一种铝合金门窗板材加工用连续式冲压模具的制作方法
- 国知局
- 2024-08-05 12:12:02
本发明涉及铝合金门窗板材冲压加工,具体为一种铝合金门窗板材加工用连续式冲压模具。
背景技术:
1、铝合金门窗板材通过一系列加工后可制成门窗框架,便于门窗框架对门窗很好的进行安装和支撑使用,在对铝合金门窗板材加工时需要使用到冲压模具,使得铝合金门窗板材加工成需要的形状,保证门窗框架与门窗之间很好的进行安装,目前市场上的冲压模具在使用时还是存在一些问题,如下:
2、现有技术中公告号为“cn109248958a”所公开的专利名称为“一种门窗生产用冲压模具”,将原材料放置好位置,第一液压缸下压使上冲模下降,上冲模与下冲模的配合将产品冲压好,第二液压缸将下冲模抽出时,支撑板随下冲模的滑出替代其位置,防止冲压好的产品掉落摔伤,顶出装置将顶板顶出,顶板通过支撑板的通道将产品顶出,第一电机启动使第一丝杆转动,从而通过第一丝杆套推动推料板将产品推出冲压范围后再进行收集,推料板退回至原位,顶板下降至原位,下冲模退回原位,进行下一个产品生产;
3、上述中的冲压模具只是简单的通过上冲模与下冲模的配合将产品冲压好,但是由于上冲模只是矩形状结构设置,下冲模只是凹形状结构设置,使得上冲模与下冲模冲压的形状较为简单,若需要将铝合金门窗板材冲压成形状稍微复杂的门窗框架,还需要再次进行冲压,不能一次冲压而成,因此导致冲压模具不能满足不同的使用需求;
4、现有技术中公告号为“cn117505634a”所公开的专利名称为“一种连续式冲压模具”受力齿条与直齿轮啮合;所述工作台上还滑动连接有滑动齿条,所述工作台上通过支杆转动连接有安装齿轮,所述安装齿轮与滑动齿条啮合;所述安装齿轮与直齿轮之间通过同步件传动连接;所述滑动齿条与承载块之间通过连接杆固定连接通过工作台、承载板、夹持件、传动单元、推出组件以及传动机构之间的配合,在工作过程中,伺服气缸驱使承载板向下滑动,在承载板向下滑动时,能够通过夹持件对板材进行固定,能够提高板材在冲压时的稳定性,满足工作需要,在冲压完成后,伺服气缸驱使承载板向上滑动,在承载板向上滑动时,能够通过传动单元带动夹持件对板材解锁,之后通过传动机构带动推出组件将板材推出,能够通过推出组件将板材从工作台上的工位处推出,无需采用额外的机械手将冲压完成后的板材从工作台上拿出,能够进一步提高该冲压模具工作效率,使用效果好;
5、上述中的冲压模具虽然通过推出组件将板材从工作台上的工位处推出,无需采用额外的机械手将冲压完成后的板材从工作台上拿出,能够进一步提高该冲压模具工作效率,保证冲压模具的连续加工,但是不能连续式的进行上料,还需要工作人员手动上料,继而使得连续效果较差;
6、所以我们提出了一种铝合金门窗板材加工用连续式冲压模具,以便于解决上述中提出的问题。
技术实现思路
1、本发明的目的在于提供一种铝合金门窗板材加工用连续式冲压模具,以解决上述背景技术提出的目前市场上需要将铝合金门窗板材冲压成形状稍微复杂的门窗框架,还需要再次进行冲压,不能一次冲压而成,因此导致冲压模具不能满足不同的使用需求,不能连续式的进行上料,还需要工作人员手动上料,继而使得连续效果较差的问题。
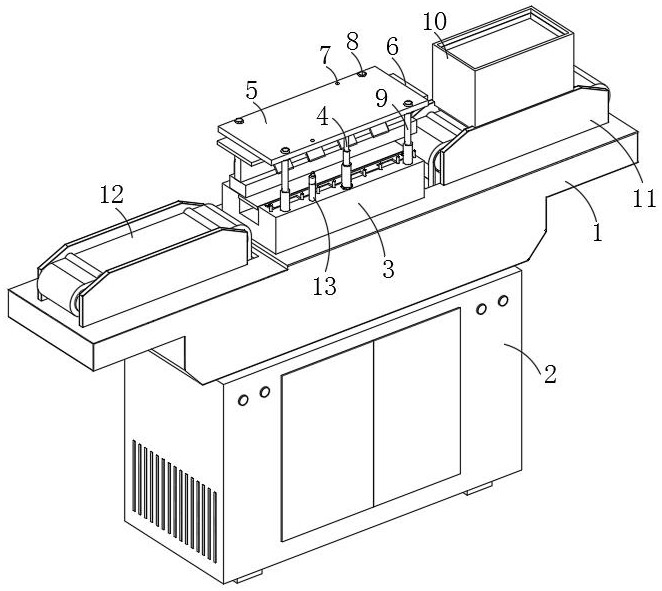
2、为实现上述目的,本发明提供如下技术方案:一种铝合金门窗板材加工用连续式冲压模具,包括支撑板,且支撑板的下方安装有控制柜;
3、所述支撑板的上方中部位置安装有下凹模机构;所述下凹模机构的上表面四角均通过主导向柱与上模板相连接,下凹模机构的上表面中部位置对称安装有电动推杆,以及电动推杆的输出端与上模板相连接;
