用于经由连接件热连接分别两个相邻材料幅面的装置、方法和可行驶连接设备与流程
- 国知局
- 2024-08-01 04:04:40
本发明涉及一种装置、方法和可行驶连接设备、尤其可行驶焊接设备,用于经由面型地处于下侧上的连接件热连接两个相邻的材料幅面,其中材料幅面以分别彼此面对的侧面至少部分地以相应的下侧彼此对接地在连接件的上侧上面型放置地布置。
背景技术:
1、这种材料幅面通常由可熔融和/或可熔化材料构成。例如,材料幅面可以由塑料材料、尤其热塑性塑料材料构成。但是例如,材料幅面也可以是沥青幅面。然而,其也可以是其材料不能被熔融和/或熔化的材料幅面,并且其至少部分地在下侧处设有可热活化粘合剂,其相应地是可以熔融的和/或可以熔化的。
2、材料幅面构造成是幅面状的,且因此是面型的,部分地具有表面结构。与其横向尺寸(长度和宽度)相比,材料幅面仅具有较小的高度(材料的厚度或强度)。同样的适用于连接件,其中连接件在与材料幅面相当的数量级的长度的情形中通常明显比材料幅面更窄。因此,连接件除了“幅面状”以外,备选地还以“带状”为特征。
3、材料幅面和连接件通常在加工的准备阶段中卷绕在滚轮上地提供,并且展开并放置在地基上以在加工现场进行加工。地基可以是例如建筑物的底部或壁部,并且由材料幅面通过材料幅面液密连接成在地基上的液密材料层相对于否则可能侵入或挤出的液体、例如水密封。如此例如,(平)屋顶、水池、通道或隧道可以被密封。在大多数情况下,在处理材料幅面时,在将材料幅面放置在地基上的分别设置的位置处之后,首先将材料幅面固定在地基处。在材料幅面放置在地基上时平坦地面型地放置在地基的上侧上的两个在材料幅面的厚度上相对而置的较大的面型侧中的那个通常称为材料幅面的下侧。背向地基的上侧的另一较大面型侧相应地被称为材料幅面的上侧。材料幅面的上侧和下侧之间的材料幅面的窄外侧边缘在下文中被称为(多个)侧面。关于连接件相应地对待。
4、当在常见应用中处理材料幅面时,材料幅面重叠地放置在地基上并连接。在此,材料幅面沿着材料幅面的彼此面对的侧面放置在直接相邻的材料幅面上,至少在其彼此面对的侧面的周围环境中的连接区域中,其中下侧的一部分在另一材料幅面的上侧的一部分上。如果材料幅面例如是热塑性材料幅面,则材料幅面可以通过在连接区域中同时且连续地局部加热来至少部分地塑化,并且在随后在连接区域中施加压力的情况下彼此连接。随着材料幅面的受热材料随后的冷却,沿着直接相邻的材料幅面的彼此面对的侧面在材料幅面之间建立重叠连接缝(简称重叠缝)。在连接区域中平坦地放置在另一材料幅面上的材料幅面在此在连接区域中连续地局部从其下侧起被加热,并且在连接区域中处于下方的材料幅面从其上侧起相应地同时被加热。在此,从现有技术中已知的、通常很大程度上自动化的、具有热空气焊接装置或接触焊接装置(“热楔”)的焊接设备通常用于加热待连接的材料幅面。因此,材料幅面的连接以及如果需要的话材料幅面在地基处的固定可以快速且有效地执行。
