乘用车异质型材镶嵌中空结构压铸副车架及其制造工艺的制作方法
- 国知局
- 2024-08-01 07:57:30
本发明属于汽车零部件,涉及一种乘用车异质型材镶嵌中空结构压铸副车架及其制造工艺。
背景技术:
1、副车架是汽车车身和悬架连接的一个中间缓冲体,是汽车悬架系统的关键承载件和受力件。常用的乘用车副车架,按材质分为钢质副车架和铝合金副车架。
2、综合成本考虑,一般低端车型采用钢质副车架,中高端车型采用铝合金副车架。其中,铝合金副车架,按生产工艺分可以分为整体低压铸造、低压铸造/型材焊接、整体高压铸造等。
3、铝合金整体低压铸造,可以实现一体式成型,具有降低重量,减少零件数量、改善扭转刚度等优点,同时可以实现在浇注过程中放置砂芯,实现内部中空的结构,但是由于副车架整体结构复杂,尺寸较大,因此其铸造工艺难度较大,很容易产生缩松、气孔、夹渣、变形等质量缺陷,同时,因低压浇注工艺限制,其壁厚很难做到4mm以下;
4、低压铸造/型材焊接工艺铝合金副车架,通过铸造工艺加焊接工艺结合方式生产副车架,工艺相对简单,缺点是焊接工艺复杂,焊接质量难以控制,焊接后焊缝位置强度降低,影响副车架的可靠性,同时生产效率低;
5、高压铸造工艺副车架,因其高速充型的特点,可以生产更小壁厚的铸件,实现更加明显的减重,且生产效率很高。缺点是常规高压铸造没有低压铸造性能高,不能形成中空的结构,无法实现更高的强度及刚度需求,副车架使用场景受限,一般只在前副车架上使用,不能满足后副车架的使用需求。
6、专利文献1cn 115009362 a涉及一种生用车铝合金镶铸副车架及其制造工艺,采用铝型材预先镶嵌在铸造模具内并通过铝合金高真空压铸工艺一体成型,解决了钢质副车架重量大、铝合金低压铸件/铝型材焊接副车架焊接工艺复杂、铝合金整体空心低压铸造副车架工艺难度大的问题。
7、本发明提出的镶嵌连接方式,采用光滑表面,经特殊弯曲结构与压铸副车架结合。专利文献1采用在铝型材表面车u型槽进行固定。
8、专利文献2cn 114799127 a公布了一种整体空心副车架的低压金属型铸造方法,解决了空心副车架局部结构在金属型模具无法分型的问题,实现了更复杂的浇铸系统设计,对空心副车架耳片薄壁结构的实现合理补缩,防止产生缩松、冷隔缺陷,满足空心副车架薄壁结构的成型性,降低内部缺陷,提高生产成品率。
9、本发明提出的副车架生产工艺为压铸工艺,专利文献2提出的副车架生产工艺为低压铸造工艺。
10、本发明提出的环形中空结构,通过异质型材镶嵌成型,专利文献2提出的空心结构,通过砂芯形成。
11、专利文献3cn 204821710 u提出了一种车辆及车辆副车架,其纵梁与前横梁总成以及后横梁总成之间采用套嵌式焊接相连或镶嵌式焊接相连,有效增强了纵梁与两个横梁总成之间的焊接强度,从而使得整个副车架的结构强度得以提升,副车架的耐久度得到了显著提高。
12、本发明提出的副车架采用压铸工艺形成,专利文献3提出的副车架采用铸造加焊接工艺形成。
13、本发明提出的副车架,通过异质型材镶嵌,实现了贯穿式的中空结构;专利文献3提出的副车架,中空结构是局部中空。
技术实现思路
1、本发明要解决的技术问题在于克服现有高压铸造铝合金副车架无法形成空心结构的难题,提供了一种乘用车异质型材镶嵌中空结构压铸副车架及其制造工艺。
2、需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
3、为解决上述技术问题,本发明是采用如下技术方案实现的:
4、一种乘用车异质型材镶嵌中空结构压铸副车架,其特征在于:
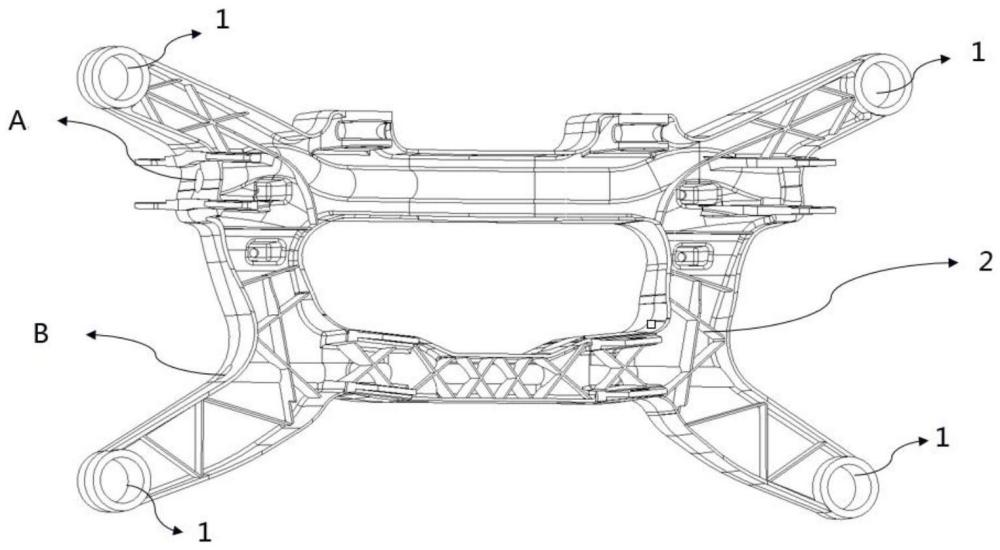
5、在副车架上下横梁位置,设置两组环形贯穿式中空结构。
6、进一步地,所述中空结构位置壁厚3mm。
7、异质型材镶嵌在副车架上下横梁上;
8、异质型材与压铸件机械式结合,异质型材放置于模具内,在压铸时被铸件紧密包裹。
9、压铸件指的是副车架本体;
10、异质型材为镶嵌件,编号3、4,除镶嵌件外,其余均为副车架本体,即压铸件。
