装配锁定装置、与其组合的连接螺栓、利用其预装连接螺栓的部件、用于其的制造方法和连接螺栓与装配锁定装置在部件口内的装配方法与流程
- 国知局
- 2024-07-30 13:19:45
本发明涉及一种用于将连接螺栓预安装在部件口中的装配锁定装置。此外,提供了与该装配锁定装置组合的连接螺栓,其可预安装在部件口中,便于随后与另一部件连接。另外,还提供了一种带有借助于该装配锁定装置预安装的连接螺栓的部件、用于该装配锁定装置的制造方法以及连接螺栓与该装配锁定装置在部件口内的组装方法。
背景技术:
1、从现有技术中已知有不同的装配锁定装置,例如在us9,664,226 b2、de102009036820a1或us3,263,728 a中所描述的。这些装配锁定装置通常由多个部件组成,因此其制造以及在部件口内的组装很复杂。
2、因此,本发明的问题在于提供一种与现有技术相比更加简单有效的装配锁定装置。
技术实现思路
1、上述问题通过根据独立权利要求1所述的装配锁定装置、根据权利要求10和11所述的与装配锁定装置组合的螺纹螺栓、根据独立权利要求17所述的具有借助于装配锁定装置预安装连接螺钉的部件、以及根据独立权利要求18所述的具有借助于装配锁定装置与外螺纹衬套组合预安装连接螺栓的部件、根据权利要求19所述的用于装配锁定装置的制造方法、根据独立权利要求20和21所述的连接螺栓与装配锁定装置在部件开口内的组装方法,以及根据权利要求24所述的连接螺栓与装配锁定装置组合外螺纹衬套的组装方法,以及根据独立权利要求25和26所述的用于第一部件和第二部件的连接方法。
2、本发明的有利设计和进一步扩展源自以下描述、附图以及所附权利要求。
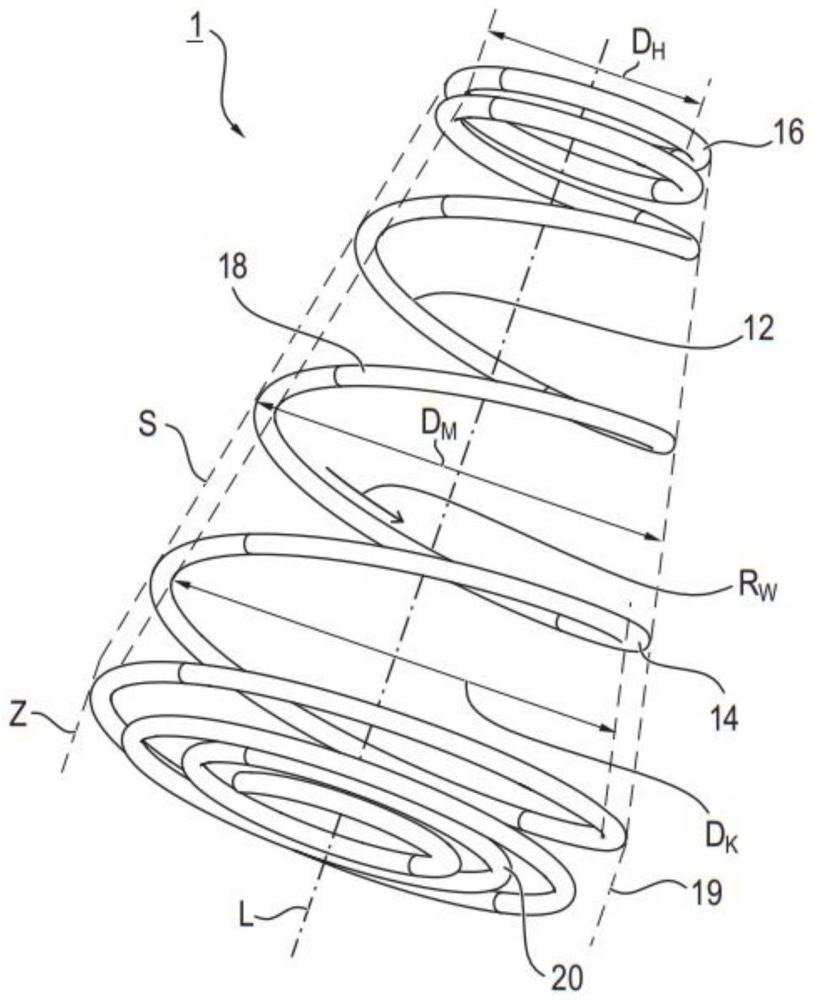
3、本发明提供一种装配锁定装置,其适用于连接螺栓的轴,优选为螺纹螺栓,其具有螺栓头,使得装配锁定装置能够以防脱的方式定位在轴上,且连接螺栓可借助于装配锁定装置以防拉拔的方式插入到部件口中。该装配锁定装置包括以下特征:一由多个螺旋绕线匝组成的线圈,该线圈具有第一端和第二端;从线圈的第一端开始设置有保持匝,该保持匝围绕线圈的中心纵轴在至少360°的角度范围内延伸,且其具有内径dh;在保持匝之后布置有夹紧线圈部,该夹紧线圈部形成为截头锥状,其具有比保持匝增大的内径dk的多个后续匝,其中夹紧线圈部围绕线圈的中心纵轴延伸至少两匝,并且包括与保持匝相比更大的螺距pw;在夹紧线圈部之后和在线圈的第二端处设置有定位匝,定位匝围绕线圈的中心纵轴延伸至少270°的角度范围,其具有适用dk>dp≥dh的内径dp,并且与夹紧线圈部相比具有更小的螺距pp或没有螺距,使得轴远离螺栓头的端部可收容在定位匝中,螺纹螺栓可借助于保持匝和定位匝以夹紧方式保持对齐在部件口中。
4、本发明的装配锁定装置基于简单且廉价的线结构。其用于将连接螺栓预定位或预安装在部件口内,以便于第一部件与第二部件的后续连接过程。装配锁定装置优选地与具有螺栓头和螺栓轴的螺栓状连接元件以及连接结构组合。连接结构优选由螺纹、夹紧或卡扣结构、铆接结构等构成。
5、装配锁定装置的线结构用于将连接螺栓(优选为螺纹螺栓)保持就位以紧固在第二部件处。为此,螺旋缠绕的线结构在第一端处包括适于保持螺纹螺栓的轴的保持匝或被保持在该轴上的保持匝。在螺旋缠绕线圈的第二端处,设置有定位匝,用于将螺纹螺栓定向在部件口的前方。为了使连接螺栓适当定向,保持匝和定位匝优选地相对于装配锁定装置的纵向中心轴同轴对齐。
