数控系统的加工程序文件处理方法及装置与流程
- 国知局
- 2024-08-01 00:11:31
本发明涉及计算机,具体而言,涉及一种数控系统的加工程序文件处理方法及装置。
背景技术:
1、数控系统是机床加工的核心,其主要工作原理是操作人员在数控系统上编写或传入编写好的加工程序文件,数控系统把加工程序通过系统内部处理后,生成机床可识别的加工指令,再由机床执行指令进行指定位置的移动和加工,直至执行完加工程序完成加工。数控机床加工难免会遇到规模比较大的工件需要加工,加工程序中会出现很多加工点位需要设计,这种加工程序文件将过大,导致数控系统无法打开该内容很大的加工程序文件,从而无法进行加工,或者打开后占用很大的资源空间。此外,除了数控系统,日常使用的操作系统的编辑器也无法很快地打开内存大的文件。
2、目前市场上的数控系统处理内存很大的加工程序文件通常为限制文件内存大小,使操作人员手动将大型的加工程序文件拆解为数个小内存的文件进行逐个处理和加工;另外,还有数控系统不对该类加工程序文件进行处理,在操作系统中,打开并显示一个文件需要从硬盘内读取内容然后拷贝到显示处理器中,其占用读取和显示的内存和算力,导致在打开这些文件时,造成数控系统的资源消耗巨大,严重导致系统死机奔溃。
3、针对上述相关技术中数控系统无法打开内存较大的加工程序文件,存在较大的局限性的问题,目前尚未提出有效的解决方案。
技术实现思路
1、本发明实施例提供了一种数控系统的加工程序文件处理方法及装置,以至少解决相关技术中数控系统无法打开内存较大的加工程序文件,存在较大的局限性的技术问题。
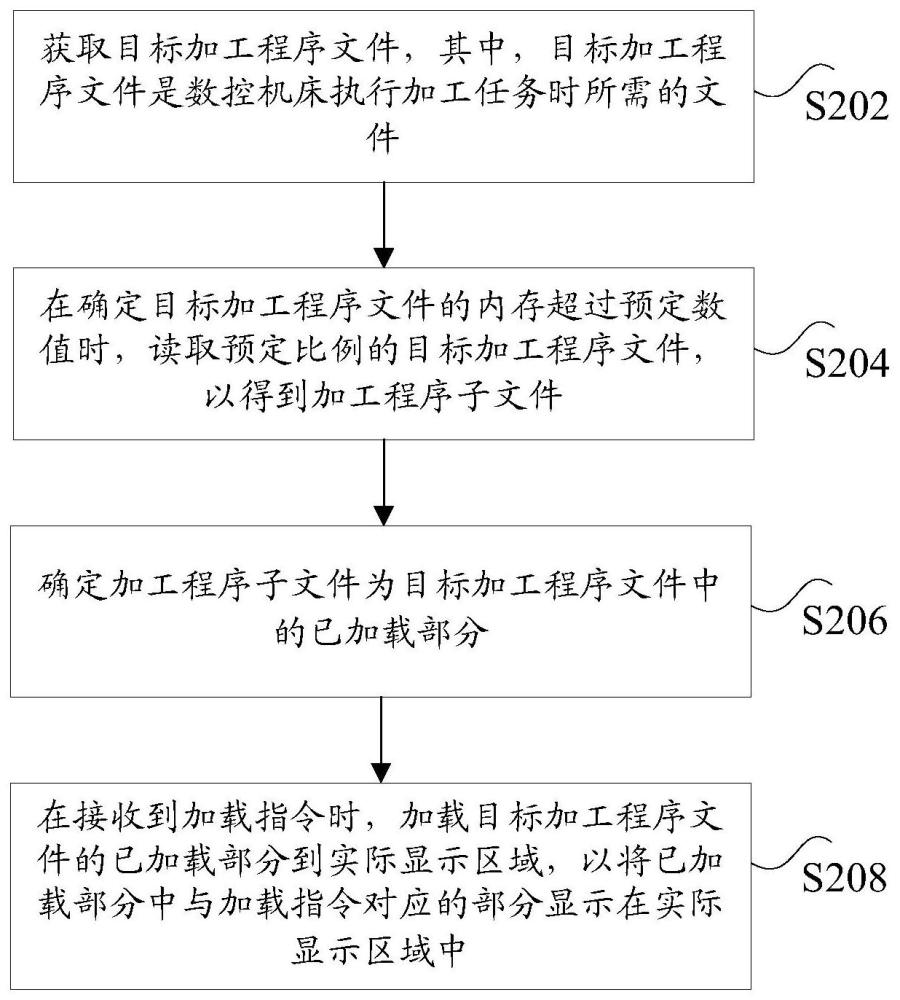
2、根据本发明实施例的一个方面,提供了一种数控系统的加工程序文件处理方法,包括:获取目标加工程序文件,其中,所述目标加工程序文件是数控机床执行加工任务时所需的文件;在确定所述目标加工程序文件的内存超过预定数值时,读取预定比例的所述目标加工程序文件,以得到加工程序子文件,其中,所述预定比例是根据所述数控机床对应数控系统能够打开的加工程序文件的容量来确定的值;确定所述加工程序子文件为所述目标加工程序文件中的已加载部分,其中,所述已加载部分分为:第一欲加载部分、实际显示部分以及第二欲加载部分,所述第一欲加载部分为未在实际显示区域显示的部分,所述第二欲加载部分为已经在所述实际显示区域显示过的部分;在接收到加载指令时,加载所述目标加工程序文件的所述已加载部分到所述实际显示区域,以将所述已加载部分中与所述加载指令对应的部分显示在所述实际显示区域中。
3、可选地,在确定所述目标加工程序文件的内存超过预定数值时,读取预定比例发热所述目标加工程序文件,以得到加工程序子文件,包括:通过内存映射的方式将所述目标加工程序文件映射到目标内存中,以创建所述目标加工程序文件的程序文件内存地址;利用指针指向所述程序文件内存地址,以通过所述指针访问所述目标内存中的所述预定比例的所述目标加工程序文件,得到所述加工程序子文件。
