管组装体、压缩机、冷冻装置以及管组装体的制造方法与流程
- 国知局
- 2024-07-30 14:47:10
本公开涉及管组装体。本公开还涉及具有管组装体的压缩机以及具有管组装体的冷冻装置。本公开还涉及管组装体的制造方法。
背景技术:
1、专利文献1(日本特开2020-109297号公报)所公开的制冷剂流路部件对制冷剂进行引导,并搭载于压缩机。制冷剂流路部件包括两个金属部件。在制造制冷剂流路部件时,两个金属部件例如通过炉中钎焊等方法相互接合。
技术实现思路
1、发明要解决的课题
2、在两个金属部件的接合部存在较大的间隙的情况下,在钎焊的工序中该两个金属部件的位置、取向有可能相对于彼此偏离。该偏离可能导致钎焊的状态不良,使制冷剂流路部件的强度降低。进而,在搭载制冷剂流路部件的压缩机及包括该压缩机的冷冻装置中,有可能因该偏离而引起动作不良。
3、用于解决课题的手段
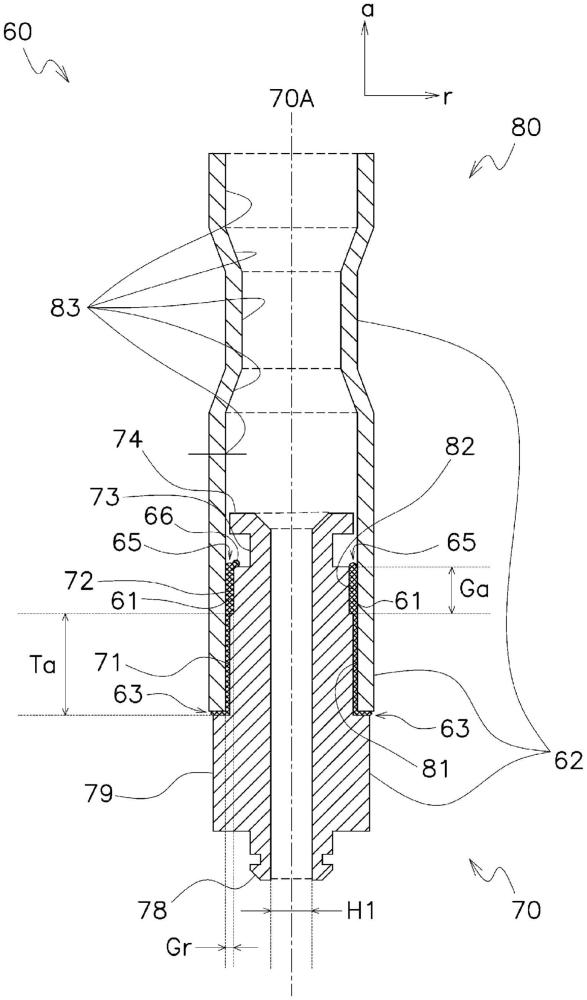
4、第一观点的管组装体具有内管、外管和钎料。内管具有外周面第一部分及外周面第二部分。内管构成压缩机的注入路径。外管具有内周面第一部分和内周面第二部分。外管构成注入路径。内管局部地插入于外管,由此,外周面第一部分与内周面第一部分接触。钎料配置于外周面第二部分与内周面第二部分之间的钎焊间隙。钎料将外周面第二部分和内周面第二部分固定。
5、根据该结构,外周面第一部分与内周面第一部分接触。因而,内管与外管相互保持,因此,能够维持钎焊间隙,由此能够保持管组装体的整体的形状以及强度。
6、第二观点的管组装体在第一观点的管组装体中,内管具有内管线膨胀系数。外管具有比内管线膨胀系数大的外管线膨胀系数。钎料将内周面第一部分和外周面第一部分至少局部地固定。
7、根据该结构,外管具有比内管大的线膨胀系数。因而,钎料的一部分进入在高温的钎焊的过程中暂时产生的内周面第一部分与外周面第一部分之间的间隙,因此,能够进一步确保管组装体的强度。
8、第三观点的管组装体在第一观点或第二观点的管组装体中,还具有管组装体外周面。钎料的一部分位于管组装体外周面中的内管与外管的连接部处。
9、根据该结构,钎料的一部分在管组装体的轴向上从钎焊间隙延伸到连接部。因而,内管和外管被更牢固地固定,因此,能够进一步确保管组装体的强度。
10、第四观点的管组装体在第一观点至第三观点中的任一观点的管组装体中,内管的内径为6.4mm以上。
11、根据该结构,内径具有规定的大小。因而,即使在为了钎焊而需要较大的钎焊间隙的管组装体中,内管与外管的接触部位也相互保持,因此,能够进一步确保管组装体的强度。
12、第五观点的管组装体在第一观点至第四观点中的任一观点的管组装体中,钎焊间隙在管组装体径向上的尺寸为50μm以上且450μm以下。
13、根据该结构,设定钎焊间隙的径向的尺寸的最小值和最大值。因此,能够同时实现管组装体的强度和可靠的钎焊。
14、第六观点的管组装体在第一观点至第五观点中的任一观点的管组装体中,钎焊间隙在管组装体轴向上的尺寸为4mm以上且6mm以下。
15、根据该结构,设定钎焊间隙的轴向的尺寸的最小值和最大值。因此,能够同时实现管组装体的强度和可靠的钎焊。
16、第七观点的管组装体在第一观点至第六观点中的任一观点的管组装体中,在内管被插入于外管之前,外周面第一部分的径向位置位于比内周面第一部分的径向位置靠外侧0.25mm以下的位置。
17、根据该结构,在内管向外管插入之前,外周面第一部分位于比内周面第一部分靠径向外侧达规定尺寸的位置。因此,能够确保外周面第一部分与内周面第一部分的接触部位的压力。
18、第八观点的管组装体在第一观点至第七观点中的任一观点的管组装体中,外周面第一部分在管组装体轴向上的长度为2mm以上且3mm以下。
19、根据该结构,外周面第一部分与内周面第一部分在规定的轴向尺寸上接触。因此,能够确保外周面第一部分与内周面第一部分的接触部位的轴向尺寸。