11、进一步地,副车架外框区域,设计为双工字型结构,壁厚为2.5mm-3.5mm;在副车架工字型区域设计加强筋结构,加强筋最厚位置壁厚3mm,并设置1°拔模角度。
12、一种乘用车异质型材镶嵌中空结构压铸副车架的制造工艺,包括以下步骤:
13、步骤一、根据副车架空心结构设计,分离出形成空心结构材料图纸,异质型材镶嵌件两端各加长100mm,用于和模具定位,根据图纸设计制作异质型材模具,并进行制作;制作出空心异质型材,异质型材壁厚1mm;
14、步骤二、根据副车架外观结构,设计高压铸造模具,并进行制作,对应空心结构异质型材,在模具上设置异质型材两端定位区域;
15、步骤三、生产时,先将空心结构异质型材镶嵌件置于模具内腔定位区域,然后动模滑动、合模,按设定工艺参数进行浇注,将熔化合金注入模具内腔,采用高真空压铸形式;浇注完成后,机械手取件,将副车架及其浇注系统自模具内取出,转移至后续清理工位;
16、步骤四、借助环形异质型材镶嵌的形式,在压铸工艺副车架内部形成环形中空结构;镶嵌异质型材借助弯曲定位,同压铸工艺副车架模具紧密贴合并固定。
17、异质型材在模具内和模具紧密贴合固定;
18、压铸工艺,指此副车架的铸造工艺;
19、进一步地,在设计阶段,加强筋结构设计,在副车架平面位置,设计网格状结构加强筋2,加强筋壁厚最厚位置3mm,并带1°的拔模角度。
20、进一步地,在副车架上下横梁位置,设计两个贯穿式环状中空结构,中空结构壁厚3mm,借助中空结构,实现副车架整体刚度提升。
21、进一步地,带镶嵌环形中空结构副车架产品结构锁定后,设计高真空压铸模具;在常规压铸模具设计的基础上,设计异质型材定位结构;在中空结构两端位置,分别设置长度为100mm环状定位结构,便于异质型材放置。
22、进一步地,型材准备:根据产品设计的需求,设计上下段异质型材模具,进行所需上下段异质型材制作;异质型材壁厚设计为1mm;
23、异质型材的材质选择,选材原则:
24、(1)镶嵌件熔点比基体金属熔点高;
25、(2)镶嵌件强度高于基体金属,具备高耐冲击性能;
26、(3)镶嵌件有良好的耐腐蚀性能;
27、异质型材选材质为:6系铝合金、7系高强度铝合金、不锈钢或碳纤维材料;
28、异质型材固定结构设计,在异质型材结构设计阶段,及副车架中空结构设计时,考虑异质型材与压铸件的定位,异质型材设计圆滑弯曲结构,在上段异质型材上设置弯曲定位结构,在下段异质型材上设置弯曲定位结构。
29、进一步地,在副车架生产阶段:
30、铝液选择:选择自主开发的免热处理铝合金,浇注温度设定在680℃-700℃,经15min-20min精炼除气后,具备使用条件;
31、异质型材放置:分别将上段异质型材、下段异质型材放置于浇注模具对应定位位置,上段异质型材放置在模具定位位置,下段异质型材放置在在模具定位位置,保证异质型材和模具在上下左右方向固定;然后动模滑动,模具合模,模具与上段异质型材压紧点,下段异质型材压紧点紧密贴合;
32、按设定压铸工艺,进行压铸副车架生产;
33、浇注后,借助上下段异质型材,直接在副车架内部形成两个贯穿式环状中空结构;型材壁厚1mm,压铸铝合金2mm,整体形成3mm壁厚环形中空结构。
34、进一步地,压铸工艺参数:
35、铝液温度:660-690℃;
36、模具型腔真空度:30-60mbar;
37、模具温度:180-220℃;
38、慢压射速度:0.2-0.3m/s;
39、快压射速度:6-8m/s;
40、冲型速度:50-70m/s;
41、压射比压:40-65mpa;
42、与现有技术相比本发明的有益效果是:
43、本发明提出了一种乘用车空心结构高压铸造副车架,通过优化高压铸造副车架的结构,开发一种新型的高压铸造工艺,在高压铸造副车架上实现整体壁厚3mm,并形成贯穿式空心环形结构,通过环形内在结构,提高副车架的整体刚度,达到压铸副车架产品减重与刚度提升的增益效果。
本文地址:https://www.jishuxx.com/zhuanli/20240722/229645.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表