4、可选地,在确定所述加工程序子文件为所述目标加工程序文件中的已加载部分之前,该数控系统的加工程序文件处理方法还包括:获取显示终端的总体显示区域的第一尺寸数据和所述显示终端的实际显示区域的第二尺寸数据;基于所述第一尺寸数据和所述第二尺寸数据确定所述加工程序子文件的总体显示部分;根据所述数控机床所对应的数控系统能够打开所述加工程序文件的内存容量确定所述加工程序子文件的所述第一欲加载部分的第一容量和所述第二欲加载部分的第二容量;根据所述第一容量确定第一欲加载区域的区域大小,并根据所述第二容量确定第二欲加载区域的区域大小。
5、可选地,该数控系统的加工程序文件处理方法还包括:在确定所述实际显示区域的首地址超过所述总体显示区域的首地址时,则重新加载所述已加载部分;在确定所述显示区在所述目标加工程序文件所对应文本的最前端或最后端时,则取消所述目标加工程序文件的所述第一欲加载区域和所述第二欲加载区域。
6、可选地,该数控系统的加工程序文件处理方法还包括:在所述总体显示区域在所述文本的中间位置时,当进行所述目标加工程序文件的加载时,调整所述实际显示区域的首地址与所述总体显示区域的首地址之间的距离至目标距离,其中,所述目标距离为大于距离阈值的距离。
7、可选地,该数控系统的加工程序文件处理方法还包括:在确定需要对所述目标加工程序文件进行编辑时,获取对所述目标加工程序文件进行编辑的编辑内容的编辑信息容量;根据所述编辑信息容量重新设置所述目标加工程序文件的实际容量;控制光标在编辑后的所述目标加工程序文件的文件内存的位置后的内容进行向后移动,并在所述光标移动后的内存位置写入所述编辑内容。
8、可选地,该数控系统的加工程序文件处理方法还包括:在确定需要对所述目标加工程序文件进行删除或退格处理时,控制光标在所述目标加工程序文件的文件内存的位置后的内容进行向前移动,并获取所述删除或所述退格的操作所对应的删除容量;根据所述删除容量重新设置所述目标加工程序文件的文件容量。
9、可选地,该数控系统的加工程序文件处理方法还包括:在所述数控机床执行加工操作时,读取所述目标加工程序文件的多个所述加工程序子文件;对所述加工程序子文件进行译码处理,得到加工执行指令,并将所述加工执行指令发送至所述数控机床,以使所述数控机床按照所述加工执行指令执行加工操作。
10、可选地,该数控系统的加工程序文件处理方法还包括:在对所述加工程序子文件进行译码处理之后,生成下一个执行的所述加工程序子文件对应的程序段的段号;确定所述段号的文本内存地址;加载所述文本内存地址的实际显示文本,并将所述实际显示文本缓存至缓存区域;根据所述数控机床当前加工反馈的当前段号,从所述缓存区域内提取出所述当前段号对应的所述实际显示文本,并在所述实际显示区域显示所述实际显示文本。