20、第九观点的管组装体在第一观点至第八观点中的任一观点的管组装体中,内管具有收纳部,该收纳部与外周面第二部分相邻,能够收纳钎料的剩余部分。
21、根据该结构,内管具有收纳部。因而,能够将熔融的钎料的剩余部分收纳于收纳部,因此能够保持管组装体的整体的形状。
22、第十观点的管组装体在第一观点至第九观点中的任一观点的管组装体中,收纳部具有收纳部第一壁面、收纳部第二壁面以及收纳部底面。收纳部第一壁面与外周面第二部分相邻。收纳部第二壁面与收纳部第一壁面分离。收纳部底面连接收纳部第一壁面与收纳部第二壁面。内管具有角部和角落部。角部由外周面第二部分和收纳部第一壁面形成。角落部由收纳部第一壁面和收纳部底面形成。在角部设置有曲面部或倒角部。曲面部在内管的通过内管的轴线的截面中形成曲线。倒角部在截面中形成直线。
23、根据该结构,内管在角部具有曲面部或倒角部。因此,角部的曲面部或倒角部容易使熔融的钎料向钎焊间隙移动。
24、第十一观点的管组装体在第十观点的管组装体中,在角部设置有曲面部。曲面部的曲率半径为0.5mm以上且1.0mm以下。
25、根据该结构,内管在角部具有曲面部。因此,角部的曲面部容易使熔融的钎料向钎焊间隙移动。
26、第十二观点的管组装体在第十观点的管组装体中,在角部设置有倒角部。倒角部75c在截面中形成的直线的长度为以上且以下。
27、根据该结构,内管在角部具有倒角部。因此,角部的倒角部容易使熔融的钎料向钎焊间隙移动。
28、第十三观点的管组装体在第十观点至第十二观点中的任一观点的管组装体中,在角落部设置有曲面部。曲面部在内管的通过内管的轴线的截面中形成曲线。
29、根据该结构,内管在角部具有曲面部。因此,角部的曲面部容易使熔融的钎料向钎焊间隙移动。
30、第十四观点的管组装体在第一观点至第十三观点中的任一观点的组装体中,内管具有凸缘,该凸缘与收纳部相邻,向管组装体径向的外侧鼓出。
31、根据该结构,内管具有凸缘。因而,凸缘抑制外管的倾斜,因此,能够保持管组装体的整体的形状。
32、第十五观点的压缩机具有外壳、压缩机构、吸入管、排出管和注入路径。压缩机构收纳于外壳。吸入管将外壳的外部的低压制冷剂向压缩机构引导。排出管将从压缩机构排出的高压制冷剂向外壳的外部引导。注入路径由第一观点至第十四观点中的任一观点的管组装体构成。注入路径从外壳的外部向压缩机构供给制冷剂。
33、根据该结构,压缩机在注入路径中具有管组装体。因而,能够确保构成注入路径的部件的形状和强度,因此,能够抑制压缩机的动作不良。
34、第十六观点的冷冻装置具有第十五观点的压缩机、减压装置、热交换器和注入配管。注入配管将由减压装置减压后的制冷剂向注入路径引导。注入配管具有节流部。由节流部和内管划定出消音空间。
35、根据该结构,冷冻装置在注入路径中具有管组装体。因而,能够确保构成注入路径的部件的形状和强度,因此,能够抑制冷冻装置的动作不良。
36、通过第十七观点的制造方法,能够制造管组装体。在制造方法中,将具有外周面第一部分和外周面第二部分且构成压缩机的注入路径的内管以外周面第一部分位于外周面第二部分之下的方式放置。通过压入以如下方式将内管插入于具有内周面第一部分和内周面第二部分且构成注入路径的外管中:使得外周面第一部分与内周面第一部分接触并且外周面第二部分和内周面第二部分形成钎焊间隙。在插入之前或在插入之后,以使钎料位于钎焊间隙的方式配置钎料。对内管、外管以及钎料进行炉中钎焊,由此,熔融的钎料将外周面第二部分和内周面第二部分固定。
37、根据该方法,在钎焊之前,通过压入将内管固定于外管。因而,内管与外管的位置关系稳定,因此,能够确保管组装体的形状以及强度。
本文地址:https://www.jishuxx.com/zhuanli/20240729/168262.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表