热压用钢板、热压部件和热压部件的制造方法与流程
- 国知局
- 2024-07-27 11:57:30
本发明涉及热压用钢板、热压部件和热压部件的制造方法。
背景技术:
1、近年来,在汽车领域中,为了满足提高车体强度和轻型化这种矛盾的要求,使用高强度钢板作为部件的坯材,存在该高强度钢板所要求的强度也逐年变高的趋势。
2、但是,一般来说,如果提高钢板的强度,则冲压成型性下降,所以难以得到复杂的部件形状。作为在汽车用途中复杂形状的部件。例如,可举出底盘等悬架部件、b柱等骨架用结构部件等。
3、根据这样的背景,不进行冷成型而进行热成型的热压技术的应用增加。热压是指将钢板加热至奥氏体温度范围后,在高温下进行冲压成型,同时通过与金属模具的接触进行快速冷却的成型方法。热压中,在坯材钢板的强度较低的状态下进行冲压成型,通过其后的快速冷却进行高强度化,因此能够兼顾高强度化和确保冲压成型性。
4、但是,在热压中,如上所述,由于钢板被加热至高温,所以存在钢板表面被氧化而产生氧化皮的问题。如果在钢板表面存在氧化皮,则来自该氧化皮的氧化物会附着到加热设备上。上述加热典型的是利用加热炉进行,但这种情况下,氧化物会附着于加热炉的内壁或设置于炉内的输送辊等。因此,需要维护加热设备,生产率下降。另外,如果在钢板表面存在氧化皮,则在其后的涂装工序中无法得到充分的涂膜密合性。因此,在热压后需要通过喷丸等除去氧化皮。
5、因此,广泛进行使用表面具备al系镀层、zn系镀层和al-zn系镀层等被膜的钢板作为热压用钢板(专利文献1、2)。通过存在镀层,能够抑制热压时的母材钢板表面的氧化,防止氧化皮的产生。
6、现有技术文献
7、专利文献
8、专利文献1:日本特开2000-038640号公报
9、专利文献2:日本特开2003-073774号公报
技术实现思路
1、如上所述,通过使用表面具备镀层的热压用钢板,能够抑制热压时的母材钢板表面的氧化,防止氧化皮的产生。
2、但是,上述现有技术的热压用钢板存在以下所述的问题。
3、一个问题是镀覆金属对加热设备的附着。即,在热压中,钢板被加热至奥氏体温度范围。通过该加热使镀层中包含的金属熔融或蒸发而附着于加热设备、例如加热炉的内壁或设置于炉内的辊等。与上述的氧化皮的情况同样地,如果镀覆金属附着于加热设备,则需要维护,生产率下降。另外,如果金属附着于辊,则附着的金属与辊的材质反应而产生脆化,可能导致辊的破损等重大事故。
4、另一个问题是液态金属脆化裂纹。如果在液态金属与固体金属的表面接触的状态下赋予拉伸应力,则上述固体金属脆化。将该现象称为液态金属脆化(liquid metalembrittlement,lme)。在热压中,通过加热使镀层中包含的金属熔融,如果在该状态下进行冲压成型,则在受到拉伸应力的弯曲加工部产生液态金属脆化裂纹。
5、如此,在现有的具备镀层的热压用钢板中,存在金属对加热设备的附着和液态金属脆化裂纹的问题。
6、应予说明,热压用钢板一般在热压后以经涂装的状态使用。因此,对热压用钢板还要求最终得到的热压部件的涂装后耐腐蚀性优异。
7、本发明是鉴于上述实际情况而进行的,其目的在于提供能够满足下述(1)~(3)的要求的热压用钢板和热压部件。
