用于在眼镜镜片基材的表面上施加表面图案的方法以及具有表面图案的眼镜镜片基材与流程
- 国知局
- 2024-08-01 04:06:43
本发明涉及一种用于在眼镜镜片基材的表面上施加表面图案的方法、一种包含聚合物镜片材料的眼镜镜片基材、以及一种包含聚合物镜片材料并在眼镜镜片基材的表面上展现出表面图案的眼镜镜片基材。
背景技术:
1、眼镜镜片出于多种原因而被标记。例如,镜片表面上的临时标记可以用于实现成品镜片的对准和对准控制以用于后续处理步骤如切割或穿孔。镜片表面上的永久标记可以包含关于例如制造商、批号或光学元件特征的信息。此类永久标记对于标记镜片的佩戴者或在镜片的正常使用期间通常是不可见的(“半可见的”)并且可以具有相应小的尺寸。
2、被视为最接近的现有技术的ep 2 184 127 b1披露了一种用于在由在可见光谱区域中透明的材料组成的光学元件中产生永久标记的方法。用激光辐射来照射光学元件的标记区域以便生成局部近表面材料变化,从而生成具有规定形状和尺寸的标记。所使用的激光辐射具有在1.1μm与9.2μm之间的工作波长。选择光学元件的材料表现出部分吸收的工作波长,透射率在60%至98%之间。然而,此种基于激光的方法去除了基材材料的一部分,这可能导致比如材料弱化等缺点。此外,需要特定的激光设备来执行该方法。
3、wo 2010/084 272a1披露了一种用于在眼科玻璃上打印的方法,该方法包括通过以下项来形成图案:在眼科玻璃的表面上沉积第一可光聚合油墨,使用uv可见光源将第一油墨聚合以及使用第二透明油墨在图案的至少一部分上制作套印。然而,所披露的方法要求特殊的油墨以及uv光设备。
4、wo 2014/053 716a1披露了一种用于在对于液态油墨来说是非润湿的表面上打印喷墨标记的方法。该方法包括以下步骤:以第一速度沉积第一油墨层以提供粘附性,以及以第二速度沉积第二层以便使得该标记可见。
5、us2018/0 162 143a1披露了一种用于打印光学部件、特别是眼科镜片的方法,该方法通过借助于打印头在几个连续的打印步骤中并排地且一个位于另一个之上地沉积打印墨滴。在至少一个打印步骤期间,指示至少一个镜片参数的标识符在结构上被集成到光学部件中。
6、由于至少两个步骤程序,因此所建议的打印方法是耗时的。此外,该方法依赖于在基材表面上添加材料并且因此标记仅位于基材表面上。这可能导致所获得的标记易于去除。
7、ep 3 812 142 a1建议施加遮蔽剂以改变眼镜镜片基材的表面形貌。除了标记之外,眼镜镜片的着色(tinting)(有时称为着色(coloring))还用于多个目的,如过滤特定波长的光或美感方面。常规地,着色的眼镜镜片是通过在高温下将基材浸入包含至少一种染料的浴中来制备。
8、除此之外,一些眼镜镜片展现出结构化表面,例如,如果将此类眼镜镜片佩戴在佩戴者的眼睛前方,那么用于减缓近视的进展。此类眼镜镜片披露于例如wo 2019/206569a1、us10 268 050 b2、wo 2020/099 549a1和wo 2020/078 964a1中。
技术实现思路
1、关于所提及的现有技术,本发明的一个目的是提供一种用于以容易施加且可再现的方式在包含聚合物镜片材料的眼镜镜片基材的表面上施加表面图案的改善的方法。
2、本发明的另外的目的是提供一种具有改善的表面图案的眼镜镜片基材。
3、第一个目的通过如权利要求1所述的一种用于在聚合物眼镜镜片基材的表面上施加表面图案的方法来实现。另外的目的通过如权利要求11所述的一种包含聚合物镜片材料并展现出表面图案的眼镜镜片基材来实现。从属权利要求包含本发明的进一步发展。
4、在整个本说明书中,以下定义适用:
5、术语“聚合物眼镜镜片基材”是指这样的眼镜镜片基材,其
