一种磁控溅射技术制备复合防护涂层的方法
- 国知局
- 2024-08-05 12:10:10
本发明涉及防护涂层,特别是涉及一种磁控溅射技术制备复合防护涂层的方法。
背景技术:
1、模具是我国制造业的基础装备,但是由于实际生产应用过程中,工模具的服役环境比较苛刻,需要面临高温高压、腐蚀介质侵蚀、高冲击载荷等不利条件,常发生如热疲劳、热磨损等一系列失效问题,导致模具寿命大幅降低,因此对加工过程中材料的表面质量提出了更高的要求。
2、硬质涂层因具备极高的硬度和优异的耐磨性能,常作为防护涂层应用于工模具表面,可有效提升模具的使用寿命,降低能源损耗和生产成本。中国专利cn106756854a公开了一种防冲蚀耐摩擦镀膜金属基材,由内向外依次为金属基材基底、金属钛层、氧化铟锡层、氮化钛层、第一氧化硅层、镍基合金层、氮化锆钛层、第二氧化硅层、氮化铬锆钛层和氮化铬锆铝钛层,制备的金属基材具备较高的硬度、优秀的防冲蚀和耐摩擦性能。中国专利cn113667942a公开了一种硬质合金涂层,包括依次形成于基体表面的钛层、氮化铬层、氮化钛层及氮化钛铬层,所述硬质合金涂层形成于刀具基体的表面,可避免刀具产生刀尖积热,提高了刀具的使用寿命和加工效率。中国专利cn103628032a公开了一种在导电基体材料上制备纳米氮化钛层的方法,利用磁控溅射技术在基体表面沉积一层纳米级的纯金属或合金过渡层,再利用磁控溅射技术和电弧离子镀技术共同快速沉积一层氮化钛层,之后再利用磁控溅射技术沉积一层纳米级的氮化钛层,其利用磁控溅射沉积微细纳米粒子,提高了过渡层的结合力。
3、上述专利技术的研究主要集中于在基材表面设计不同种类的涂层,进而提高硬质合金的硬度和耐摩擦性能等,但目前在工业生产中,模具表面常规的硬质涂层往往存在膜基性能差异大、内应力分布复杂、结合强度较低等问题,亟待新的解决思路。
技术实现思路
1、本发明的目的是提供一种磁控溅射技术制备复合防护涂层的方法,以解决上述硬质合金涂层基膜性能差异大,内应力分布复杂、结合强度较低的问题。
2、为实现上述目的,本发明第一方面提供了一种磁控溅射技术制备复合防护涂层的方法,包括以下步骤:
3、(1)准备工作
4、将钛靶靶材安装在靶位上,并连接直流电源;
5、将基片进行切割并清洗;
6、确保镀膜室内清洁、密封;
7、(2)镀膜操作
8、向腔体内通入高纯氩气,开启直流电源,进行钛靶的溅射,到达钛层溅射时间后,关闭直流电源;
9、开启氮气阀门,氮气充满腔体后,开启直流电源,进行溅射,达到氮化钛层溅射时间后,关闭直流电源;
10、上述钛层和氮化钛层的制备过程循环多次得到复合防护涂层。
11、优选的,每次循环的钛层溅射时间和氮化钛层溅射时间之和为定值。
12、优选的,每次循环的钛层溅射时间和氮化钛层溅射时间之和为20min。
13、优选的,相邻钛层的溅射时间间隔和相邻氮化钛层的溅射时间间隔相等。
14、优选的,循环次数为10次。
15、优选的,钛层的总溅射时间和氮化钛层的总溅射时间之和为3h20min。
16、优选的,复合防护涂层的膜厚为2.2μm。
17、优选的,多次循环的钛层溅射时间逐渐减少,多次循环的氮化钛层溅射时间逐渐增加。
18、优选的,钛层每层溅射时间依次为17min30s、15min50s、14min10s、12min30s、10min50s、9min10s、7min30s、5min50s、4min10s、2min30s;
19、氮化钛层每层溅射时间依次为:2min30s、4min10s、5min50s、7min30s、9min10s、10min50s、12min30s、14min10s、15min50s、17min30s。
20、优选的,钛层每层溅射时间依次为16min40s、13min20s、10min、6min40s、3min20s、3min20s、6min40s、10min、13min20s、16min40s;
21、氮化钛每层溅射时间依次为3min20s、6min40s、10min、13min20s、16min40s、16min40s、13min20s、10min、6min40s、3min20s。