4、所述上模板的底部安装有安装板,且安装板的底面安装有上凸模机构;所述上凸模机构的前后两侧面均安装有呈倾斜状结构的上辅助模机构;所述下凹模机构的上表面对称安装有两排用于对铝合金门窗板材移动时限位的限位柱,限位柱的外侧设置有主导向柱;
5、所述下凹模机构的上表面对称开设有两个容置槽,且容置槽的内部转动连接有下辅助模机构,下辅助模机构的内部安装有自动控制组件;所述下凹模机构的内部滑动连接有自脱模组件。
6、优选的,所述自脱模组件包括滑动连接在下凹模机构内的推板,且推板的最高点与下凹模机构的最高点平齐,推板的底面安装有四个安装柱;
7、进一步的,通过上述结构的设置,可很好的进行自动脱模。
8、所述下凹模机构的内部开设有四个储气槽,且安装柱的下端滑动连接在储气槽内,安装柱的下端通过复位弹簧与储气槽的内部相连接。
9、进一步的,通过上述结构的设置,储气槽内可储存一定量的气体,便于后期的使用。
10、优选的,所述自动控制组件包括贯穿固定在下辅助模机构内的转动杆,且转动杆的左端外侧嵌套连接有涡旋弹簧,转动杆的右端外侧缠绕连接有连接绳,连接绳的外端与推板的右端外侧相连接;
11、进一步的,通过上述结构的设置,连接绳被拉动可自动带转动杆旋转,无需额外动力源的使用。
12、所述下辅助模机构和转动杆通过连接绳与下凹模机构构成自动转动结构。
13、优选的,所述下辅助模机构的外侧与上辅助模机构的下方均呈凹凸状结构设置,且下辅助模机构的外侧与上辅助模机构的下方凹凸配合。
14、进一步的,通过上述结构的设置,下辅助模机构与上辅助模机构配合来对铝合金门窗板材的上方侧边进行冲压。
15、优选的,所述支撑板左右两端外侧均固定有一组支撑架,且每组中的两个支撑架之间安装有承托板,右侧的承托板的上表面内部嵌入安装有重力传感器;
16、进一步的,通过上述结构的设置,重力传感器可检测放置框内的物料重力。
17、所述支撑板内部开槽安装有连续输送皮带的中部位置,且连续输送皮带的左右两端分别安装在支撑板的左右两端上方,连续输送皮带的左右两端内壁贴合设置有输送辊,输送辊的外端与支撑架转动连接,两个承托板分别设置在连续输送皮带的左右两端内侧;
18、连续输送皮带的中部位置通过导向辊进行支撑限位导向,且导向辊转动安装在支撑板内部开设的槽内。
19、进一步的,通过上述结构的设置,可将连续输送皮带撑起呈“凹”字形设置,便于将连续输送皮带的中间部位下陷安装在支撑板内。
20、优选的,所述连续输送皮带的外侧面等间距安装有呈弧形状结构的凸条,且凸条的材质为橡胶材质,连续输送皮带呈“凹”字形结构设置。
21、优选的,所述上模板的上表面对称开设有主导向槽,上模板的上表面交错开设有副导向槽,且主导向槽内安装有主导向柱的顶端,主导向柱为伸缩杆结构。
22、进一步的,通过上述结构的设置,便于主导向柱很好的对冲压模具进行导向支撑。
23、优选的,所述支撑板右侧上方的支撑架上安装有放置框,放置框的上方和下方均为开口状结构设置,放置框与连续输送皮带右侧之间的最短间距大于一个铝合金门窗板材的高度,放置框与连续输送皮带右侧之间的最短间距小于两个铝合金门窗板材的高度之和。
24、优选的,所述下凹模机构的前后两侧面上方交错安装有两个下辅助导向柱,且下辅助导向柱的内部滑动连接有上辅助导向柱,上辅助导向柱的底部通过连接弹簧与下辅助导向柱的底部内部相连接,上辅助导向柱的顶部安装有压力传感器;
25、所述上辅助导向柱的上方插入到支撑板内开设的副导向槽内,上辅助导向柱与副导向槽呈一一对应设置。
26、进一步的,通过上述结构的设置,辅助导向柱与副导向槽配合可对冲压模具进一步的导向支撑。