6、-包含至少一种热固性硬树脂(iso 13666:2019(e),第3.3.3节)和/或至少一种热塑性硬树脂(iso 13666:2019(e),第3.3.4节)或
7、-由至少一种热固性硬树脂或至少一种热塑性硬树脂组成。
8、术语“促进剂”是指可以用于加宽热固性硬树脂(即通过固化不可逆地硬化的聚合物)的聚合物网络、或用于加宽热塑性硬树脂(即可以反复地通过加热软化和通过冷却硬化的塑料材料)的聚合物网络的物质。聚合物网络的加宽可以增强溶胀剂的吸收。
9、术语“屈光不正(ametropia)”是指由于眼睛的形状而导致将光线准确聚焦在眼睛视网膜上的问题的屈光不正(refractive error)。最常见的屈光不正类型包括近视、远视、散光和老花眼(iso 13666:2019(e),第3.1.14节)。
10、术语“实际配戴位置”是在配戴期间眼镜镜片相对于眼睛和面部的位置(包括取向)(iso 13666:2019(e),第3.2.36节)。实际配戴位置由实际配戴前倾角、实际配戴镜圈面部弧度以及顶点距离确定。实际配戴前倾角是在包含主方向的竖直平面内在水平方向与经过镜架的上部镜圈和下部镜圈的凹槽的顶点的参考线的垂直方向之间的竖直角(iso13666:2019(e),第3.2.37节),其中主方向是当肉眼直视前方时以习惯的头部和身体姿势测量的、到无限远处的物体的视线方向(通常取为水平方向)(iso 13666:2019(e),第3.2.25节),并且视线是从物体空间中的兴趣点(即,注视点)到眼睛的入射光瞳中心的光线路径以及其在图像空间中从出射光瞳的中心到视网膜注视点(通常是中央凹)的延续(iso13666:2019(e),第3.2.24节)。实际配戴前倾角的典型值位于-20度与+30度之间的范围内。实际配戴镜圈面部弧度是在包含主方向的水平平面内在主方向与经过镜架的鼻部镜圈和颞部镜圈的凹槽的顶点的参考线的垂直方向之间的水平角(iso 13666:2019(e),第3.2.38节)。实际配戴镜圈面部弧度的典型值位于-5度与+30度之间的范围内。顶点距离是眼睛处于第一眼位时测量的在眼镜镜片的后表面与角膜的顶点之间的水平距离(iso 13666:2019(e),第3.2.40节),其中第一眼位是当看向主方向上时眼睛的位置(iso 13666:2019(e),第3.2.26节)。顶点距离的典型值位于5mm与30mm之间的范围内。实际佩戴位置可以是对于特定个体确定的个体实际佩戴位置或对于限定的佩戴者组确定的通用实际佩戴位置。
11、术语“组合物”是指单一材料或者两种或更多种不同材料的混合物,如溶液、分散体等。关于本发明,组合物至少包含溶胀剂。组合物可以由溶胀剂组成或者它可以包含除溶胀剂之外的其他材料,如一种或多种促进剂。
12、术语“凝结点”是指液体或熔融固体固化的最高温度。对于石油蜡,例如本说明书中提及的蜡,可以根据din iso 2207:1983-12测定。
13、术语“扩散”是指通过与周围材料混合而散布穿过周围材料或散布到周围材料中的物理过程。扩散可以被视为分子从较高浓度区域到较低浓度区域的净运动。扩散由浓度梯度驱动。扩散的速率取决于温度和材料组合,例如物质a在b中的扩散具有特定的温度相关的扩散速率。
14、在将组合物沉积或施加到表面的上下文中,术语“直接”和“直接地”意指组合物沉积或施加到表面上而在表面与组合物之间没有任何其他材料(例如呈层的形式)。
