汽车硅胶透镜注塑模具用热固性材料流道机构的制作方法
- 国知局
- 2024-08-01 04:14:23
本技术属于模具,涉及一种汽车硅胶透镜注塑模具用热固性材料流道机构。
背景技术:
1、因热固性硅胶有必须全封闭的要求,硅胶的进胶口必须在产品中间,硅胶流动的流道温度需要控制在80°内,高于会使硅胶在流道内固化,从而无法生产,模具表面需要温度控制在150°以上,不然硅胶成型会不良,流道与模具温度的隔绝又成为了一个技术难点。
2、如中国专利公开了一种应用于adb矩阵式硅胶透镜的模具[申请号:202320411578.0],包括动模镶件和动模仁,动模仁的第一凸台上开设有注塑槽,所述注塑槽贯穿动模仁的第一凸台,动模仁的第一凸台朝向动模镶件的端面上开设有排气槽;动模镶件的第二凸台朝向动模仁的端面上开设有溢料槽,溢料槽的外周开设有溢料沟道,溢料沟道沿溢料槽的轴向延伸。
技术实现思路
1、本实用新型的目的是针对上述问题,提供一种汽车硅胶透镜注塑模具用热固性材料流道机构。
2、为达到上述目的,本实用新型采用了下列技术方案:
3、一种汽车硅胶透镜注塑模具用热固性材料流道机构,包括注塑板和设置在注塑板下侧的上模镶块,所述的注塑板上竖直设置有注塑管,所述的注塑管竖直贯穿上模镶块并与成型腔相连,所述的注塑管底端设置有具有冷却结构的流道嘴帽。
4、在上述的汽车硅胶透镜注塑模具用热固性材料流道机构中,所述的冷却结构包括设置在流道嘴帽内的一号环形水路。
5、在上述的汽车硅胶透镜注塑模具用热固性材料流道机构中,所述的一号环形水路的内径为1.5mm。
6、在上述的汽车硅胶透镜注塑模具用热固性材料流道机构中,所述的流道嘴帽由铜制成。
7、在上述的汽车硅胶透镜注塑模具用热固性材料流道机构中,所述的流道嘴帽通过焊接固定在注塑管上。
8、在上述的汽车硅胶透镜注塑模具用热固性材料流道机构中,所述的流道嘴帽外侧还设有隔热层。
9、在上述的汽车硅胶透镜注塑模具用热固性材料流道机构中,所述的隔热层由航空隔热材料制成。
10、在上述的汽车硅胶透镜注塑模具用热固性材料流道机构中,所述的注塑管下端还设有截面呈环形的二号环形水路。
11、在上述的汽车硅胶透镜注塑模具用热固性材料流道机构中,所述的上模镶块两侧设置有与二号环形水路相连的进出液流道。
12、在上述的汽车硅胶透镜注塑模具用热固性材料流道机构中,所述的二号环形水路内设有若干与一号环形水路相连的连接流道。
13、与现有的技术相比,本实用新型的优点在于:
14、1、通过注塑板可以将硅胶液注入到注塑管内,再通过注塑管向成型腔内进胶,注塑管底部具有冷却结构的流道嘴帽能够对注塑管内的硅胶液进行冷却,防止下模镶块的高温传递到注塑管内的硅胶液中使硅胶液温度上升。
15、2、通过一号环形水路能够在硅胶液注塑时持续对流道嘴帽进行冷却,降低下模镶块的温度对注塑管内硅胶液的影响,使硅胶液的温度能稳定保持在80°左右。
