个挤压钳口或挤压冲头。特别地,挤压工具或挤压钳口和/或挤压冲头具有挤压轮廓,该挤压轮廓被构造成在形状上对应于端部区段的期望的成型部或作为其负轮廓(negativprofil)。因此,挤压工具或挤压钳口和/或挤压冲头可以具有带有轮廓凸起和轮廓凹部的挤压轮廓,其被构造为对应于经成型的端部区段的凹部和凸起。
本文地址:https://www.jishuxx.com/zhuanli/20240718/251683.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表