5、在一些应用中,材料幅面的重叠铺设和连接是不期望的。例如,这可能具有美学原因。由材料幅面的重叠铺设和连接产生的共同材料层由于重叠而在上侧或表面处不光滑并且在重叠缝处具有以棱边的形式的缝过渡。棱边相应于由于重叠而分别放置在直接相邻的材料幅面上侧的材料幅面的侧面。出于美观原因不期望的材料幅面的重叠铺设和连接的一个示例是游泳池(“池”)的密封。此应用中使用的材料幅面通常是pvc膜。由这种pvc膜在共同材料表面中重叠铺设和连接而产生的棱边可以在连接由液体pvc制成的材料幅面之后通过应用缝密封来遮掩。由此棱边处的跳跃的缝过渡变软。此外,由此防止在缝过渡处的污垢积聚。然而,在棱边由此“不可见”的意义上,无法实现共同材料表面中的重叠缝或棱边的完全遮掩。尤其在水面平静且游泳池有夜间照明时,尽管遮掩,缝过渡仍清晰可见。
6、上文描绘的重叠铺设和连接材料幅面的问题可以通过铺设和连接材料幅面对接来避免。在此,彼此直接毗邻、待连接的材料幅面以其相应的彼此面对的侧面彼此贴靠或对接铺设并彼此连接。在此,在使用连接件的情况下进行连接。它们在待连接的材料幅面下方布置在各两个直接相邻的待连接材料幅面之间的过渡处。在此,连接件被置入布置在待连接的材料幅面和地基之间的基底中的对应的凹部中,在该地基上铺设有材料幅面用于连接。基底可在此同样由幅面状材料构成,例如由羊毛构成的幅面。
7、材料幅面经由连接件的连接在至少两个基本步骤中进行。在此首先,将彼此直接毗邻并且待经由连接件连接的两个材料幅面中的第一个材料幅面与连接件连接。在此,这是两个材料幅面(其中一个是连接件)的通常重叠连接,并且原则上例如可以使用从现有技术已知的(自动化)焊接设备来进行。紧接着,将第二材料幅面与连接件连接。因为附加地与另一材料幅面的连接通过材料幅面沿着其彼此面对的侧面的连接进行,在此这不是通常的重叠连接。第二材料幅面与连接件和第一材料幅面的连接在此由手以手动式焊接器具(通常是热空气手动式器具)在多个子步骤中进行,以避免由于热能(燃烧)的过量作用而导致第一材料幅面的可见棱边的损坏。材料幅面的可见棱边在此是材料幅面的上侧棱边,在其处材料幅面的上侧和侧面彼此毗邻。用手将第二材料幅面与连接件和第一材料幅面连接是复杂的。为了在将第二材料幅面与连接件和第一材料幅面连接时获得适宜的结果,通常需要至少两个实施连接的人员来互相帮助。
技术实现思路
1、在此背景下,本公开的任务是提供一种用于利用连接件热连接两个材料幅面的改进的装置。尤其,值得期望的是提供一种能够利用其提高工作速度的装置。此外值得期望的是,进一步改进在相邻材料幅面的侧棱边的对焊缝在处于其下的连接件上时的缝质量。
2、根据本公开的各方面,提供一种具有权利要求1的特征的用于经由连接件热连接分别两个材料幅面的装置、具有权利要求11的特征的用于经由连接件连接分别两个材料幅面的方法以及具有权利要求13的特征的用于经由连接件连接分别两个材料幅面的可行驶连接设备。进一步有利的设计方案可以从相应的从属权利要求得知。
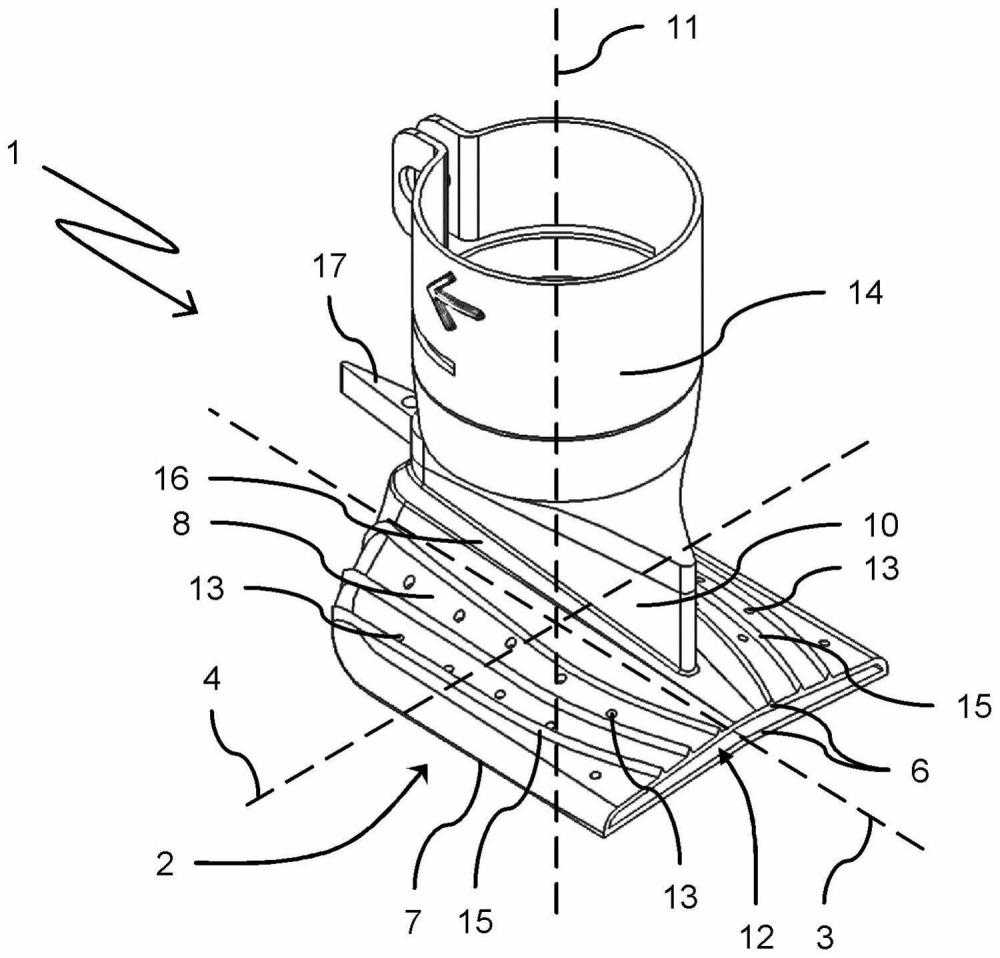
3、因此,所提出的用于热连接分别两个材料幅面的装置具有基体,该基体具有前棱边、与前棱边相对而置的后棱边和两个相对而置的纵向棱边,其中基体的上面侧和与上面侧相对而置的下面侧分别在前棱边和后棱边之间以及两个纵向棱边之间延伸。在此,上面侧、下面侧、前棱边、后棱边和两个纵向棱边可以完全界定基体的体积。该装置可以被尤其构造为关于基体可在连接件的上侧和材料幅面的下侧之间引导穿过。在此,基体的上面侧可以面对材料幅面的下侧,并且下面侧可以面对连接件的上侧。此外,装置的基体可被构造成用于,至少在材料幅面的相应下侧的毗邻于材料幅面的侧面的区域中如此地将材料幅面从前棱边到后棱边引导经过上面侧,使得材料幅面从基体的前棱边出发在前棱边和后棱边之间以其分别彼此面对的侧面彼此间隔开地引导经过基体的最大延伸的至少四分之一,尤其至少一半,尤其至少三分之二,且尤其至少四分之三。附加地,该装置可被构造成分别同时至少部分地加热材料幅面的下侧、连接件的上侧以及材料幅面的分别彼此面对的侧面,使得(同时)分别在两个材料幅面中的每个和连接件之间以及在材料幅面之间可创建彼此平行的连接,尤其平行的焊缝。