16、本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
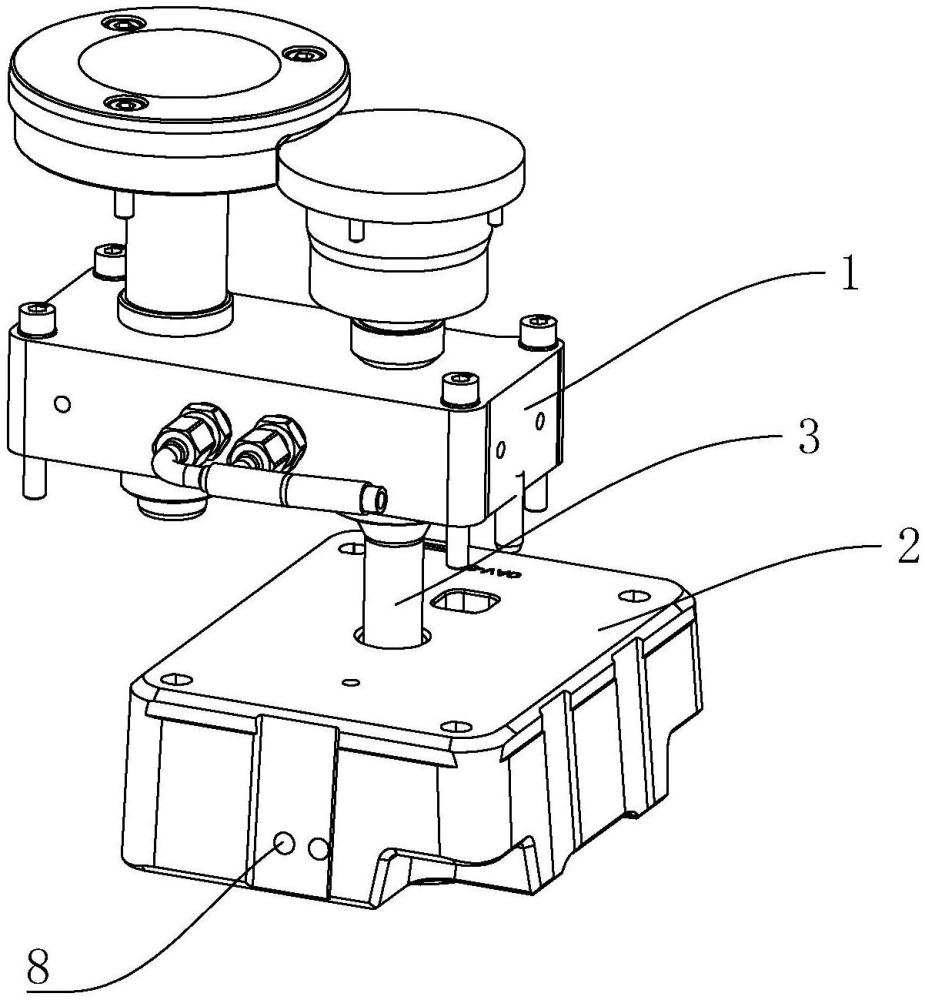
技术特征:1.一种汽车硅胶透镜注塑模具用热固性材料流道机构,包括注塑板(1)和设置在注塑板(1)下侧的上模镶块(2),其特征在于,所述的注塑板(1)上竖直设置有注塑管(3),所述的注塑管(3)竖直贯穿上模镶块(2)并与成型腔(4)相连,所述的注塑管(3)底端设置有具有冷却结构的流道嘴帽(5)。
2.根据权利要求1所述的汽车硅胶透镜注塑模具用热固性材料流道机构,其特征在于,所述的冷却结构包括设置在流道嘴帽(5)内的一号环形水路(6)。
3.根据权利要求2所述的汽车硅胶透镜注塑模具用热固性材料流道机构,其特征在于,所述的一号环形水路(6)的内径为1.5mm。
4.根据权利要求2所述的汽车硅胶透镜注塑模具用热固性材料流道机构,其特征在于,所述的流道嘴帽(5)由铜制成。
5.根据权利要求2所述的汽车硅胶透镜注塑模具用热固性材料流道机构,其特征在于,所述的流道嘴帽(5)通过焊接固定在注塑管(3)上。
6.根据权利要求2所述的汽车硅胶透镜注塑模具用热固性材料流道机构,其特征在于,所述的流道嘴帽(5)外侧还设有隔热层。
7.根据权利要求6所述的汽车硅胶透镜注塑模具用热固性材料流道机构,其特征在于,所述的隔热层由航空隔热材料制成。
8.根据权利要求1所述的汽车硅胶透镜注塑模具用热固性材料流道机构,其特征在于,所述的注塑管(3)下端还设有截面呈环形的二号环形水路(7)。
9.根据权利要求8所述的汽车硅胶透镜注塑模具用热固性材料流道机构,其特征在于,所述的上模镶块(2)两侧设置有与二号环形水路(7)相连的进出液流道(8)。
10.根据权利要求9所述的汽车硅胶透镜注塑模具用热固性材料流道机构,其特征在于,所述的二号环形水路(7)内设有若干与一号环形水路(6)相连的连接流道(9)。
技术总结本技术提供了一种汽车硅胶透镜注塑模具用热固性材料流道机构,属于模具技术领域。它包括注塑板和设置在注塑板下侧的上模镶块,所述的注塑板上竖直设置有注塑管,所述的注塑管竖直贯穿上模镶块并与成型腔相连,所述的注塑管底端设置有具有冷却结构的流道嘴帽。通过注塑板可以将硅胶液注入到注塑管内,再通过注塑管向成型腔内进胶,注塑管底部具有冷却结构的流道嘴帽能够对注塑管内的硅胶液进行冷却,防止下模镶块的高温传递到注塑管内的硅胶液中使硅胶液温度上升。技术研发人员:朱建伟,郑跃迪受保护的技术使用者:台州市点睛模业有限公司技术研发日:20231129技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240723/215311.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表