用于圆柱电池的端盖组件的制作方法
- 国知局
- 2024-07-31 18:41:05
本公开涉及圆柱电池的,特别是涉及一种用于圆柱电池的端盖组件。
背景技术:
1、圆柱电池是一种外形呈圆柱状,且能够将化学能转化成电能的电化学装置。圆柱电池广泛应用于新能源汽车、电动工具、智能手机、笔记本电能、智能家具及无人机等领域。圆柱电池由端盖组件及壳体组件等部分组成,壳体组件开设有容纳腔,端盖组件盖设于容纳腔并与壳体组件连接。
2、在现有技术中,传统的端盖组件包括盖板主体、密封部及密封胶钉,盖板主体开设有相连通的安装槽及注液孔,密封胶钉穿设于注液孔并与盖板主体连接,密封部位于安装槽内并与盖板主体焊接,密封部与密封胶钉抵接,如专利号为cn202223601623.3的中国专利。
3、然而,在圆柱电池的组装过程中,盖板主体先与壳体组件进行连接组装,再将密封胶钉与盖板主体进行连接组装,然后,将密封部与盖板主体进行焊接组装,从而完成圆柱电池的组装,因此,密封部与盖板主体焊接是圆柱电池进行组装的最后一步,密封部为一次焊接元件,在密封部与盖板主体焊接完成后,工作人员需要对密封部与盖板主体的焊接处进行气密性检测,若气密性检测不通过,即密封部与盖板主体焊接不良,圆柱电池将无法使用,气密性检测不通过的圆柱电池有两种处理方式,分别为直接报废及重新返工,若采用直接报废的方式处理圆柱电池,由于此时的圆柱电池已经成型,圆柱电池的结构完整,各个元件已经具备,直接报废将导致圆柱电池除密封部及盖板主体外的其它元件无法再次使用,从而浪费了圆柱电池除密封部及盖板主体外的其它元件,进而使得圆柱电池的成本损失较大;
4、另外,若采用重新返工的方式处理圆柱电池,工作人员需要先铣掉焊接不良的密封部,将焊接不良的密封部从安装槽内去除,然后,重新取一个新的密封部与盖板主体进行二次焊接,从而完成圆柱电池的返工操作,在工作人员对圆柱电池进行返工操作的过程中,工作人员借助工具铣掉焊接不良的密封部,即工作人员借助工具铣掉密封部与盖板主体之间的焊缝,以使密封部与盖板主体分离,工具直接作用于焊缝,工具的侧边直接作用于盖板主体,使得盖板主体的安装槽遭到破坏,从而使得新的密封部与处理后的安装槽不适配,以使新的密封部与盖板主体之间的连接方便性较差,进而使得端盖组件的二次焊接方便性较差。
技术实现思路
1、本公开的目的是克服现有技术中的不足之处,提供一种二次焊接方便性较好,同时使得圆柱电池的成本损失较小的用于圆柱电池的端盖组件。
2、本公开的目的是通过以下技术方案来实现的:
3、一种用于圆柱电池的端盖组件,包括:
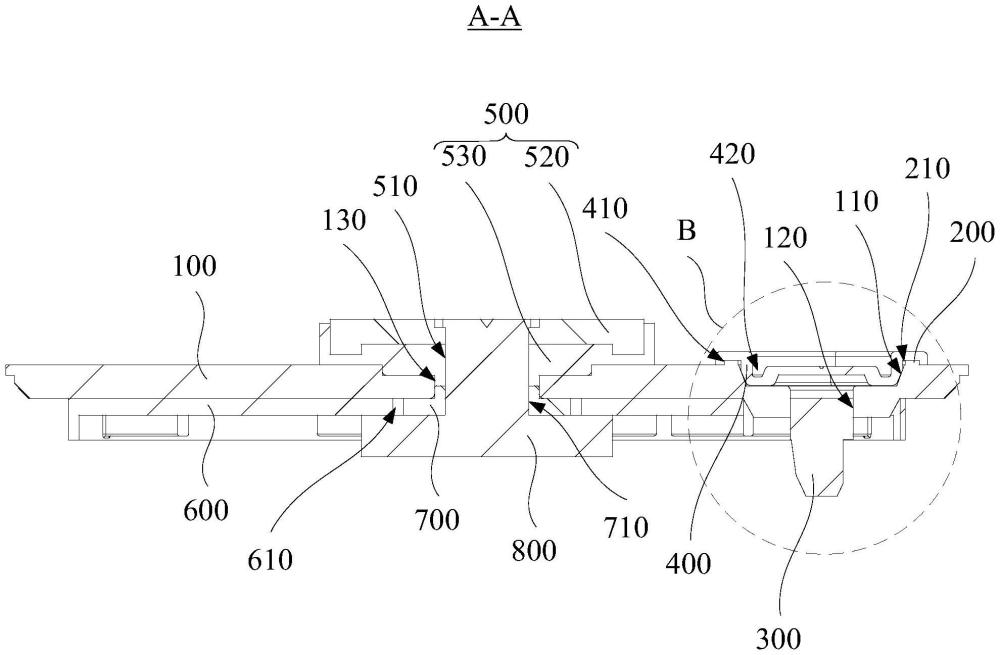
4、端盖主体,开设有相连通的第一安装孔及注液过孔;
5、环形凸起部,与所述端盖主体连接,所述环形凸起部位于所述第一安装孔背离所述注液过孔的一侧,且所述环形凸起部位于所述第一安装孔外,所述环形凸起部开设有第二安装孔,所述第一安装孔与所述第二安装孔连通;
6、密封胶钉,穿设于所述注液过孔并与所述端盖主体连接;以及
7、密封部,依次穿设于所述第二安装孔及所述第一安装孔,所述密封部分别与所述端盖主体及所述环形凸起部焊接。
8、在其中一个实施例中,所述环形凸起部与所述端盖主体为一体成型结构。
9、在其中一个实施例中,所述密封部开设有环形焊接槽,所述环形焊接槽与所述第二安装孔连通,所述环形凸起部位于所述环形焊接槽内并与所述密封部焊接。
10、在其中一个实施例中,所述密封部还开设有环形凹槽,所述环形凹槽与所述环形焊接槽间隔设置。
11、在其中一个实施例中,所述用于圆柱电池的端盖组件还包括端子本体,所述端盖主体还开设有第一连接孔,所述第一连接孔与所述第一安装孔间隔设置,所述端子本体盖设于所述第一连接孔并与所述端盖主体连接,所述端子本体开设有第二连接孔,所述第一连接孔与所述第二连接孔连通。