4、换句话说,所提出的装置可以被构造为对焊装置。在本公开的范畴中,焊接装置也可以被理解为用于热连接的装置。所提出的装置可构造成在两个对接而置的材料幅面和处于其下的连接带之间滑动,且在此在两侧在一步中生成两条平行焊缝。同时在此,两个对接端、即材料幅面的彼此面对的(短)侧可以至少部分地彼此焊接或彼此热连接。
5、所提出的解决方案可以提供以下优点中的一项或多项。由于两个材料幅面以及优选地同样幅面状连接件的热连接可以在工作过程中建立,因此可以节省多个工作步骤。由此可以缩短工作时间并提高效率,例如在制造对接焊缝时。另一个优点可以存在于提高的焊接质量。热连接可以在具有恒定作用的过程参数的工作过程中实施。另一个优点可以存在于操作员的生理上的减负荷,尤其相关联于装置与可行驶连接设备的连接。另一个优点可以存在于材料幅面的单一类型的连接。不同于传统方法,在传统方法中例如使用额外的粘合剂或者以接合物料层遮掩过渡或重叠,可以产生热产生的单一类型连接。此外,对于使用该装置的公司还可以得出优势,例如产品扩展、加强作为创新公司的市场地位、确保独家解决方案,例如在(无缝)游泳池或运动场、尤其户外中。
6、基体可被构造为使得两个材料幅面可如此在基体的上面侧上被引导,使得两个材料幅面在基体的第二端棱边处或在后棱边处(又)以其彼此面对的侧面彼此对接。特别优选地,材料幅面的下侧和连接件的上侧之间以及两个材料幅面之间的彼此平行焊缝无间距地合并到彼此中并形成共同焊缝。
7、该装置可构造为热空气加热装置或热空气加热装置的一部分,尤其以热空气喷嘴的形式。在此,材料幅面和连接件通过该装置以热空气加载以为了加热。备选地,根据本发明的装置可被构造为接触加热装置。在此,在装置、尤其装置的基体与材料幅面以及连接件之间的热接触的进程中,材料幅面和连接件的加热通过热传递进行。因为在材料幅面经由连接件连接时物理接触基本上发生在根据本发明的装置与材料幅面以及连接件之间,所以在该装置被设计为热空气喷嘴等时热传递还可以通过装置与材料幅面以及连接件之间的热接触来进行。然而,材料幅面和连接件的加热基本上通过加载以热空气来进行。
8、该装置优选地由耐热材料构造。在该装置被构造为接触加热装置时,此外由导热良好的材料的构造是优选的。该装置可以构造为多件式或一件式,其中一件式构造是优选的。该装置可以借助于增材制造方法(“3d打印”)来制造。
9、在本公开的范畴中,装置的基体的前棱边、后棱边和侧棱边不仅可以被理解为线状,而且需要时备选地和/或附加地被理解为平面型/面型。前棱边、后棱边、纵向棱边、上面侧和下面侧可以是分段的,即由分别至少两个分段形成。前棱边是装置的基体的那个棱边,其在分别两个材料幅面经由连接件连接时在装置相对于材料幅面和连接件沿(进给)方向移动时沿材料幅面的彼此面对的侧面位于前方并且面对运动方向。后棱边与之相应地在运动方向上位于后方并且背对运动方向。为了经由连接件连接分别两个材料幅面,该装置可相对于材料幅面和连接件沿着材料幅面的彼此面对的侧面移动,其中材料幅面和连接件被视为静止的。然而,备选地,材料幅面和连接件也可以相对于被视为静止的装置移动。