11、根据本发明实施例的另外一个方面,还提供了一种数控系统的加工程序文件处理装置,包括:第一获取单元,用于获取目标加工程序文件,其中,所述目标加工程序文件是数控机床执行加工任务时所需的文件;读取单元,用于在确定所述目标加工程序文件的内存超过预定数值时,读取预定比例的所述目标加工程序文件,以得到加工程序子文件,其中,所述预定比例是根据所述数控机床对应数控系统能够打开的加工程序文件的容量来确定的值;第一确定单元,用于确定所述加工程序子文件为所述目标加工程序文件中的已加载部分,其中,所述已加载部分分为:第一欲加载部分、实际显示部分以及第二欲加载部分,所述第一欲加载部分为未在实际显示区域显示的部分,所述第二欲加载部分为已经在所述实际显示区域显示过的部分;处理单元,用于在接收到加载指令时,加载所述目标加工程序文件的所述已加载部分到所述实际显示区域,以将所述已加载部分中与所述加载指令对应的部分显示在所述实际显示区域中。
12、可选地于,所述读取单元,包括:创建模块,用于通过内存映射的方式将所述目标加工程序文件映射到目标内存中,以创建所述目标加工程序文件的程序文件内存地址;访问模块,用于利用指针指向所述程序文件内存地址,以通过所述指针访问所述目标内存中的所述预定比例的所述目标加工程序文件,得到所述加工程序子文件。
13、可选地,该数控系统的加工程序文件处理装置还包括:第二获取单元,用于在确定所述加工程序子文件为所述目标加工程序文件中的已加载部分之前,获取显示终端的总体显示区域的第一尺寸数据和所述显示终端的实际显示区域的第二尺寸数据;第二确定单元,用于基于所述第一尺寸数据和所述第二尺寸数据确定所述加工程序子文件的总体显示部分;第三确定单元,用于根据所述数控机床所对应的数控系统能够打开所述加工程序文件的内存容量确定所述加工程序子文件的所述第一欲加载部分的第一容量和所述第二欲加载部分的第二容量;第四确定单元,用于根据所述第一容量确定第一欲加载区域的区域大小,并根据所述第二容量确定第二欲加载区域的区域大小。
14、可选地,该数控系统的加工程序文件处理装置还包括:第一加载单元,用于在确定所述实际显示区域的首地址超过所述总体显示区域的首地址时,则重新加载所述已加载部分;取消单元,用于在确定所述显示区在所述目标加工程序文件所对应文本的最前端或最后端时,则取消所述目标加工程序文件的所述第一欲加载区域和所述第二欲加载区域。
15、可选地,该数控系统的加工程序文件处理装置还包括:调整单元,用于在所述总体显示区域在所述文本的中间位置时,当进行所述目标加工程序文件的加载时,调整所述实际显示区域的首地址与所述总体显示区域的首地址之间的距离至目标距离,其中,所述目标距离为大于距离阈值的距离。
16、可选地,该数控系统的加工程序文件处理装置还包括:第三获取单元,用于在确定需要对所述目标加工程序文件进行编辑时,获取对所述目标加工程序文件进行编辑的编辑内容的编辑信息容量;第一设置单元,用于根据所述编辑信息容量重新设置所述目标加工程序文件的实际容量;控制单元,用于控制光标在编辑后的所述目标加工程序文件的文件内存的位置后的内容进行向后移动,并在所述光标移动后的内存位置写入所述编辑内容。
17、可选地,该数控系统的加工程序文件处理装置还包括:控制单元,用于在确定需要对所述目标加工程序文件进行删除或退格处理时,控制光标在所述目标加工程序文件的文件内存的位置后的内容进行向前移动,并获取所述删除或所述退格的操作所对应的删除容量;第二设置单元,用于根据所述删除容量重新设置所述目标加工程序文件的文件容量。