22、优选的,钛层每层溅射时间依次为16min40s、13min20s、10min、6min40s、3min20s、16min40s、13min20s、10min、6min40s、3min20s;
23、氮化钛层每层溅射时间依次为3min20s、6min40s、10min、13min20s、16min40s、3min20s、6min40s、10min、13min20s、16min40s。
24、本发明第二方面提供了一种磁控溅射技术制备的复合防护涂层,由上述的方法制备得到的。
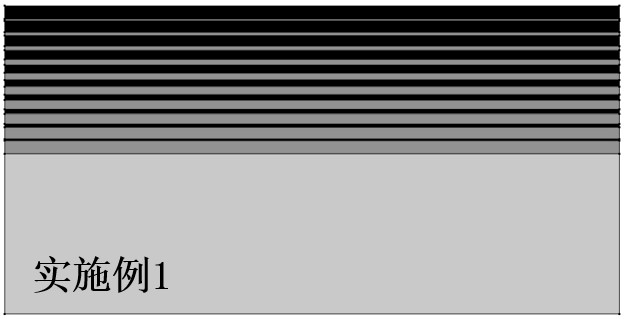
25、优选的,复合防护涂层包括多层纳米晶金属钛层和多层陶瓷氮化钛层组成,钛层和氮化钛层间隔设置,交替构成,多层钛层的总厚度和多层氮化钛层的总厚度为1:1。
26、本发明第三方面提供了一种磁控溅射技术制备的复合防护涂层的应用,复合防护涂层在模具表面保护涂层中的应用。
27、因此,本发明采用上述结构的一种磁控溅射技术制备复合防护涂层的方法,具有以下有益效果:
28、(1)本发明通过磁控溅射技术的溅射时间调节不同位置处金属钛层和陶瓷氮化钛层的厚度,形成梯度结构,不仅保留了传统金属/陶瓷复合多层涂层较高硬度的优点,还克服了其结合力下降的缺陷。
29、(2)本发明通过梯度分布的金属/陶瓷复合多层实现应力的耗散和力学性能的梯度分布,显著提高了涂层的结合力并且提高了硬度,这种结构设计思路未在模具钢涂层中报道过。
30、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
技术特征:1.一种磁控溅射技术制备复合防护涂层的方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种磁控溅射技术制备复合防护涂层的方法,其特征在于:每次循环的钛层溅射时间和氮化钛层溅射时间之和为定值。
3.根据权利要求2所述的一种磁控溅射技术制备复合防护涂层的方法,其特征在于:相邻钛层的溅射时间间隔和相邻氮化钛层的溅射时间间隔相等。
4.根据权利要求3所述的一种磁控溅射技术制备复合防护涂层的方法,其特征在于:循环次数为10次。
5.根据权利要求4所述的一种磁控溅射技术制备复合防护涂层的方法,其特征在于:多次循环的钛层溅射时间逐渐减少,多次循环的氮化钛层溅射时间逐渐增加。
6.根据权利要求5所述的一种磁控溅射技术制备复合防护涂层的方法,其特征在于:钛层每层溅射时间依次为17min30s、15min50s、14min10s、12min30s、10min50s、9min10s、7min30s、5min50s、4min10s、2min30s;
7.根据权利要求4所述的一种磁控溅射技术制备复合防护涂层的方法,其特征在于:
8.根据权利要求4所述的一种磁控溅射技术制备复合防护涂层的方法,其特征在于:
9.一种磁控溅射技术制备的复合防护涂层,其特征在于:由权利要求1-8任一项所述的方法制备得到的。
10.根据权利要求9所述的一种磁控溅射技术制备的复合防护涂层的应用,其特征在于:复合防护涂层在模具表面保护涂层中的应用。
技术总结本发明公开了一种磁控溅射技术制备复合防护涂层的方法,包括以下步骤:将钛靶靶材安装在靶位上,并连接直流电源;将基片进行切割并清洗;确保镀膜室内清洁、密封;向腔体内通入高纯氩气,开启直流电源,进行钛靶的溅射,到达钛层溅射时间后,关闭直流电源;开启氮气阀门,氮气充满腔体后,开启直流电源,进行溅射,达到氮化钛层溅射时间后,关闭直流电源;上述钛层和氮化钛层的制备过程循环多次得到复合防护涂层。本发明通过磁控溅射技术的溅射时间调节不同位置处金属钛层和陶瓷氮化钛层的厚度,形成梯度结构,不仅保留了传统金属/陶瓷复合多层涂层较高硬度的优点,还克服了其结合力下降的缺陷。技术研发人员:张侃,张文韬,郑伟涛,文懋,汪佳,周陶受保护的技术使用者:吉林大学技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/261358.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表