10、所提出的用于经由连接件连接分别两个材料幅面的装置尤其能够使得材料幅面能够经由连接件在一个进程中连接。所提出的解决方案的优点可以尤其在于不需要另外的工作或工作步骤来将第一材料幅面与第二材料幅面连接。此外,第一材料幅面和第二材料幅面均可在一个进程中与连接件连接。
11、装置的基体可以被构造为中空体,并且具有至少一个开口,用于使热空气从中空体在基体的后棱边处排出到基体的后棱边、连接件的上侧和材料幅面的下侧之间的空腔中。因此,基体或装置作为整体可以构造为热空气喷嘴的形式。通过后棱边处的至少一个空气出口,热空气可以到达材料幅面和连接件之间,并且从而可以在下侧加热材料幅面以及在上侧加热连接件。
12、装置的基体的上面侧和/或下面侧可以具有至少一个用于使热空气从基体排出的开口。热空气可以通过基体的上面侧处的一个或多个开口从基体朝着材料幅面的下侧逸出。由此,在通过基体的后棱边处的至少一个开口从基体排出的热空气的(主要)部分碰到材料幅面的下侧上且将其进一步加热之前,材料幅面已经可以在下侧被预热或被预加热。热空气可以通过基体的下面侧处的一个或多个开口从基体逸出至连接件的上侧。由此,在通过基体的后棱边处的至少一个开口从基体排出的热空气的(主要)部分碰到材料幅面的上侧上并进一步加热其之前,连接件已经可以在上侧被预热或被预加热。通过在其上面侧处和/或其下面侧处设置用于使热空气从基体排出的附加开口,可以进一步改善待连接的材料幅面和连接件的加热,例如关于加热发生的速度。因此可以进一步提高工作速度。
13、翅片可以从基体的上面侧突出。在此,翅片可以平行于基体的最大延伸至少部分地在前棱边和后棱边之间延伸。热空气可以从翅片的背对上面侧的一端起穿过翅片能引入到基体中。因此,翅片至少部分地构造为中空体和/或具有一个或多个中空体,热空气可穿过其被引入到构造为中空体的基体中。翅片的一个或多个中空体优选地在翅片的上面侧端部直至到基体的中空体的相应过渡之间延伸穿过翅片。
14、翅片可与基体一件式构造。翅片在与基体在其两个纵向棱边之间的最大延伸平行的方向上的最大延伸可以比基体在其两个纵向棱边之间的最大延伸更短。例如,翅片可平行于基体在其纵向棱边之间的最大延伸地延伸至基体在纵向棱边之间的最大延伸的至多四分之一、尤其至多五分之一、且尤其至多六分之一。优选地,翅片在与基体在其两个纵向棱边之间的最大延伸平行的方向上的最大延伸此外可以显著小于翅片在与基体在其前棱边和后棱边之间的最大延伸平行的方向上的最大延伸。例如,翅片在与基体在其纵向棱边之间的最大延伸平行的方向上的最大延伸仅为翅片在与基体在其前棱边和后棱边之间的最大延伸平行的方向上的最大延伸的三分之一,非常特别优选地至多四分之一,并且非常特别优选地至多六分之一。例如,翅片在平行于基体在其前棱边和后棱边之间的最大延伸的方向上并不延伸到基体的后棱边,而是优选地至少终止于在基体的后棱边之前基体在其前棱边和后棱边之间的最大延伸的六分之一的距离处。