12、在其中一个实施例中,所述端子本体包括端子部及塑胶部,所述端子部开设有第一过孔,所述塑胶部开设有收纳槽及第二过孔,所述端子部的部分位于所述收纳槽内并与塑胶部连接,所述第一过孔与所述第二过孔连通共同形成所述第二连接孔,所述塑胶部盖设于所述第一连接孔并与所述端盖主体连接,所述第二过孔与所述第一连接孔连通。
13、在其中一个实施例中,所述用于圆柱电池的端盖组件还包括塑胶体,所述塑胶体连接于所述端盖主体背离所述端子本体的一侧,所述塑胶体开设有第三连接孔及注液避位孔,所述第三连接孔与所述注液避位孔间隔设置,所述第三连接孔与所述第一连接孔连通,所述注液避位孔与所述注液过孔连通,所述密封胶钉与所述塑胶体连接。
14、在其中一个实施例中,所述用于圆柱电池的端盖组件还包括密封圈,所述密封圈依次穿设于所述第三连接孔及所述第一连接孔,所述密封圈依次与所述塑胶体及所述端盖主体连接,所述密封圈开设有密封避位孔,所述密封避位孔与所述第一连接孔连通。
15、在其中一个实施例中,所述用于圆柱电池的端盖组件还包括极柱本体,所述极柱本体依次穿设于所述密封避位孔、所述第一连接孔及所述第二连接孔,所述极柱本体依次与所述密封圈及所述端子本体连接,所述极柱本体还与所述塑胶体连接。
16、在其中一个实施例中,所述密封胶钉与所述端盖主体插接。
17、与现有技术相比,本公开至少具有以下优点:
18、1、由于环形凸起部位于第一安装孔外,以使环形凸起部凸设于端盖主体的一侧,密封部分别与端盖主体及环形凸起部焊接,使得密封部进行两次焊接,密封部先与端盖主体焊接,以完成密封部的第一次焊接,然后,密封部再与环形凸起部焊接,以完成密封部的第二次焊接,在密封部与端盖主体完成第一次焊接后,工作人员对密封部与端盖主体的第一次焊接处进行气密性检测,若气密性检测通过,则无需进行密封部与环形凸起部的第二次焊接,反之,若气密性检测不通过,则需要进行密封部与环形凸起部的第二次焊接,用于弥补密封部第一次焊接时的气密性,对密封部与端盖主体之间的第一次焊接进行补救,以使圆柱电池的气密性检测通过,从而解决了现有技术中密封部与盖板主体焊接不良,圆柱电池将无法使用的问题,使得圆柱电池可以直接使用,从而规避了现有技术中采用直接报废的处理方式来处理气密性检测不通过的圆柱电池的问题,进而解决了现有技术中直接报废将导致圆柱电池除密封部及盖板主体外的其它元件无法再次使用,从而浪费了圆柱电池除密封部及盖板主体外的其它元件的问题,使得圆柱电池除密封部及端盖主体外的其它元件仍可继续使用,工作人员只需对密封部与环形凸起部进行第二次焊接用于弥补密封部第一次焊接时的气密性问题,进而使得圆柱电池的成本损失较小。
19、2、由于密封部与环形凸起部的第二次焊接,用于弥补密封部第一次焊接时的气密性,对密封部与端盖主体之间的第一次焊接进行补救,以使圆柱电池的气密性检测通过,从而规避了现有技术中采用重新返工的处理方式来处理气密性检测不通过的圆柱电池的问题,工作人员无需铣掉焊接不良的密封部,即避免了圆柱电池的返工操作,使得工作人员无需借助工具铣掉焊接不良的密封部,即工作人员无需借助工具铣掉密封部与端盖主体之间的焊缝,从而避免了现有技术中工具的侧边直接作用于盖板主体,使得盖板主体的安装槽遭到破坏的问题,以使环形凸起部的第二安装孔不会遭到破坏,从而使得密封部与第二安装孔相适配,以使密封部与环形凸起部之间的连接方便性较好,进而使得用于圆柱电池的端盖组件的二次焊接方便性较好。
本文地址:https://www.jishuxx.com/zhuanli/20240731/180080.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表