15、术语“玻璃化转变温度”是指低于该温度,完全或部分无定形聚合物处于玻璃态或硬弹性、脆性状态,以及高于该温度,它们处于高度粘性或橡胶弹性、柔性状态。根据iupac(meille stefano,v.;allegra,g.;geil phillip,h.;he,j.;hess,m.;jin,j.-i.;kratochvíl,p.;mormann,w.;stepto,r.(2011).“definitions of terms relating tocrystalline polymers[与结晶聚合物相关的术语定义](iupac推荐2011)”.pureappl.chem.[纯粹与应用化学]83(10):1831.doi:10.1351/pac-rec-10-11-13.),玻璃化转变温度是发生玻璃化转变的温度,即在该温度聚合物熔体在冷却时变化为聚合物玻璃或聚合物玻璃在加热时变化为聚合物熔体。玻璃化转变温度可以通过差示扫描量热法测定(iso11357-2:2020(e))。如本披露中使用的术语“玻璃化转变温度”是指玻璃化转变温度的起始温度,其是玻璃化转变开始的温度。它可以通过外推相关的差示扫描量热曲线来确定。
16、术语“加热”是指通过输入能量来升高温度的方法。
17、术语“喷墨打印”是指通过油墨微滴的离散沉积在表面上形成图案的非接触式方法。术语“油墨”是指可以逐微滴沉积的任何组合物,不论其颜色如何。为能够或促进微滴的形成并且沉积,可能需要将油墨加热到一定温度。喷墨打印的常见程序包括连续喷墨法和按需滴墨法,这两种方法都是本领域技术人员所熟知的。
18、术语“小透镜”是指呈微透镜形式的光学元件。多个小透镜可以布置在同一平面中,形成小透镜阵列。小透镜可以提供额外的光焦度,即眼镜镜片的光焦度增加的光焦度(iso 13666:2019(e),第3.10.2节)。眼镜镜片的光焦度可以在调节的辅助下在中央凹上提供聚焦的图像,并且当增加到眼镜镜片的光焦度时,如果小透镜用于至少延缓近视,那么额加的光焦度可以提供近视离焦。
19、术语“镜片材料”是指眼镜镜片基材的光学材料(iso 13666:2019(e),第3.3.1节)。眼镜镜片基材可以包含镜片材料或由镜片材料组成。优选地,光学材料包含至少一种热固性硬树脂和/或至少一种热塑性硬树脂。
20、术语“局部分辨”意指对于眼镜镜片基材的表面的横向尺寸可以实现不同的特性。
21、术语“近视”是指其中光聚焦在视网膜前方而不是视网膜上的眼部疾病。
22、术语“光学元件”是指光学有效元件,例如透镜。
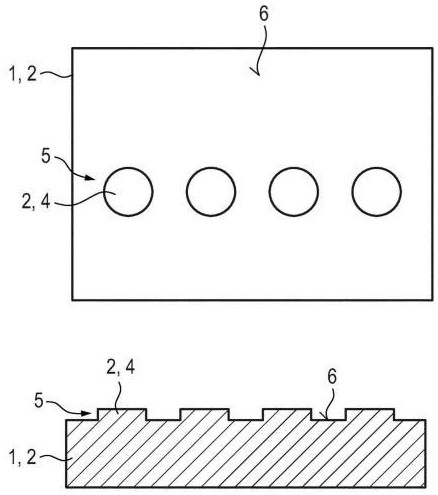
23、术语“图案”是指一个或多个宏观元素,例如数字,任何类型图形的字母,图形表示如点、符号等。示例性实施例中使用的图案是字母“mark”。表面图案是由以下项引起的图案:
24、-眼镜镜片基材表面内的高度差异,
25、-在眼镜镜片基材的至少一个表面上的至少一个小透镜、优选多个小透镜。
26、术语“聚合物”和“聚合物的”是指由许多重复子单元构成的大分子构成的天然或合成物质。它们包括均聚物和共聚物,如接枝聚合物。
27、术语“可聚合的”描述了某种物质被聚合的能力。
28、术语“聚合(polymerize和polymerizing)”是指聚合过程,即根据以下文献将单体或单体混合物转化为聚合物的过程:jenkins,a.d.;kratochvíl,p.;stepto,r.f.t.;suter,u.w.(1996)。“glossary of basic terms in polymer science[聚合物科学基本术语汇编](iupac推荐1996)”(pdf)。pure and applied chemistry[纯粹与应用化学].68(12):2287–2311.doi:10.1351/pac199668122287。
