高电压电缆及其制造方法与流程
- 国知局
- 2024-08-05 11:51:50
本公开涉及一种高电压电缆,特别是其在电动汽车或混合动力电动汽车中的使用,以及电缆的制造方法。
背景技术:
1、高电压(hv)电缆用于高电压下的电力传输并在各种应用中使用,诸如点火系统以及交流(ac)或直流(dc)电力传输,特别是在混合动力电动汽车或电动汽车技术的领域中,在该领域中来自电池的电压电力通过逆变器放大到600v或更高,并经由具有足够电流容量的大直径高电压电力电缆输出到驱动电机。
2、由于电力传输中的较高电压,对混合动力电动汽车(hev)/电动汽车(ev)技术的需求以及在该技术内的发展导致用作电力电缆的高电压电缆的尺寸增加。然而,也在不断努力缩小发动机室的尺寸,并减少汽车中所有部件的重量。
3、因此,需要一种提供足够的电流容量,同时重量更轻且细长的高电压电缆。
技术实现思路
1、本公开涉及一种高电压电缆,包括空心导体,其特征在于,内金属管布置在空心导体的内部,并且第一电绝缘层布置在内金属管与空心导体之间,其中第一电绝缘层与内管的整个外表面以及空心导体管的整个内表面直接接触。通过提供内金属管,能够方便地将第一电绝缘层保持在空心导体的内部的适当位置,并且由于空心导体中的向内电绝缘,可以借助于流经内管的内部的冷却流体来冷却电缆。与用于相同电压施加的实心非冷却高电压电缆相比,高电压电缆的内部冷却允许更小的电缆横截面积。
2、内管是由金属制成的。第一电绝缘层优选地由具有30kv/mm或更高的介电强度的材料制成。更优选地,第一电绝缘层的材料是不导电的聚合物材料,诸如聚酰胺或聚乙烯,优选地为聚酰胺。
3、电缆适当地包括布置在空心导体的外表面上的第二电绝缘层。屏蔽层适当地布置在第二电绝缘层的外部。屏蔽层优选地是挤出管。
4、由于铝和铝合金的低重量和相对低的成本,内管、空心导体和/或屏蔽层可以有利地由铝或铝合金制成。
5、电缆的横截面积可以是从70到200mm2,或者70-120mm2,并且内管的直径可以是6-12mm,诸如6-10mm或者8-12mm。
6、电缆适用于安装在电动汽车或混合动力电动汽车、电动船舶或混合动力电动船舶中。电缆也适用于安装在充电站基础设施中。
7、本公开还涉及上述电缆的制造方法。该方法包括以下步骤:
8、-提供第一挤出金属管;
9、-将电绝缘材料的涂覆层施加到挤出金属管的外表面上,以获得具有第一电绝缘层的经涂覆的内管;
10、-提供导电材料的第二挤出管以获得空心导体。
11、-将经涂覆的内管插入空心导体中并使其膨胀,直到第一电绝缘层与空心导体的内表面接触。
12、通过共挤出(co-extrusion)或粉末涂覆将第一电绝缘层适当地施加到第一挤出管。经涂覆的内管的膨胀是冷成型方法,优选地通过拉着塞子穿过内管或通过液压成形来执行。
13、该方法可以适当地包括将电绝缘材料的涂覆层施加到空心导体的外表面上的步骤,以获得具有第二电绝缘层的经涂覆的空心导体,其中第二电绝缘层优选地通过共挤出施加。此外,该方法可以包括以下步骤:提供呈第三挤出管形式的屏蔽层;以及可选择地将涂覆层施加到第三挤出管的外表面上,以获得第三涂覆管;将经涂覆的空心导体插入到第三挤出金属管中;以及通过减小第三挤出金属管的横截面直径将经涂覆的空心导体以及屏蔽层形成为组件。
14、通过减小第三挤出金属管的横截面直径将经涂覆的空心导体以及屏蔽部形成为组件优选地在将经涂覆的内管插入到空心导体中之前执行。
15、第三挤出金属管的横截面直径可以通过型锻、锤击、挤压(pressure)、滚压成型或拉拔(drawing)来减小。优选地,通过型锻将经涂覆的空心导体以及屏蔽层形成为组件。
16、该方法还可以包括借助于弯曲工具将电缆弯曲105成期望的形状。