18、可选地,该数控系统的加工程序文件处理装置还包括:所述读取单元,还用于在所述数控机床执行加工操作时,读取所述目标加工程序文件的多个所述加工程序子文件;译码单元,用于对所述加工程序子文件进行译码处理,得到加工执行指令,并将所述加工执行指令发送至所述数控机床,以使所述数控机床按照所述加工执行指令执行加工操作。
19、可选地,该数控系统的加工程序文件处理装置还包括:生成单元,用于在对所述加工程序子文件进行译码处理之后,生成下一个执行的所述加工程序子文件对应的程序段的段号;第五确定单元,用于确定所述段号的文本内存地址;第二加载单元,用于加载所述文本内存地址的实际显示文本,并将所述实际显示文本缓存至缓存区域;显示单元,用于根据所述数控机床当前加工反馈的当前段号,从所述缓存区域内提取出所述当前段号对应的所述实际显示文本,并在所述实际显示区域显示所述实际显示文本。
20、根据本发明实施例的另外一个方面,还提供了一种计算机可读存储介质,所述计算机可读存储介质包括存储的程序,其中,所述程序执行上述中任意一项所述的数控系统的加工程序文件处理方法。
21、根据本发明实施例的另外一个方面,还提供了一种处理器,所述处理器用于运行程序,其中,所述程序运行时执行上述中任意一项所述的数控系统的加工程序文件处理方法。
22、根据本发明实施例的另外一个方面,还提供了一种计算机程序产品,包括计算机指令,所述计算机指令被处理器执行时执行上述中任意一项所述的数控系统的加工程序文件处理方法。
23、在本发明实施例中,获取目标加工程序文件,其中,目标加工程序文件是数控机床执行加工任务时所需的文件;在确定目标加工程序文件的内存超过预定数值时,读取预定比例的目标加工程序文件,以得到加工程序子文件,其中,预定比例是根据数控机床对应数控系统能够打开的加工程序文件的容量来确定的值;确定加工程序子文件为目标加工程序文件中的已加载部分,其中,已加载部分分为:第一欲加载部分、实际显示部分以及第二欲加载部分,第一欲加载部分为未在实际显示区域显示的部分,第二欲加载部分为已经在实际显示区域显示过的部分;在接收到加载指令时,加载目标加工程序文件的已加载部分到实际显示区域,以将已加载部分中与加载指令对应的部分显示在实际显示区域中。通过本发明提供的上述技术方案,实现了对于大加工程序文件可以每次读取其预定比例,以对大加工程序文件进行动态拆分加载处理,提前预算到下一段需要显示的文本,提前进行文本加载,以在数控系统中执行时,定位显示当前加工程序段的目的,达到了提高数控系统的加工程序文件读取能力的技术效果,也能够拓展数控机床的加工能力,进而解决了相关技术中数控系统无法打开内存较大的加工程序文件,存在较大的局限性的技术问题。
本文地址:https://www.jishuxx.com/zhuanli/20240730/199942.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。