29、术语“眼镜镜片”是指一种配戴在眼球前方但不与眼球接触的眼科镜片(iso13666:2019(e),第3.5.2节),其中眼科镜片是旨在用于测量、矫正和/或保护眼睛、或者改变其外观的镜片(iso 13666:2019(e),第3.5.1节)。
30、术语“眼镜镜片基材”是指在眼镜镜片的制造过程期间使用的一片光学材料,即成品镜片(iso 13666:2019(e),第3.8.7节)、未切割镜片(iso 13666:2019(e),第3.8.8节)或磨边镜片(iso 13666:2019(e),第3.8.9节)的前体。成品镜片的合适前体是例如半成品镜片毛坯,其中术语“半成品镜片毛坯”是指一片光学材料,该光学材料具有用于制作眼镜镜片的一个光学成品表面(iso 13666:2019(e),第3.8.1节)。在任何情况下,如本文所使用的眼镜镜片基材呈现出至少一个没有任何涂层(比如ar(抗反射)涂层或hc(硬覆层)涂层)的表面,该表面将用于本文所描述的方法。
31、术语“硬脂酰胺蜡”意指硬脂酸酰胺,cas124-26-5。
32、术语“物质”是指为具有恒定化学组成和特征特性的物质形式的化学物质(iupac.compendium of chemical terminology[化学术语概略],第二版(“金书(the“goldbook”)”)。由a.d.mcnaught和a.wilkinson编写。blackwell scientific publications[布莱克威尔出版社],牛津(1997年)。在线版本(2019年)由s.j.chalk创建。isbn 0-9678550-9-8.https://doi.org/10.1351/goldbook.)。
33、术语“表面”是指三维眼镜镜片基材或眼镜镜片与环境直接接触的任一层或表面。该表面可以被视为其边界。眼镜镜片基材的表面包括其前表面,即前侧;侧表面,即边缘;以及后表面,即后侧。
34、在眼镜镜片的上下文中,表述“前表面”用于当安装和配戴在镜架中时背向配戴者眼睛的眼镜片表面(iso 13666:2019(e),第3.8.13节)。在半成品镜片毛坯的上下文中,表述“前表面”用于最终将成为由半成品镜片毛坯制造的眼镜镜片的前表面的表面。用作制造眼镜片的起始物体的半成品镜片毛坯的前表面的一区段的曲率可能已经类似于要制造的眼镜片的曲率。
35、在眼镜镜片的上下文中,表述“后表面”用于当安装和配戴在眼镜架中时背向配戴者眼睛的眼镜镜片表面(iso 13666:2019(e),第3.8.14节)。在半成品镜片毛坯的上下文中,表述“后表面”用于最终将成为由半成品镜片毛坯制造的眼镜镜片的后表面的表面。半成品镜片毛坯的后表面可以在眼镜镜片的制造过程中被机加工。
36、术语“溶胀剂”是指扩散到镜片材料中并使镜片材料的聚合物网络溶胀导致体积增加的物质。溶胀可能导致眼镜镜片基材表面内的高度差异。它还可能导致受影响的表面体积区段内不同的机械和光学特性。
37、本说明书和所附权利要求书中使用的冠词“一”、“一个”和“该”包括复数指代物,除非明确且毫不含糊地限于一个指代物。
38、当在两个或更多个元素的系列中使用时,此处使用的术语“和/或”意指可以单独使用所列出的任何元素,或者可以使用所列出的元素中的两个或更多个元素的任何组合。例如,当描述方法a、b和/或c的用法时,可以使用单独的方法a;单独的b;单独的c;a和b一起;a和c一起;b和c一起;或a、b和c一起。
39、在第一方面,本发明提供了一种用于在眼镜镜片基材的表面上施加表面图案的方法。该方法包括以下步骤:提供包含聚合物镜片材料的眼镜镜片基材,提供包含溶胀剂的组合物,在眼镜镜片基材的表面上施加组合物的图案,以及使溶胀剂从组合物扩散到镜片材料中。
40、可选地,使溶胀剂从组合物扩散到镜片材料中的步骤可以包括加热眼镜镜片基材,即加热眼镜镜片基材以使溶胀剂从组合物扩散到镜片材料中。