6、在保持匝和定位匝之间,夹紧圈布置成将装配锁定装置保持在部件口中。为此,与保持匝和定位匝相比,夹紧圈具有更大的直径。此外,夹紧圈的直径大于部件口的内径,使得夹紧线圈能够通过摩擦连接将其自身紧固在其中。此外并且优选地基于其截头锥状轮廓,夹紧线圈部允许连接螺栓的轴端的径向可重新定位,同时将连接螺栓的头主要保持在其位置上。即使连接螺栓通过装配锁定装置保持在部件口内,装配锁定装置的构造也提供了弹性柔性,以定向连接螺栓,以准备与第二部件的连接过程。因此,装配锁定装置提供一种基于简单的线结构的螺纹螺栓预保持系统,该系统使用摩擦力来保持和定位连接螺栓。
7、根据本发明的一优选实施例,连接螺栓为螺纹螺栓,且装配锁定装置的保持匝的内径dh适配于螺纹螺栓的轴上的外螺纹,使得以下适用:d3≥dh≥0.6d3,优选d3≥dh≥0.65d3,或d3≥dh≥0.7d3,或d3≥dh≥0.90d3或d3≥dh≥0.92d3,或d3≥dh≥0.95d3,其中d3表示轴上标准螺纹的芯直径。
8、根据另一优选实施例,装配锁定装置适用于构造为螺纹螺栓的连接螺栓,该螺纹螺栓在螺栓头和螺栓轴之间具有过渡肩。保持匝的尺寸适于将装配锁定装置保持在过渡肩处。因此,保持匝的内径dh与螺栓轴和螺栓头之间的过渡肩的外径ds相适配,其中过渡肩的外径ds为:1.4d3≥ds≥1.05d3,优选地1.35d3≥ds≥1.05d3,或1.3d3≥ds≥1.05d3,或1.25d3≥ds≥1.05d3或1.2d3≥ds≥1.05d3,或1.15d3≥ds≥1.05d3,或1.1d3≥ds≥1.05d3,并且保持匝(14)的内径dh适用于以下:ds≥dh≥0.6ds,优选地ds≥dh≥0.65ds,或ds≥dh≥0.7ds,或ds≥dh≥0.75ds,或ds≥dh≥0.8ds,或ds≥dh≥0.85ds,或ds≥dh≥0.90ds或ds≥dh≥0.92ds,其中d3表示轴上标准外螺纹的芯直径,优选为标准外螺纹,优选为公制din外螺纹或英制astm外螺纹。
9、本发明的装配锁定装置优选地适于具有螺栓头和螺栓轴的螺纹螺栓。根据螺纹螺栓的不同优选结构,轴直接连接到螺栓头,或者通过过渡肩或通过过渡槽连接。保持匝实现了装配锁定装置在螺栓头下方的螺栓轴上的摩擦固定。因此,保持匝的尺寸和尺寸优选地被设计成将装配锁定装置直接保持在轴上、或者保持在过渡肩上或者保持在布置在螺栓头下方的过渡槽上。
10、为了限定装配锁定装置的优选尺寸,螺纹螺栓优选地在螺纹轴上具有标准螺纹。适配于标准螺纹的几何形状的螺纹螺栓满足已知的几何形状数据,装配锁定装置的几何形状优选对应于该已知的几何形状数据。
11、根据本发明的一优选实施例,螺纹轴的外螺纹为公称(normalized)外螺纹,优选为公制(metrical)din外螺纹或英制(imperial)astm外螺纹。
12、进一步优选地,外螺纹是具有根据din标准din13-1和din13-12的几何数据的公称标准螺纹rg(normalizedstandard thread rg),或者是具有根据din标准din13-2至din13-12的几何数据的公称细牙螺纹(normalized finethread fg),其中公称标准螺纹rg的几何数据和公称细牙fg的几何数据限定了芯直径d3,通过该芯直径d3可确定装配锁定装置的保持匝的尺寸。
