一种补强胶片及车辆的制作方法
- 国知局
- 2024-08-02 16:42:53
本申请涉及车辆制造,尤其是涉及一种补强胶片及车辆。
背景技术:
1、为响应节能减排的号召,汽车轻量化成为汽车发展的大方向,铝板在车身的应用越来越广泛,外覆盖件中四门外板应用铝板的车型越来越多,但铝车门外板的抗凹性能相对于传统的钢板变差。为了解决此问题,粘贴补强胶片是最常用的手段。
2、传统的补强胶片通过粘贴在车门外板上,之后烘烤固化后能提升车门外板的刚度。一般车门外板为钢板的车型通常使用传统补强胶片,形状规则,厚度在1.5mm以下,但是此厚度无法满足铝车门外板的抗凹性能的要求,需要增加传统补强胶片的厚度或采用发泡型补强胶片。但是发泡型补强胶片相对于传统补强胶片成本约高40%,使用发泡型补强胶片成本较高;传统的补强胶片增厚至1.5mm以上,补强胶片烘烤固化后短边位置会造成铝车门外板局部变形。
3、因此,需要设计一种补强胶片用以解决上述问题。
技术实现思路
1、有鉴于此,为克服现有技术的缺陷,本实用新型提供一种补强胶片及车辆,有效地解决了发泡型补强胶片相对于传统补强胶片成本约高40%,使用发泡型补强胶片成本较高以及传统的补强胶片增厚至1.5mm以上,补强胶片烘烤固化后短边位置会造成铝车门外板局部变形的问题。
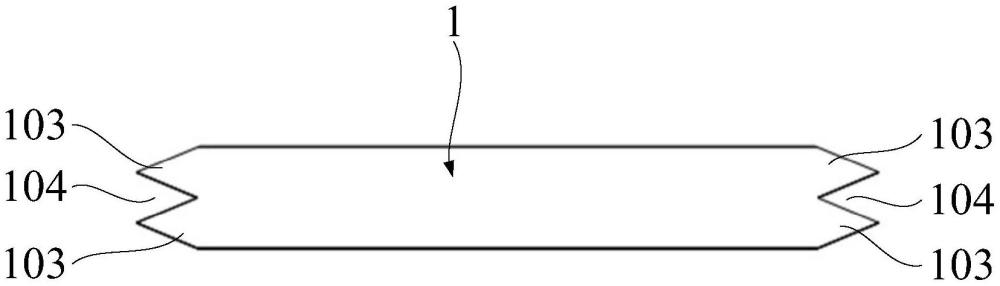
2、根据本实用新型的第一方面提供一种补强胶片,其中,所述补强胶片包括胶片主体,所述胶片主体包括彼此连接的第一层结构和第二层结构,所述第一层结构面对所述车门,所述第二层结构背对所述车门,所述第二层结构的厚度为所述胶片主体的厚度的十分之一;所述胶片主体在第一方向上的两端均设置有切槽部。
3、优选地,所述切槽部包括凸起结构和缺口结构,所述凸起结构和所述缺口结构的数量均为多个,每个所述凸起结构在第二方向上的两端均设置有一个所述缺口结构。
4、优选地,所述胶片主体还包括隔离层,所述隔离层设置于所述第一层结构背对所述第二层结构的一面。
5、优选地,所述凸起结构在所述第二方向上的尺寸为所述胶片主体在所述第二方向上的尺寸的二分之一。
6、优选地,所述凸起结构形成为三角形凸起,所述缺口结构形成为三角形缺口。
7、优选地,所述凸起结构与所述缺口结构相匹配。
8、优选地,所述胶片主体形成为条状结构。
9、优选地,所述胶片主体倾斜地设置于所述车门;所述胶片主体在所述第一方向上的一端的设置位置高于所述胶片主体在所述第一方向上的另一端的设置位置。
10、优选地,所述第一层结构为环氧树脂,所述第二层结构为玻璃纤维布。
11、根据本实用新型的第二方面提供一种车辆,其中,所述车辆包括如上所述的补强胶片。
12、根据本实用新型的补强胶片,通过包括第一层结构和第二层结构的胶片主体实现了整体结构的强度增强,通过优化第一层结构和第二层结构的厚度比例,可以有效提升在经涂装烘烤固化后的使用该补强胶片车门的刚度,也避免了使用发泡型补强胶片成本高的问题;同时通过在胶片主体的两端设置有切槽部,解决了较大厚度的补强胶片烘烤固化后短边所在的位置处会导致车门的外板局部变形的问题。
13、为使本申请的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
技术特征:1.一种补强胶片,用于车门,其特征在于,所述补强胶片包括:
2.根据权利要求1所述的补强胶片,其特征在于,所述切槽部包括凸起结构和缺口结构,所述凸起结构和所述缺口结构的数量均为多个,每个所述凸起结构在第二方向上的两端均设置有一个所述缺口结构。
3.根据权利要求1所述的补强胶片,其特征在于,所述胶片主体还包括隔离层,所述隔离层设置于所述第一层结构背对所述第二层结构的一面。
4.根据权利要求2所述的补强胶片,其特征在于,所述凸起结构在所述第二方向上的尺寸为所述胶片主体在所述第二方向上的尺寸的二分之一。
5.根据权利要求2所述的补强胶片,其特征在于,所述凸起结构形成为三角形凸起,所述缺口结构形成为三角形缺口。
6.根据权利要求2所述的补强胶片,其特征在于,所述凸起结构与所述缺口结构相匹配。
7.根据权利要求1所述的补强胶片,其特征在于,所述胶片主体形成为条状结构。
8.根据权利要求1所述的补强胶片,其特征在于,所述胶片主体倾斜地设置于所述车门;
9.根据权利要求1所述的补强胶片,其特征在于,所述第一层结构为环氧树脂,所述第二层结构为玻璃纤维布。
10.一种车辆,其特征在于,所述车辆包括权利要求1至9中任一项所述的补强胶片。
技术总结本技术提供一种补强胶片及车辆,所述补强胶片包括胶片主体,所述胶片主体包括彼此连接的第一层结构和第二层结构,所述第一层结构面对所述车门,所述第二层结构背对所述车门,所述第二层结构的厚度为所述胶片主体的厚度的十分之一;所述胶片主体在第一方向上的两端均设置有切槽部。该补强胶片通过包括第一层结构和第二层结构的胶片主体实现了整体结构的强度增强,优化第一层结构和第二层结构的厚度比例,可以有效提升在经涂装烘烤固化后的使用该补强胶片车门的刚度,也避免了使用发泡型补强胶片成本高的问题;同时通过在胶片主体的两端设置有切槽部,解决了较大厚度的补强胶片烘烤固化后短边所在的位置处会导致车门的外板局部变形的问题。技术研发人员:杨秀林受保护的技术使用者:上海洛轲智能科技有限公司技术研发日:20231218技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240718/252126.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表