41、此后,可以将组合物从眼镜镜片基材的表面去除。该方法可以进一步包括在去除组合物之后在眼镜镜片基材的表面上施加涂层,例如ar(抗反射,iso 13666:2019(e),第3.18.3节)和/或hc(硬涂,iso 13666:2019(e),第3.18.2节)涂层。
42、该方法利用溶胀剂分子从组合物到镜片材料中的扩散以获得表面图案。可以通过加热眼镜镜片基材来加速扩散。由于组合物作为图案施加在基材表面上,因此获得了局部分辨的表面图案。施加的组合物的图案对应于待施加到眼镜镜片基材的表面上的表面图案。
43、优选地,溶胀剂的转移仅通过扩散发生。这使得能够实现转移工艺的良好控制。
44、为了实现适当的扩散,应适当选择工艺温度。由于具有不同特性的不同材料可以在本发明的范围内组合,因此不可能指示可以用于所有材料组合的特定温度。尽管如此,技术人员将能够考虑以下限制来确定合适的温度。
45、温度应低于组合物的凝结点以避免熔融的组合物在基材表面上铺展。这避免了所施加的图案由于重力而变形以及由此导致的分辨率劣化,即可以获得具有高再现性的高空间分辨率。
46、此外,温度应高于镜片材料的玻璃化转变温度。由于镜片材料的柔软状态,这使得溶胀剂能够足够快地扩散,同时保持基材的物理尺寸。如果温度高于镜片材料的玻璃化转变温度,那么溶胀过程也可能加速。
47、除了这些限制之外,温度可以优选地足够高,使得溶胀剂分子的迁移率能够实现在几秒至约7天的范围内的处理。这允许合理的生产时间。更优选地,可以以溶胀剂进入镜片材料中的扩散比完全相同的溶胀剂在镜片材料内的扩散的数量级更大的方式来选择温度。这避免了分辨率的劣化并且因此可以获得具有高分辨率的局部分辨的表面图案的基材。
48、优选地,溶胀过程的速率应当高于溶胀剂在镜片材料内扩散的扩散速率。这可以增强待形成的表面图案的空间分辨率。
49、加热眼镜镜片基材意指至少在眼镜镜片基材的应当图案化的相关区域内达到与发生上述过程相关的温度持续足够长的时间。加热可以视为回火。加热可以在施加组合物的图案之前和/或之后进行,例如使用烘箱。加热可以包括整个眼镜镜片基材或仅其一部分。加热甚至可能通过施加经加热的组合物来进行,使得所施加的经加热的组合物导致对眼镜镜片基材的加热。加热加速了溶胀剂扩散到镜片材料中。而且,加热还可以加速镜片材料的溶胀。
50、可以在本发明的上下文中使用的镜片材料是常规地用于光学和眼科的镜片材料。合适的镜片材料例如为以下类型:聚碳酸酯,聚酰胺,聚酰亚胺,聚砜,聚(对苯二甲酸乙二醇酯)和聚碳酸酯的共聚物,聚烯烃,二甘醇双(碳酸烯丙酯)的聚合物和共聚物,(甲基)丙烯酸类聚合物和共聚物以及环氧聚合物和共聚物。镜片材料的折射率可以是例如1.50、1.60或1.67。合适的镜片材料的具体实例是具有1.50的折射率的聚(烯丙基二甘醇碳酸酯)(cr-39)和具有1.60的折射率的聚(硫代氨基甲酸酯)(mr-8)或1.67的折射率的聚(硫代氨基甲酸酯)(mr-7)。
51、溶胀剂的合适实例可以是有机溶剂、有机染料和蜡类,例如硬脂酰胺蜡(cas标识符124-26-5)、石蜡和烃蜡(cas标识符8002-74-2)、氧化费托(fischer-tropsch)蜡、以及聚乙烯蜡(cas标识符9002-88-4)。来自制造商德乐士公司(deurex ag)的合适溶胀剂的具体实例及其材料特性在表1中示出。
52、
53、表1:合适溶胀剂的材料特性。