13、根据本发明的另一优选实施例,保持匝从切向延伸的柄脚(tang)开始,该柄脚在相对于保持匝的切向方向上延伸,以防止损坏螺纹螺栓上的螺纹。
14、根据本发明的另一优选实施例,在夹紧线圈部和定位匝之间设置有保持部,优选为圆柱形保持部,适于将装配锁定装置保持在部件口内,其中圆柱形保持部围绕线圈的中心纵轴l延伸至少270°、优选地至少360°的角度范围。
15、基于保持部的优选圆柱形形状,优选地表示为保持匝,保持部实现了与部件口的内壁的摩擦径向接触界面。基于此,保持部还通过部件口的内壁在装配锁定装置和部件之间提供摩擦式连接。
16、优选地,在连接螺栓预安装在部件口内之后,保持部的保持匝的至少90%、更优选100%接触部件口的径向内壁。该接触优选地通过保持部的保持匝相对于线圈的纵向中心中轴线l的恒定的最小半径来实现。
17、进一步优选地,夹紧线圈部直接并入圆柱形保持部。因此,装配锁定装置具有以节省空间的方式实现多种功能的紧凑构造。
18、装配锁定装置的线圈是通过缠绕制造的(见下文)。为了限制线圈的长度,线材的末端被切割,这可能会导致锋利的边缘或毛刺。为了防止连接螺栓处、优选地螺纹螺栓的螺纹处的损坏,装配锁定装置的保持匝具有起始柄脚。起始柄脚在装配锁定装置的线圈的第一端处沿切线方向延伸。优选地,起始柄脚将线圈的第一切割端重新定位到与螺纹轴上的外螺纹具有保护距离的位置。即使保持圈紧紧地夹紧螺纹轴以将装配锁定装置固定在其上,基于切向起始柄脚的使用,起始端的切割端也不会接触到轴上的外螺纹。
19、进一步优选地,保持匝延伸至少720°,且保持匝的彼此相邻的绕线匝缠绕成块。
20、根据本发明的另一优选实施例,定位匝的最后匝布置在线圈的端部,其中在垂直于线圈的中心纵轴的共同平面中具有增大内径的相邻匝。
21、与保持匝相比,定位匝的直径更大。然而,保持匝和定位匝优选地彼此同轴对齐。由此,由保持匝和定位匝保持的螺纹螺栓的方向优选地平行于用于连接到第二部件的部件口的纵轴。此外,定位匝允许螺纹轴在被保持匝保持的同时横向偏转。由此,有利于在部件口的视野中定位螺纹螺栓的前端。
22、作为进一步优选地,线圈由厚度为0.3mm至1.7mm的弹簧丝或塑料丝制成。
23、本发明还公开了一种具有轴和螺栓头的螺纹螺栓,其中轴包括螺纹,特别是公称标准螺纹rg或公称细牙螺纹fg,以及根据上述实施例的装配锁定装置,该装配锁定装置通过邻近螺栓头的保持匝以防脱的方式固定在轴上。
24、此外,本发明公开了一种具有轴、螺栓头和在轴和螺栓头之间的过渡肩的螺纹螺栓,其中,过渡肩的外径ds为:1.3d3≥ds≥1.05d3,优选1.2d3≥ds≥1.05d3或1.15d3≥ds≥1.05d3,轴包括螺纹,特别是公称标准螺纹rg或公称细牙螺纹fg,以及根据上述结构替代方案之一的装配锁定装置,其通过邻近螺栓头的保持匝以防脱的方式固定在过渡肩上。
25、通过如上所述的装配锁定装置的不同构造,连接螺栓、特别是螺纹螺栓被保持在部件口中。为此,装配锁定装置由螺旋缠绕的绕线匝制成。基于使用优选地由金属或塑料材料制成的可弹性变形的线圈,装配锁定装置以较小的力并且基于线圈与螺栓轴之间的摩擦界面力而被布置在连接螺栓上。此外,装配锁定装置使得连接螺栓能够可释放地定位在部件口内。为此,夹紧线圈部会变形,以装配到部件口中,并自膨胀,通过装配锁定装置将连接螺栓保持在部件口内。
