一种用于哈氏合金X电解磨削和抛光同步加工的三元电解液及其使用方法
- 国知局
- 2024-08-05 12:03:28
本发明属于电解加工,主要涉及一种用于哈氏合金x电解磨削和抛光同步加工的三元电解液及其使用方法。
背景技术:
1、哈氏合金hastelloy x在诸多方面具有卓越的性能,例如优良的耐腐蚀性,高强度和良好的高温性能。这些特性使得哈氏合金hastelloy x被广泛应用于燃气涡轮发动机和其他对于材料性能有较高要求的领域,如发动机燃烧室、高温火焰喷嘴、发动机叶轮叶片等。这些使用场景对合金表面质量,形状精度,应力等方面提出了非常高的要求。而哈氏合金hastelloy x的切削性能较差,使用传统切削方式加工的哈氏合金hastelloy x残余应力较大,并出现应力变形、毛刺、飞边等缺陷。同时使用机械方式进行材料去除时,表面质量很难达到微米级,表层材料与基体材料也会因为切削力和切削热的作用表现出较大的性能差异。这些问题使得使用传统切削加工获得的哈氏合金hastelloy x难以满足对表面粗糙度和材料综合性能有极高要求的工作环境。
2、电解加工是一种使用电解过程中阳极溶解原理进行材料去除的特种加工技术,与传统机械加工方式相比几乎无残余应力,且不受金属本身硬度和切削性能影响。近年来在难加工金属的制造领域受到了广泛关注,也被逐步应用于哈氏合金hastelloy x零件的生产中。电解磨削加工是一种在电解加工基础上,使用阴极工具上的磨粒对阳极工件表面钝化膜和加工产物进行机械磨削的复合加工技术。借助磨削作用去除在电解加工过程中阳极工件表面形成的钝化膜和加工产物,大大提升了电解加工的加工效率,并使得电流密度分布更加均匀,降低了出现点蚀等缺陷的概率,提升了加工零件的表面质量。
3、加工电解液是决定电解加工及包括电解磨削加工在内的其他相关技术加工效果的首要因素。与加工材料和加工条件相适应的电解液不仅可以获得更好的加工效果(包括形状精度,表面质量等),还可以提升加工稳定性。因此,研发一种与哈氏合金hastelloy x相匹配的电解磨削加工电解液,对于该合金的电解磨削加工的应用和推广具有重要意义。
技术实现思路
1、本发明的目的是提供一种用于哈氏合金x电解磨削和抛光同步加工的三元电解液及其使用方法,具体涉及在哈氏合金x (hastelloy x)电解磨削加工中稳定性高、加工结果可以获得极高表面质量的电解液,并基于该电解液实现电解磨削和抛光的同步加工。本发明技术方案如下:
2、一种用于哈氏合金x电解磨削和抛光同步加工的三元电解液,由nacl 0.2%-0.5%,nano35%-9.5%和乙二醇90%-94.5%组成,总组分质量分数100%。
3、一种用于哈氏合金x电解磨削和抛光同步加工的三元电解液,具体操作步骤如下:
4、①称取nacl,在室温下,将nacl加入到乙二醇中,使用磁力搅拌器充分搅拌,直至完全溶解,获得溶液a;
5、②称取nano3,在室温下,溶液a在搅拌条件下加入nano3,直至完全溶解,制得三元电解液。
6、进一步地,所述组分的纯度要求为:nacl的质量含量≥99.5%,分析纯;nano3的质量含量≥99%,分析纯;乙二醇的质量含量≥98%,分析纯。
7、上述用于哈氏合金x电解磨削和抛光同步加工的电解磨削和抛光三元电解液的使用方法,具体操作步骤如下:
8、(1)参数的确定:连接在三轴cnc数控机床旋转主轴上的圆柱磨头电极的直径为0.3-5mm,圆柱磨头电极上的磨粒尺寸为400-1000目;其中,圆柱磨头电极和加工工件分别为电解反应的阴极和阳极,圆柱磨头电极和加工工件通过导线分别接入高频脉冲电源的负极和正极;
9、(2)使用阴阳极接触短路的方式对磨头电极进行对刀,当电流监测模块显示阴阳极短路时,停止电极进给,并回退30-40微米,使得初始加工间隙控制在30-40微米;
10、(3)在加工电解槽中加入上述电解磨削和抛光三元电解液,调整电源参数;
11、(4)通过三轴cnc数控机床的旋转主轴对电极施加旋转,控制系统控制x,y,z方向上的进给。