54、溶胀剂的具体选择取决于必须被溶胀的镜片材料,因为溶胀剂必须能够使所选择的镜片材料溶胀。此外,溶胀剂的选择取决于待施加到眼镜镜片基材表面上的表面图案所需的耐久性。如果选择在加热之后具有扩散出眼镜镜片基材表面的高扩散速率的溶胀剂,那么获得具有相当短的耐久性的非永久表面图案。相反,如果选择在加热之后具有扩散出眼镜镜片基材表面的低扩散速率的溶胀剂,那么获得较持久的表面图案。因此,该方法可用于永久和非永久图案化,这取决于溶胀剂的选择等。
55、某些溶胀剂的可用性可以在简单实验的框架内验证,其中将被选择用作溶胀剂的某些物质施加到所选镜片材料的表面上。在加热之后,如果该物质是合适的溶胀剂,那么镜片材料的溶胀应该是可观察到的。
56、组合物可以由溶胀剂组成或者包含另外的物质,例如用于获得有色图案的着色添加剂。包含溶胀剂的组合物的凝结点应当高于镜片材料的玻璃化转变温度。此外,组合物应当可从眼镜镜片基材的表面容易地去除而不损坏基材。优选地,组合物应当是无毒的且环境友好的以便于组合物的处理以及用过的或过量的组合物的处置。
57、优选地,组合物的图案可以直接施加在眼镜镜片基材的表面上。不需要比如底漆层的辅助层。因此,该方法易于应用并且实施起来具有成本效益。
58、该方法允许以具有高再现性的容易施加的方式将表面图案施加在眼镜镜片基材的表面上。取决于所选择的材料和工艺参数,可以获得永久或非永久的表面图案。
59、如果使用无色溶胀剂,那么获得的表面图案是透明且眼睛半可见的。相反,如果使用的组合物含有着色剂,那么获得的图案是彩色的,因此使得如果需要的话更容易识别。
60、由于溶胀导致眼镜镜片基材表面内的高度差异,因此图案不仅可以看到而且在触摸时可以感觉到。因此,图案还可以由视力有限的人通过触觉识别来识别。图案还可以用于装饰效果,例如采用ar涂层,因为当干涉层下方存在具有小凸起的图案时,干涉层看起来会有所不同,即外观是角度相关的。这对于具有或不具有矫正能力的着色太阳镜(例如由cr-39作为镜片材料制成)尤其重要。
61、在本发明方法的具体发展中,该方法包括在眼镜镜片基材的表面上施加促进剂。促进剂的合适实例是氯仿(cas 67-66-3)和芳香族醇类例如像苯甲醇(cas100-51-6)。
62、促进剂的具体选择取决于其聚合物网络应当被促进剂加宽的镜片材料。特定促进剂的可用性可以在简单实验的框架内验证,其中将被选择用作促进剂的特定物质施加到所选镜片材料的表面上。对于1.60和1.67镜片(mr-7和mr-8),苯甲醇可以用作促进剂。
63、促进剂的使用可以提高溶胀剂进入镜片材料中的扩散速率,从而导致在眼镜镜片基材上施加表面图案较短的生产时间。
64、在本发明方法的另外的具体发展中,该方法采用可聚合的溶胀剂。因此,该方法可以包括将可聚合的溶胀剂聚合。
65、可聚合的溶胀剂的实例是基于可聚合的噻吩结构的溶胀剂。除了噻吩之外,还可以使用在加热温度下不发生聚合的其他单体。
66、具体地,溶胀剂可以是可uv固化的,即可通过使用uv(紫外线)光照射聚合。uv固化具有反应时间快以及只需要uv光设备的优点。此外,聚合过程可以很好地控制。不需要例如自由基聚合所需的且可能对眼镜镜片基材有害的加热。
67、如果溶胀剂聚合,那么可以获得眼镜镜片基材的永久溶胀,因为聚合的溶胀剂不会再次从眼镜镜片基材中扩散出来。因此,可以获得眼镜镜片基材表面上的永久表面图案。
68、可聚合溶胀剂的聚合可以与眼镜镜片基材的加热同时进行,在将组合物从眼镜镜片基材的表面去除之后进行,或者在将组合物从眼镜镜片基材的表面去除之后与在眼镜镜片基材上施加涂层同时进行。
69、如果聚合在眼镜镜片基材的加热期间进行,那么可以避免额外的聚合方法步骤并且因此可以快速地执行整个方法。如果聚合在将组合物从眼镜镜片基材的表面去除之后进行,那么可以避免组合物中过量溶胀剂的聚合。因此,简化了将组合物从眼镜镜片基材表面去除。如果聚合在较晚的阶段进行,即在将组合物从眼镜镜片基材的表面去除之后与在眼镜镜片基材上施加涂层同时进行,那么可以组合上述优点,即可以避免额外的聚合方法步骤并且简化了将组合物从眼镜镜片基材的表面去除。