26、根据本发明的一优选实施例,螺纹螺栓的螺纹通过公称公称直径d3被定义为轴上的公称标准螺纹rg或公称细牙螺纹fg,并且轴具有与装配锁定装置组合的外径dm,其在以下范围内:40d3≥dm≥2d3,优选35d3≥dm≥2d3,或30d3≥dm≥2d3,或25d3≥dm≥2d3,或20d3≥dm≥2d3,或15d3≥dm≥2d3,以便将连接螺栓以防脱方式保持在部件口中。
27、进一步优选的是,装配锁定装置的转动方向与所述轴上的螺纹的螺纹方向相同,使得当螺纹螺栓与装配锁定装置一起在口内旋转时,装配锁定装置的夹紧线圈部分的直径可增大。
28、为了实现装配锁定装置与螺纹螺栓组合的不同功能,装配锁定装置的转动方向与轴上外螺纹的螺纹方向一致。如果螺纹螺栓逆着螺纹方向旋转,则装配锁定装置在夹紧部分的直径优选地减小。由此,便于将螺纹螺栓定位在部件口内。
29、如果使装配锁定装置通过螺纹螺栓沿其转动方向旋转,则夹紧部的直径增大。因此,夹紧部分与部件口的内壁或外螺纹衬套之间的摩擦力增大。由此,外螺纹衬套能够在螺纹部件口内旋转,以通过第一部件与第二部件之间的螺纹衬套补偿公差(见下文)。
30、因此,优选的是,夹紧线圈部被保持在外螺纹衬套的内口内,使得螺纹螺栓的扭矩可经由装配锁定装置传递到外螺纹衬套。
31、此外优选地,外螺纹衬套具有阶梯形内口,和/或在外衬套表面上安装有摩擦环,用于将外螺纹衬套锁定在螺纹口内,优选锁定在部件口内。
32、根据部件的预安装路线,外螺纹衬套与装配锁定装置和螺纹螺栓组合预安装在部件口中。在预安装部件的运输期间,部件的振动可能会使螺纹衬套从部件口松动或脱落。桥接衬套的外螺纹和部件口的内螺纹之间的间隙的优选摩擦环优选地产生防止螺纹衬套旋转的摩擦力。
33、此外,本发明公开了一种部件,其具有沿轴向呈阶梯状或非阶梯状以及设置为通道孔或盲孔的部件口,其中根据上述实施例的螺纹螺栓通过装配锁定装置以防拉拔的方式布置在部件口中。
34、本发明还提供了一种具螺纹部件口的部件,该螺纹部件口设置为通道孔,其中在螺纹部件口中设置有如上所述的与螺纹螺栓组合的外螺纹衬套以及装配锁定装置,优选地用于在通过螺纹螺栓将部件连接到另一个部件时进行公差补偿。
35、本发明还提供了一种装配锁定装置的制造方法,特别是根据上述结构替代方案之一的装配锁定装置的制造方法。该制造方法包括以下步骤:将导线缠绕以形成由多个螺旋状的线材绕线匝组成的线圈,其具有第一端和第二端,其中在线圈第一端处开始设有保持匝,其围绕线圈的中心纵轴l延伸至少360°的角度范围并且具有内径dh,在保持匝后设置有夹紧线圈部,该夹紧线圈部形成为截头锥状,其具有比保持匝增大的内径dk的多个后续匝,夹紧线圈部围绕线圈的中心纵轴l延伸至少两匝,并且包括比保持匝更大的螺距pw,并在沿着夹紧线圈部和线圈12的第二端的端部设置有定位匝,其围绕线圈的中心纵轴l延伸至少270°的角度范围,其内径dp适用于dk>dp≥dh,且定位匝与夹紧线圈部相比具有较小的螺距pp或没有螺距pp,使得螺纹螺栓的轴背离头的端部就可接收在定位匝内,且螺纹螺栓通过保持匝和定位匝以夹紧的方式可保持对齐在部件口中。