15、基体的上面侧可构造成如此地引导材料幅面经过翅片,使得与材料幅面的下侧棱边之间的热接触在材料幅面的相应下侧至材料幅面的相应侧面之间的过渡处沿着翅片在前棱边和后棱边之间的延伸仅发生在翅片在基体的前棱边和后棱边之间的延伸的第二半部上,尤其仅在最后三分之一上并且尤其仅在最后四分之一上。通过相应的设计方案降低了在材料幅面的彼此面对的侧面和翅片之间的热接触下热能的过量输入的风险,以及对于侧面的对接缝在相应的侧面或对接面的区域中材料幅面的由此可能产生的损坏。
16、翅片的端部可联接到轴管处,该轴管构造用于引导气流至翅片的端部,且同时构造用于在热空气器具的设置用于排出可以由热空气器具生成的热空气流的区域中固定在热空气器具处。在此,轴管可以例如能够放置和/或能够固定到设置用于排出热空气的热空气器具的加热管的排出侧的端部上。热空气器具又可以例如是热空气焊接设备、例如热空气焊接自动装置的一部分。换句话说,轴管可以设置在翅片的上侧处。一方面,它可以用于固定装置和/或用于热空气的进入开口。
17、基体的下侧面可以设计成凹形的。在相应的设计方案的情形中,基体的下面侧可以因此向内弯曲。由此在基体的下面侧和连接件的上侧之间产生空腔,在下面侧中设置至少一个相应的开口以用于从基体排出热空气的情形中,热空气可以被引入到该空腔中。由此,能够还进一步改善连接件的上侧预加热和上侧加热。在此,空腔优选地不完全封闭,以避免在空腔中的空气积聚。尤其,空腔可以至少在基体的后棱边的区域中是敞开的。在此,基体可以例如如此地构造在下面侧和后棱边之间的过渡处,使得在基体的下棱边和连接件的上侧之间得出至少一个空腔至周围环境的开口。
18、该装置可以构造为可电加热的接触加热装置。在该设计方案中,连接件的上侧加热和/或材料幅面的下侧加热可通过在装置的基体和连接件以及材料幅面之间的热接触下(在同时物理接触的情形中)传递热能而进行。在此,基体的上面侧的至少较大部分可以与材料幅面的相应下侧的部分(连续)热接触,并且同时基体的下面侧的主要部分可以与连接件的上侧的部分(连续)热接触。
19、例如,可以设置成,该装置至少部分地由可以直接电气上通电的加热板构造。在此,一个或多个加热板可以形成装置的基体的上面侧和/或下面侧的至少一部分。备选地或附加地,可以设置成,用于热连接分别两个材料幅面的装置至少部分地构造为由导热材料制成的实体材料块,其具有用于至少一个电加热元件的至少一个容纳部。这种电加热元件可以是加热筒,其例如在为此设置在装置的基体的优选地实心实施的部分区域处的钻孔中可以至少部分地布置在基体中。
20、至少两个导引轮廓部可以从基体的上面侧向外突出,其中导引轮廓部可以至少部分地在前棱边和后棱边之间延伸超过第一上面侧。导引轮廓部可被构造成对于基体在前棱边和后棱边之间的最大延伸的至少四分之一、尤其至少一半、尤其至少三分之二且尤其至少四分之三以其相应的侧面彼此间隔开地引导材料幅面经过上面侧,并且使材料幅面朝后棱边与侧面彼此对接地产生贴靠。
21、通过在上面侧处设置导引轮廓部,材料幅面经过装置的基体的上面侧的引导并且在此尤其材料幅面在基体的后棱边处的合并可以如此改进,使得材料幅面以彼此面对的侧面(又)彼此对接。如果该装置具有翅片,材料幅面经过装置的基体的上面侧的引导此外可在原则上避免热接触方面或在至少避免在材料幅面的彼此面对的侧面和装置的翅片之间的热接触下热能到侧面中的过量输入方面同样改进。
22、根据另一方面,提出了一种用于经由幅面状连接件热连接分别两个材料幅面的方法,带有如下步骤:
23、a.提供至少一个面型地处于下侧上的连接件和经由该连接件待连接的两个材料幅面,该两个材料幅面以分别彼此面对的侧棱边彼此对接地分别至少部分地以下侧在连接件的上侧上面型放置地布置;
24、b.至少部分地(连续和/或同时)加热连接区域中的材料幅面的下侧、材料幅面的侧棱边和连接件的上侧,使得在材料幅面中的每个和连接件之间以及在材料幅面之间的连接区域中,彼此平行的区域同时构造材料幅面的熔融和/或熔化材料以及连接件的熔融和/或熔化材料,它们优选无间距地合并到彼此中;
25、c.在加热后立即从其上侧起在连接区域向材料幅面施加压力,以在冷却在所述区域中通过加热而熔融和/或熔化的材料幅面的材料和熔融和/或熔化的连接件的的材料的情形中在材料幅面中的每个和连接件之间同时构造分别一个连接(连接缝或焊缝)以及在材料幅面之间构造另一连接(连接缝或焊缝),其中焊缝平行地无间距地彼此延伸。
26、所提出的用于经由连接件热连接分别两个材料幅面的方法的优点可以在于,材料幅面快速且有效地在一个进程中以相应的彼此面对的侧面彼此对接地彼此连接。此外,可以在同一工作步骤中建立与处于其下的连接件的连接。
27、连接区域中的材料幅面的下侧、材料幅面的侧棱边和连接件的上侧的加热可以借助于相应于设计方案中的一个或相应于设计方案的任意组合的用于热连接分别两个材料幅面的装置如在上文的段落中描述的那样进行。
28、根据本公开的另一方面,用于经由面型地处于下侧上的幅面状连接件连接分别两个材料幅面的可行驶连接设备、尤其可行驶焊接设备,其中材料幅面以分别彼此面对的侧面彼此对接地至少部分地以下侧在连接件的上侧上面型放置地布置,具有至少一个承载框架和由布置在承载框架处的分别至少一个按压辊和行驶辊形成的行驶架。在此,关于焊接设备在连接材料幅面时沿着材料幅面的侧面的优选运动方向或进给方向,行驶辊在承载框架处可以布置在承载框架的前部区域中且按压棍可以布置在承载框架的后部区域中。这种可行驶连接设备可具有用于相应于设计方案中的一个或相应于设计方案的任意组合来热连接分别两个材料幅面的装置,如上文的段落中描述的那样。
29、用于热连接分别两个材料幅面的装置构造成相对于连接设备的行驶架可高度调节。因此,该装置可以被构造成相对于焊接设备可以在平坦地基上移动的平面沿着对于该平面的垂直线是可调节的。这种设计方案的优点可以在于可以处理不同厚度的材料幅面。例如,塑料密封幅面通常具有比用于户外的运动场幅面更小的厚度。
30、连接设备可以具有至少一个沿连接设备的优选运动方向或进给方向布置在装置之前和/或之后的用于视觉地显示材料幅面的彼此面对和彼此对接的侧面的位置的引导辅助件(也称为引导装置)。由此对操作者而言简化在连接过程开始时沿着待连接的材料幅面的彼此面对的侧面对准用于热连接分别两个材料幅面的装置。如果根据本发明的连接设备被构造为半自动装置,即,可由操作者引导,由此对于操作者而言简化在将材料幅面利用连接设备连接时沿着待连接的材料幅面的彼此面对的侧面引导连接设备。引导辅助件可以与行驶辊和/或按压辊整体地构造。
31、显然,在不脱离本发明的范畴的情况下,上文提到的和下面还将要解释的特征不仅可以以分别说明的组合使用,而且可以以其他组合或单独使用。
本文地址:https://www.jishuxx.com/zhuanli/20240723/214529.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表