12、优选的,所述步骤(2)中对刀时,电压3-4v,占空比70%。
13、优选的,所述步骤(3)中电源参数为脉冲频率100khz,电压15-20v,占空比30%。
14、优选的,所述步骤(4)中主轴转速为800-1000rpm,x,y,z方向上的进给速度均为1μm/s。
15、本发明的有益效果如下:
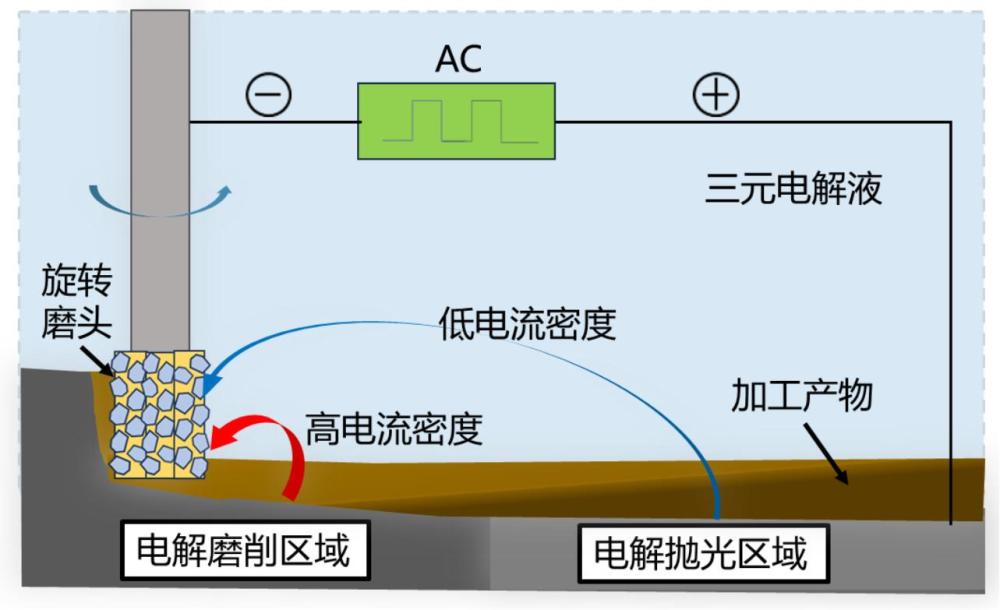
16、(1)本发明中用于哈氏合金hastelloy x加工的三元电解液依靠cl-离子可有效去除哈氏合金hastelloy x表面氧化膜,并且该电解液对哈氏合金hastelloy x具有特殊的溶解特性,即在较大的电场强度范围内电流密度随电场强度变化不明显,而当电场强度高于某一临界值时电流密度随着电场强度的升高迅速增加。结合电场强度随着极间距的增大而减小这一基本物理规律,加工区域被自然得分为低电流密度区域和高电流密度区域。加工过程中,低电流密度区域进行电解抛光加工,高电流密度区域进行电解磨削加工,成功实现了电解磨削和抛光同步加工这一创新性加工方式,原理图和对应的极化曲线分别如图1和图2所示,极化曲线测量过程中阴阳极距离保持不变,故极化电位与电场强度正相关,极化曲线中极化电流对于极化电位的响应本质上是对于电场强度的响应。
17、(2)本发明中用于哈氏合金hastelloy x电解磨削和抛光同步加工的三元电解液,成分简单,对于配制过程和使用环境要求较低,且价格相对低廉。并且使用该三元电解液对哈氏合金hastelloy x进行加工时,加工过程稳定性好,加工效果优异,表面粗糙度可达sa40-100nm。在对表面质量具有严格要求的哈氏合金hastelloy x的零件的生产中具有巨大的应用前景。
技术特征:1. 一种用于哈氏合金x电解磨削和抛光同步加工的三元电解液,其特征在于,所述三元电解液由nacl 0.2%-0.5%,nano3 5%-9.5%和乙二醇 90%-94.5%组成。
2.根据权利要求1所述三元电解液,其特征在于,三元电解液组分的纯度要求为:nacl的质量含量≥99.5%,分析纯;nano3的质量含量≥99%,分析纯;乙二醇的质量含量≥98%,分析纯。
3.如权利要求1或2所述三元电解液的制备方法,其特征在于,所述制备方法的步骤如下:
4.如权利要求1或2所述的三元电解液,或如权利要求3所述制备方法获得的三元电解液的使用方法,具体操作步骤如下:
5.根据权利要求4所述三元电解液的使用方法,其特征在于,所述步骤(2)中对刀时,电压3-4v,占空比70%。
6.根据权利要求4所述三元电解液的使用方法,其特征在于,所述步骤(3)中电源参数为脉冲频率100khz,电压15-20v,占空比30%。
7.根据权利要求4所述三元电解液的使用方法,其特征在于,所述步骤(4)中主轴转速为800-1000rpm,x,y,z方向的进给速度均为1μm/s。
技术总结本发明涉及一种用于哈氏合金X电解磨削和抛光同步加工的三元电解液及其使用方法,该电解液由:NaCl 0.2%‑0.5%,NaNO<subgt;3</subgt;5%‑9.5%和乙二醇90%‑94.5%组成。本电解液借助Cl<supgt;‑</supgt;对于哈氏合金X表面氧化膜的强去除作用和哈氏合金X在硝酸钠乙二醇溶液中的独特溶解特性,实现了高电流密度下电解磨削和低电流密度下电解抛光的同步进行。使用该三元电解液对哈氏合金Hastelloy X进行电解磨削‑抛光同步加工,可以获得极高的加工表面质量,表面粗糙度可达Sa 40‑100nm。此外,本发明三元电解液成分简单,价格相对低廉,配制容易,且具有较高安全性。技术研发人员:刘勇,秦一鹏,李陈鑫,王丽,王侃,彭传校受保护的技术使用者:山东大学技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/260853.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表