36、此外,本发明提供了一种将根据上述结构替代方案之一的螺纹螺栓在部件口内的组装方法,所述部件待连接至另一部件。该组装方法包括以下步骤:沿中心纵轴l的方向将带有装配锁定装置1的连接螺栓轴向移动(步骤m1)到部件的部件口中,在将带有装配锁定装置1的连接螺栓轴向移动到部件的部件口82中的过程中,在部件口和带有装配锁定装置1的连接螺栓之间产生相对旋转(步骤m2),使得装配锁定装置减小夹紧线圈部18在部件口82内的外径,停止将带有装配锁定装置的连接螺栓1轴向移动(步骤m3)到部件的部件口82中,并产生与步骤m2相反的相对旋转(步骤m4),使得装配锁定装置1增加夹紧线圈部18在部件口82内的外径,并且以可释放的方式将连接螺栓30保持在部件口82中。
37、相对于上述的组装方法,进一步优选的是,步骤m2中:将带有装配锁定装置的螺纹螺栓沿装配锁定装置的转动方向旋转,同时通过连接螺栓上的保持匝将装配锁定装置固定地保持,使得夹紧线圈部的外径减小。
38、进一步优选的是,步骤m3中,在将装配锁定装置通过保持匝固定地保持在连接螺栓上的同时,将带有装配锁定装置的螺纹螺栓沿与装配锁定装置的转动方向相反地旋转,使得夹紧线圈部的外径增加。
39、根据另一优选实施例,该组装方法还包括步骤(步骤m5):将带有装配锁定装置的连接螺栓沿轴上螺纹的螺纹方向旋转,从而将连接螺栓紧固在另一部件的接收螺纹中。
40、本发明提供了另一种螺纹螺栓与螺纹衬套在部件口内的组装方法,该部件口具有待连接至另一部件的部件的内螺纹。该组装方法包括将带装配锁定装置的连接螺栓和螺纹衬套沿中心纵轴方向轴向移动(步骤m1)至部件的部件口,在将带装配锁定装置的连接螺栓和螺纹衬套轴向移动至部件的部件口期间,在部件口与带装配锁定装置的连接螺栓和螺纹衬套之间产生(步骤m2)相对旋转,使得螺纹衬套拧入带螺纹的部件口,停止将带装配锁定装置的连接螺栓和螺纹衬套轴向移入部件口(步骤m3)。
41、本发明还提供一种第一部件与第二部件的连接方法,其中,第一部件具有设置为根据上述通道孔的部件口,而第二部件具有与螺纹螺栓适配的第二螺纹口,其中连接方法包括以下步骤:将第一部件与第二部件彼此相对设置,使得第一部件的螺纹螺栓对齐第二部件的第二螺纹口;在螺纹螺栓的轴向上压紧轴向锁定装置,从而将螺纹螺栓的尖端引入第二部件的螺纹口中,将第一部件的螺纹螺栓拧入第二部件的螺纹口中,使得第一部件和第二部件彼此连接。
42、此外,本发明公开了一种第一部件和第二部件的连接方法,第一部件和第二部件之间具有公差补偿,其中第一部件具有设置为通道孔的螺纹部件口,其中在螺纹部件口中设有与上述螺纹螺栓和装配锁定装置组合的外螺纹衬套。第二部件具有与螺纹螺栓尺寸相适应的螺纹口,其中所述连接方法包括以下步骤:将第一部件和第二部件彼此相对地布置,使得第一部件的螺纹螺栓对齐第二部件的第二螺纹口,旋转所述第一部件的螺纹衬套以在第二部件的方向移位,以补偿其间的公差,将所述第一部件的螺栓拧入所述第二部件的第二螺纹口中,使得第一部件和第二部件彼此连接。
43、为了实现公差补偿,进一步优选的是:将螺纹螺栓与装配锁定装置一起旋转,使得螺纹螺栓的扭矩通过摩擦力传递至螺纹衬套,以实现第一部件与第二部件之间的公差补偿。
44、另外优选的是,在连接方法中:通过螺纹衬套抵接第二部件,使得尽管进一步旋转螺纹螺栓,螺纹衬套的旋转也停止。
本文地址:https://www.jishuxx.com/zhuanli/20240729/163443.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表