8、(1)减少氧化物和金属对加热设备的附着。
9、(2)在热压成型时不产生液态金属脆化裂纹。
10、(3)涂装后耐腐蚀性优异。
11、本发明是基于为了解决上述课题而完成的,其主旨如下。
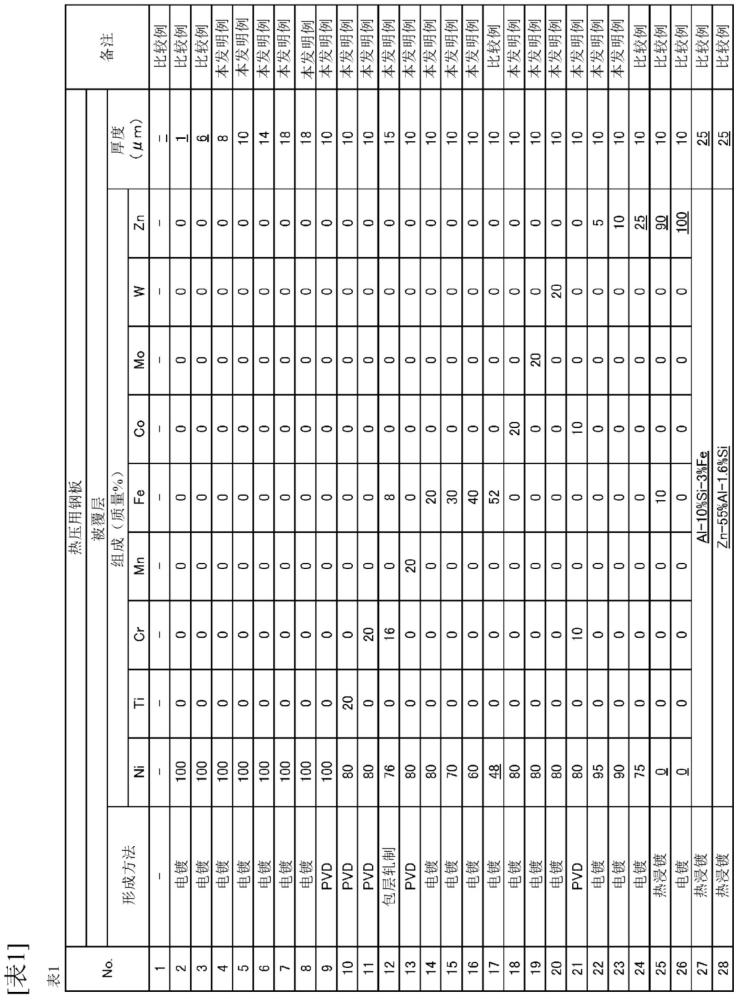
12、1.一种热压用钢板,包含母材钢板和设置于上述母材钢板的两面的厚度7~20μm的被覆层,
13、上述被覆层由ni或ni基合金构成,上述被覆层中的zn含量为0~10质量%。
14、2.根据上述1所述的热压用钢板,其中,上述被覆层含有合计50质量%以下的选自ti、v、cr、mn、fe、co、mo和w中的至少一种。
15、3.一种热压部件,具有母材钢板和设置于上述母材钢板的两面的厚度7~20μm的被覆层,
16、上述被覆层由ni或ni基合金构成,上述被覆层中的zn含量为0~10质量%。
17、4.根据上述3所述的热压部件,其中,在上述被覆层上进一步具有厚度10μm以下的氧化物层。
18、5.根据上述4所述的热压部件,其中,上述氧化物层中的金属元素中的ni的分数为50原子%以上。
19、6.一种热压部件的制造方法,对上述1或2所述的热压用钢板进行热压而制成热压部件。
20、根据本发明,能够解决上述课题。即,由于本发明的热压用钢板在表面具备被覆层,所以能够防止热压时的氧化皮产生,能够减少氧化物对加热设备的附着。并且,通过使用由ni或ni基合金构成且zn浓度为10%以下的被覆层作为上述被覆层,能够减少熔融金属对加热设备的附着,并且防止热压成型时的液态金属脆化裂纹。并且,对本发明的热压用钢板进行热压而得的热压部件的涂装后耐腐蚀性优异。
技术特征:1.一种热压用钢板,包含母材钢板和设置于所述母材钢板的两面的厚度7~20μm的被覆层,
2.根据权利要求1所述的热压用钢板,其中,所述被覆层含有合计50质量%以下的选自ti、v、cr、mn、fe、co、mo和w中的至少一种。
3.一种热压部件,具有母材钢板和设置于所述母材钢板的两面的厚度7~20μm的被覆层,
4.根据权利要求3所述的热压部件,其中,在所述被覆层上进一步具有厚度10μm以下的氧化物层。
5.根据权利要求4所述的热压部件,其中,所述氧化物层中的金属元素中的ni的分数为50原子%以上。
6.一种热压部件的制造方法,对权利要求1或2所述的热压用钢板进行热压而制成热压部件。
技术总结在利用被覆层防止氧化皮产生的热压用钢板中,减少金属对加热设备的附着,防止热压成型时的液态金属脆化裂纹,且实现优异的涂装后耐腐蚀性。上述热压用钢板是包含母材钢板和设置于上述母材钢板的两面的厚度7~20μm的被覆层的热压用镀覆钢板,上述被覆层由Ni或Ni基合金构成,上述被覆层中的Zn含量为0~10质量%。技术研发人员:佐藤林太,牧水洋一受保护的技术使用者:杰富意钢铁株式会社技术研发日:技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240726/120341.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。