70、优选地,可以通过喷墨打印来施加图案。喷墨打印允许以高分辨率和可再现性在基材表面上施加图案。此外,可以通过选择适当的打印量(打印微滴的大小、打印工序的量等)来容易地预先确定镜片材料的每单位面积的溶胀剂的量。因此,通过选择打印特征,甚至可以在加热步骤之前准确地确定图案化眼镜镜片基材的最终外观。此外,喷墨打印可以容易地自动化。
71、在另外的具体发展中,施加图案并加热使得所获得的表面图案包括用于治疗屈光不正例如近视、远视、散光的光学元件。光学元件可以定位在眼镜镜片基材的表面上使得如果由眼镜镜片基材制造的眼镜镜片根据给定的实际佩戴位置相对于佩戴者的眼睛定位,那么屈光不正得到治疗。
72、通过溶胀眼镜镜片基材表面的某些区域,其形态和物理特性(如折射率)被改变。结果,这些区域的特征像屈光力发生变化。使用溶胀来形成光学元件是容易施加的。此外,光学元件的形成和布置可根据个人要求定制化,因为表面图案可以容易地从一个眼镜镜片基材改变为下一个,尤其是如果通过喷墨打印来施加组合物。
73、例如,光学元件可以包括被设计并布置在眼镜镜片基材的表面上的小透镜,如果由眼镜镜片基材制造的眼镜镜片根据给定的实际佩戴位置相对于佩戴者的眼睛定位,那么其用于至少延缓近视进展。
74、近视是非常常见的屈光不正,尤其是在年轻人中。因此,用于至少延缓近视进展的眼镜镜片非常重要。此类眼镜镜片可以例如包括小透镜,例如在wo 2019/206 569a1、us10268 050 b2和wo 2020/099549a1中所披露的。然而,采用模制或机加工工艺生产此类小透镜相当困难。使用上面提出的方法来形成此类小透镜可以促进此类眼镜镜片的生产,因为不需要特定的模具或机加工设备。相反,为了获得此类小透镜,在眼镜镜片基材的表面上施加组合物并加热可能是足够的。此外,小透镜可以以容易施加的方式单独地配置和定位。
75、根据本发明的另外的方面,提供了一种眼镜镜片基材,其包含聚合物镜片材料并且在眼镜镜片基材的表面上展现出表面图案。聚合物镜片材料在形成表面图案的位置处包含溶胀剂。
76、溶胀剂导致镜片材料在其存在的位置处溶胀,由此形成表面图案。此图案化的眼镜镜片基材是通过如上所述的在眼镜镜片基材的表面上施加表面图案的方法中的任一种可获得的。关于合适材料的特性和选择以及它们的优点,参考描述用于在眼镜镜片基材的表面上施加表面图案的方法的上述解释。
77、在一个具体的发展中,溶胀剂被聚合。
78、在另外的具体的实施例中,溶胀剂为选自在表1中描述的组中的至少一种。
79、在另外的具体实施例中,表面图案包括用于治疗屈光不正的光学元件。例如,光学元件可以包括被设计并布置在眼镜镜片基材的表面上的小透镜,如果由眼镜镜片基材制造的眼镜镜片根据给定的实际佩戴位置相对于佩戴者的眼睛定位,那么其用于至少延缓近视进展。
80、根据本发明的另外的方面,提供了一种包含聚合物镜片材料的眼镜镜片基材。眼镜镜片基材展现出包含施加到该眼镜镜片基材的表面上的溶胀剂的组合物的图案。
81、此眼镜镜片基材可以被视为具有通过上述用于在眼镜镜片基材的表面上施加表面图案的方法中的任一种可获得的表面图案的眼镜镜片基材的前体。
82、关于合适的材料的特性和选择和用于施加图案的方法以及它们的优点,参考描述用于在眼镜镜片基材的表面上施加表面图案的方法的上述解释。
本文地址:https://www.jishuxx.com/zhuanli/20240723/214658.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表