27、优选的,所述下凹模机构的内部安装有连接管,且连接管的一端与储气槽的内部相连通,连接管的另一端与下辅助导向柱的内部相连通,下辅助导向柱的个数与连接管的个数呈1:2设置,连接管呈“l”形状结构设置;
28、上辅助导向柱的底部和安装柱的底部均安装有活塞,且上辅助导向柱底部的活塞与下辅助导向柱的内壁贴合设置,安装柱底部的活塞与储气槽的内壁贴合设置。
29、进一步的,通过上述结构的设置,便于将储气槽内的气体推出而排出。
30、与现有技术相比,本发明的有益效果是:该铝合金门窗板材加工用连续式冲压模具,通过上凸模机构上方外侧的上辅助模机构与自动旋转成倾斜状的下辅助模机构的配合使用,可将冲压呈“u”形状的铝合金门窗板材的上方再次冲压呈倾斜状,因此使得该冲压模具可将铝合金门窗板材一次冲压成形状稍微复杂的门窗框架,该冲压模具可满足不同的使用需求,其具体内容如下:
31、上凸模机构与下凹模机构配合对通过铝合金门窗板材冲压呈“u”形状的同时,通过上凸模机构上方外侧的上辅助模机构与自动旋转成倾斜状的下辅助模机构的配合使用,可将冲压呈“u”形状的铝合金门窗板材的上方再次冲压呈倾斜状,因此使得该冲压模具可将铝合金门窗板材一次冲压形状稍微复杂的门窗框架,该冲压模具可满足不同的使用需求;
32、进一步的,通过上凸模机构自动带动上辅助模机构下降,同时上凸模机构冲压的过程中带动推板向下移动,使得推板对连接绳进行拉动,因此使得被拉动的连接绳带动自动控制组件内的转动杆和下辅助模机构自动旋转,无需额外使用动力源;
33、同时通过自脱模组件内的推板向下移动时会对复位弹簧挤压,后期当上凸模机构与下凹模机构分离时,此时通过复位弹簧的蓄力会自动带动推板向上移动,因此便于冲压成型后的铝合金门窗板材很好的与下凹模机构的内部分离,使得冲压成型后的铝合金门窗板材的底面在下凹模机构的最高点位置,便于后期连续输送皮带右侧的新的铝合金门窗板材将下凹模机构上冲压成型后的铝合金门窗板材自动推动到连续输送皮带的左侧,便于自动下料;
34、通过上下两侧面均为开口状结构的放置框的设置,便于放置框对多个铝合金门窗板材进行放置,当连续输送皮带将一个铝合金门窗板材输送到下凹模机构上时,此时放置框内的另一个铝合金门窗板材会自动落在连续输送皮带上等待下一次的输送工作,因此可连续式同步的下料和上料,无需工作人员手动上料,提高了连续式冲压模具的冲压效率;
35、同时通过重力传感器监测到放置框内的铝合金门窗板材的重力变为最小时,此时说明放置框内的铝合金门窗板材还剩下一个即将用完,这时重力传感器将此信号传输给控制柜内的单片机,然后单片机控制报警器发出警报,以便于提醒工作人员向放置框内加入铝合金门窗板材;
36、安装柱下降时通过底部的活塞将储气槽内的气体通过连接管推动到下辅助导向柱内,因此使得下辅助导向柱内的上辅助导向柱被自动向上推动,这时上辅助导向柱插入到副导向槽内进行辅助导向定位,可进一步的提高上凸模机构与下凹模机构的对齐的精准度以及稳固性;
37、若模具由于冲压压力过大、不均匀等原因导致偏移时,此时主导向柱损坏,这时上凸模机构下降时,上辅助导向柱上升,若上辅助导向柱不能插入到副导向槽内,则说明冲压模具发生偏移,此时下降的上模板对上辅助导向柱顶端的压力传感器施加一定的压力,这时压力传感器将此信号传输给控制柜内的单片机,然后单片机控制报警器发出警报,以便于提醒工作人员冲压模具发生偏移,及时停止冲压模具的使用。
本文地址:https://www.jishuxx.com/zhuanli/20240802/261503.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表