船用散装零件的装配方法及应用与流程
- 国知局
- 2024-08-01 06:40:02
本发明属于船舶结构分段建造及总组,尤其涉及一种船用散装零件的装配方法及应用。
背景技术:
1、船舶结构在进行分段划分之后,往往会存在个别零件只剩下很小的一部分或存在一部分小窄条的情况,这样就不满足船体工艺要求甚至船舶结构规范要求。在这种情况下,为了使船体零件满足相关要求,需要在船体分段口设置部分散装零件,所述散装零件既满足相关要求,又便于船体分段后续的总组及合拢工作。但所述散装零件的转运、再次拆卸、复位等工作又需要进行安排、统筹。
2、针对所述散装零件,现有装配方案是通过一种散装零件的组立代码及零件编码对所述散装零件进行区分,再通过托盘形式进行船体部和搭载部、总装部之间的转运。
3、现有装配方案的缺点包括:(1)所述散装零件容易丢失,造成后期大量的补料工作。即船体部零件切割后,历经分段建造、转运、打砂涂装等步骤,最终到搭载部、总装部进行分段总组、合拢,时间较长且不可控,就容易造成零件的丢失。(2)所述散装零件的安装位置也比较难找,因为所述散装零件的组立代码是同一类,仅通过零件编码进行区分。往往找到对应位置,查找所有零件需要耗费很长时间。(3)所述散装零件的搬运只能通过托盘运输至总组分段下方或者大坞内,然后通过多人搬运或者吊车将零件送至指定位置进行安装。
技术实现思路
1、本发明的一个目的在于提供一种船用散装零件的装配方法,有效解决现有散装零件的装配方案存在的零件易丢失、安装位置难找及零件查找耗时的问题。
2、为解决上述技术问题,本发明采用的技术方案是:
3、一种船用散装零件的装配方法,包括以下步骤:
4、s1、确定散装零件的编号,所述编号由组立代码和零件编码组成,散装零件的组立代码与散装零件所在组立的组立代码保持一致,零件编码顺延。
5、s2、在建模出图后,编制用于现场清点和复位装配所有散装零件的分段合拢散装件托盘表。
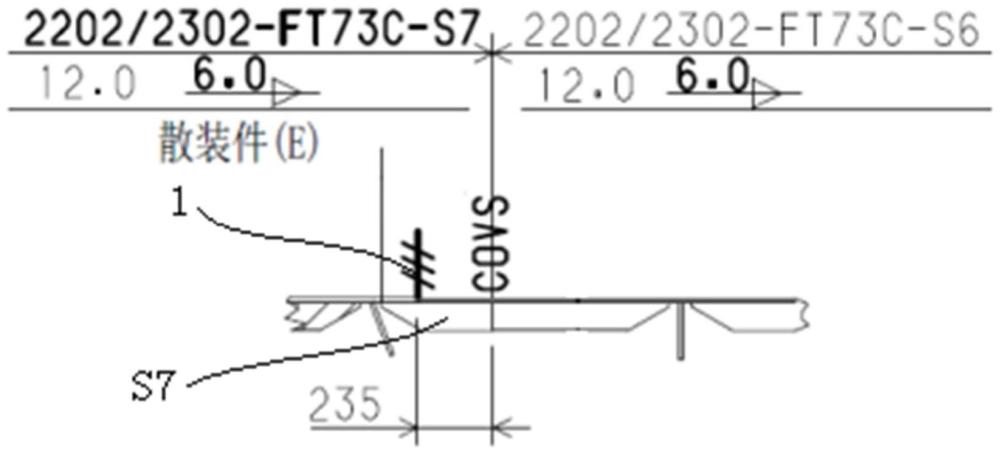
6、s3、在分段建造阶段,将散装零件在散装零件的最终装配位置附近点焊固定。
7、s4、在合拢总组阶段,将散装零件复位到最终装配位置。
8、进一步地,在步骤s3中,点焊固定时要遵守的原则包括:a1、禁止有朝天固定和拆卸的散装零件;a2、距离分段缝150mm的范围内不能固定散装零件;a3、在水平构件上固定散装零件时,应将散装零件固定在水平构件的上侧;a4、禁止跨舱固定散装零件;a5、装配定位线上不能固定散装零件;a6、避免在外板上固定零件。
9、进一步地,在步骤s1中,当散装零件的长度不满足船舶检验规范要求时,将所述散装零件反向延长至散装零件的长度至少为300mm。
10、进一步地,在步骤s1中,散装零件的编号的书写形式为:组立代码-零件编码,书写字体加粗并且在编号的下方标注“散装零件”字样。
11、本发明的另一个目的在于提供一种以上实施例所述的船用散装零件的装配方法在船用散装零件装配中的应用。
12、与现有技术相比,本发明的有益技术效果是:
13、(1)本发明通过将散装零件的组立代码和装配方式结合应用,完成了散装零件的独特集配及快速、安全复位装配,有效实现散装零件的快速复位装配,保证分段总组、合拢效率,提高船舶建造效率。
14、(2)本发明几乎可以保证散装零件不丢失,既节约补料的钢板,节省了建造成本,也节省了寻找本分段散装零件的时间。
15、(3)本发明通过组立图和分段合拢散装件托盘表,有利于快速查找散装零件的位置。
16、(4)本发明通过将散装零件在最终装配位置附近点焊,方便快速复位装配,避免零件的再次搬运,提高船舶建造效率,节约建造成本。
技术特征:1.一种船用散装零件的装配方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的船用散装零件的装配方法,其特征在于,在步骤s3中,点焊固定时要遵守的原则包括:a1、禁止有朝天固定和拆卸的散装零件;a2、距离分段缝150mm的范围内不能固定散装零件;a3、在水平构件上固定散装零件时,应将散装零件固定在水平构件的上侧;a4、禁止跨舱固定散装零件;a5、装配定位线上不能固定散装零件;a6、避免在外板上固定零件。
3.根据权利要求2所述的船用散装零件的装配方法,其特征在于,在步骤s1中,当散装零件的长度不满足船舶检验规范要求时,将所述散装零件反向延长至散装零件的长度至少为300mm。
4.根据权利要求3所述的船用散装零件的装配方法,其特征在于,在步骤s1中,散装零件的编号的书写形式为:组立代码-零件编码,书写字体加粗并且在编号的下方标注“散装零件”字样。
5.权利要求1-4中任一项所述的船用散装零件的装配方法在船用散装零件装配中的应用。
技术总结本发明属于船舶结构分段建造及总组技术领域,具体公开一种船用散装零件的装配方法及应用。有效解决现有散装零件的装配方案存在的零件易丢失、安装位置难找及零件查找耗时的问题。包括以下步骤:(1)确定散装零件的编号,所述编号由组立代码和零件编码组成,散装零件的组立代码与散装零件所在组立的组立代码保持一致,零件编码顺延。(2)在建模出图后,编制用于现场清点和复位装配所有散装零件的分段合拢散装件托盘表。(3)在分段建造阶段,将散装零件在散装零件的最终装配位置附近点焊固定。(4)在合拢总组阶段,将散装零件复位到最终装配位置。本发明有效提高船舶建造效率,节约建造成本。技术研发人员:郭敬,李子会,张英杰,杨旭红受保护的技术使用者:中国船舶集团青岛北海造船有限公司技术研发日:技术公布日:2024/5/12本文地址:https://www.jishuxx.com/zhuanli/20240722/224716.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表