17、在本上下文中,特征“电缆的横截面积”是指电缆中导体的横截面积。
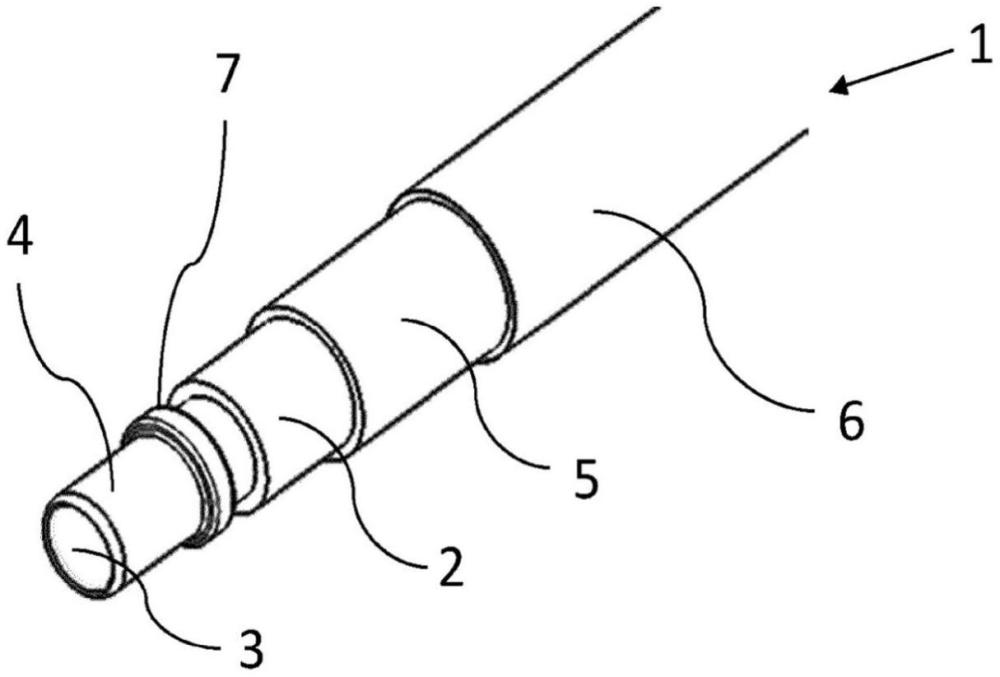
技术特征:1.一种高电压电缆(1),包括空心导体(2),其特征在于,由金属制成的内管(3)布置在空心导体(2)的内部,并且第一电绝缘层(4)布置在内管(3)与空心导体(2)之间,其中所述第一电绝缘层(4)与内管(3)的整个外表面以及空心导体管(2)的整个内表面直接接触。
2.根据权利要求1所述的电缆,其中内管(3)由铝或者铝合金制成。
3.根据权利要求1或2所述的电缆,其中第一电绝缘层(4)由具有30kv/mm或更高的介电强度的材料制成。
4.根据权利要求3所述的电缆,其中第一电绝缘层(4)的材料是不导电聚合物材料。
5.根据权利要求4所述的电缆,其中第一电绝缘层(4)是聚酰胺或聚乙烯。
6.根据权利要求1-5中任一项所述的电缆,进一步包括布置在空心导体(2)的外表面上的第二电绝缘层(5)。
7.根据权利要求6所述的电缆,进一步包括布置在第二电绝缘层(5)外部的屏蔽层(6),所述屏蔽层优选地由铝或铝合金制成。
8.根据权利要求7所述的电缆,其中屏蔽层是挤出管。
9.根据权利要求1-8中任一项所述的电缆,其中电缆的横截面积为70-200mm2,诸如70-120mm2。
10.根据权利要求1-9中任一项所述的电缆,其中内管(3)的直径为6-12mm,诸如6-10mm或8-12mm。
11.根据权利要求1-10中任一项所述的电缆,其中电缆适合于安装在电动汽车或混合动力电动汽车、电动船舶或混合动力电动船舶中。
12.根据权利要求1-10中任一项所述的电缆,其中电缆适合于安装在充电站基础设施中。
13.一种根据权利要求1-12所述的电缆的制造方法(100),包括以下步骤:
14.根据权利要求13所述的方法,其中通过共挤出或粉末涂覆将第一电绝缘层(4)施加(102)到第一挤出金属管(3)。
15.根据权利要求13或14所述的方法,其中经涂覆的内管的膨胀(104)是冷成型方法。
16.根据权利要求15所述的方法,其中经涂覆的内管的膨胀(104)通过拉着塞子穿过内管或者通过液压成形来执行。
17.根据权利要求13-16中任一项所述的方法,进一步包括:
18.根据权利要求17所述的方法,其中第二电绝缘层通过共挤出施加。
19.根据权利要求13-18中任一项所述的方法,进一步包括:
20.根据权利要求19所述的方法,其中通过减小第三挤出金属管的横截面直径将经涂覆的空心导体以及屏蔽部形成(124)为组件是在将经涂覆的内金属管插入(103)到空心导体(2)中之前执行的。
21.根据权利要求19或20所述的方法,其中通过型锻、锤击、挤压、滚压成型或拉拔来将经涂覆的空心导体以及屏蔽层形成(124)为组件。
22.根据权利要求19-21中任一项所述的方法,其中通过型锻将经涂覆的空心导体以及屏蔽层形成(124)为组件。
23.根据权利要求13-22中任一项所述的方法,进一步包括将电缆弯曲成期望的形状。
技术总结一种高电压电缆(1),包括空心导体(2),其特征在于,内管(3)布置在空心导体(2)内部,第一电绝缘层(4)布置在内管(3)与空心导体(2)之间,其中所述第一电绝缘层(4)与内管(3)的整个外表面以及空心导体管(2)的整个内表面直接接触,以及一种电缆的制造方法(100)。技术研发人员:T·托姆森受保护的技术使用者:海德鲁挤压解决方案股份公司技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/259778.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表