一种风电叶片用根部螺栓套组件拉挤量产制备方法与流程
- 国知局
- 2024-08-05 12:14:25
本发明涉及复合材料拉挤成型,尤其涉及一种风电叶片用根部螺栓套组件拉挤量产制备方法。
背景技术:
1、风电行业中,根部螺栓套组件作为叶片与轮毂连接的重要部件之一,其传统制作方法是采用真空灌注工艺成型,与在叶片生产时或之前在阴模模具中各部件逐个铺放后采用真空灌注工艺固化成型。其部件包含:螺栓套、堵头、密封圈、芯材、拉挤复材楔形件以及相关纤维纱线和多轴向织物。
2、传统真空灌注工艺制备根部螺栓套组件时,由于各部件在制备时组装,且相互之间的间隙和间距很难确保一致。因此部件间的结合力相对较弱,同时极易形成空腔等缺陷进一步降低结合力。另外,在使用纱线填充部件之间的间隙时完全依靠目测和经验进行,质量一致性难以得到保障。螺栓套间的复材拉挤楔形件在叶根组件固化时,也会因操作的不稳定性出现固化应力集中造成的楔形件本体开裂破损。
技术实现思路
1、本发明所要解决的技术问题是:提供一种风电叶片用根部螺栓套组件拉挤量产制备方法,有效解决背景技术中的问题。
2、为了达到上述目的,本发明所采用的技术方案是:一种风电叶片用根部螺栓套组件拉挤量产制备方法,包括以下步骤:
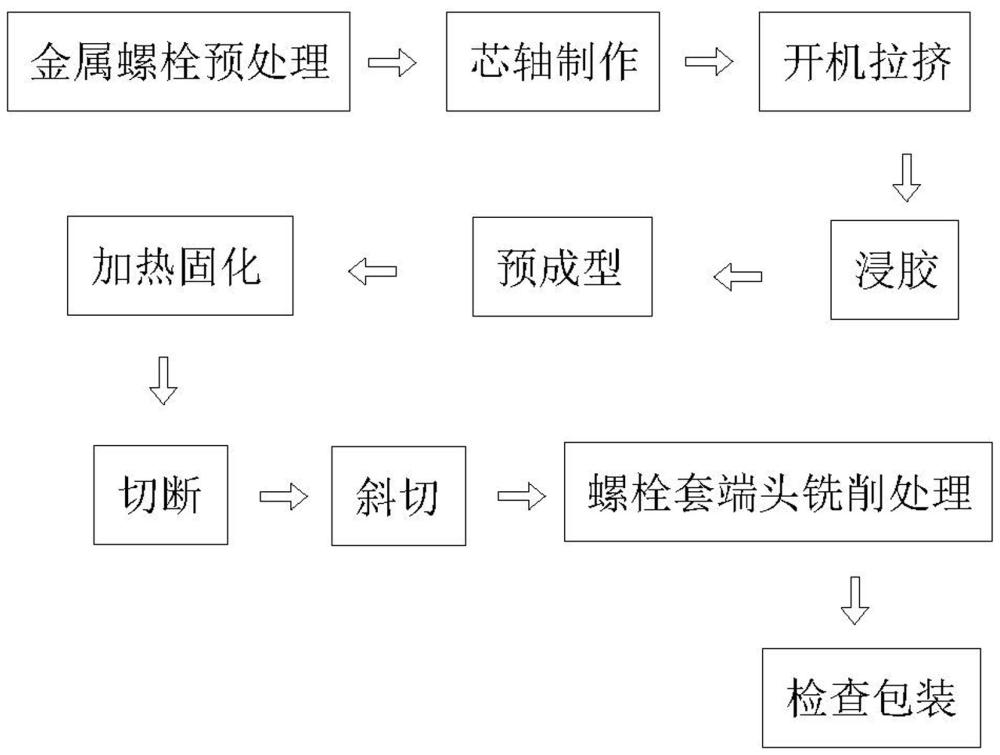
3、步骤一、金属螺栓套预处理:先对金属螺栓套的外表面进行喷砂处理,再使用带密封圈的堵头对金属螺栓套内孔的一端进行封堵;
4、步骤二、芯轴制作:选取两个预处理后的金属螺栓套,将带堵头一端分别与pet芯材的两端进行连接,组成一套芯轴;
5、步骤三、开机拉挤:利用纤维和多轴向织物在芯轴上进行穿纱布局,并在芯轴与芯轴之间通过双头螺栓将两个金属螺栓套的连接,实现对多套芯轴的串联;
6、步骤四、浸胶:在牵引力作用下,对串联的芯轴四周的纤维和织物进行浸胶处理;
7、步骤五、预成型:依据预成型模具的中心线,采用芯轴握持随动工装对芯轴的中心线进行定位,使其顺利进入预成型工装和模具,并与四周浸润树脂的纤维和织物一起完成预成型工序,得到螺栓套组件的半成品;
8、步骤六、加热固化:螺栓套组件的半成品经拉挤固化模具进行加热固化,得到螺栓套组件的成品;
9、步骤七、断切:对固化后的多套螺栓套组件成品位于双头螺栓的位置进行断切,得到单套螺栓套组件成品;
10、步骤八、斜切:按照图纸要求,对单套螺栓套组件成品的pet芯材区域进行斜切,得到独立的两件外形尺寸一致的螺栓套组件;
11、步骤九、螺栓套端头铣削处理:对螺栓套组件内螺栓套端头固化的玻璃钢复材进行铣削处理;
12、步骤十、检查包装:铣削后的螺栓套,清理干净粉尘后除去外端口切割剩余的螺栓,同时使用内窥镜或通止规检查螺栓套内螺纹是否存在树脂胶,若检验合格即可进行包装。
13、进一步地,在步骤二中,所述螺栓套带堵头的一端与所述pet芯材采用榫卯结构、插销结构、螺纹结构或胶接连接形式的一种或多种的组合。
14、进一步地,在步骤三中,串联后的多套芯轴的拉挤速度为8-15cm/min。
15、进一步地,多套芯轴的拉挤速度为10-12cm/min。
16、进一步地,在步骤四中,浸胶选用树脂的玻璃化转变温度tg控制在95℃-110℃之间。
17、进一步地,在步骤五中,所述芯轴握持随动工装在对一套芯轴中心线进行定位时,移动至预成型模具进口处释放点后,松开对芯轴的夹持,继续对下一套芯轴的中心线进行支撑定位。
18、进一步地,所述芯轴握持随动工装包括导轨支架及设置在导轨支架上的至少两个托架;
19、所述导轨支架设置在预成型模具的入口处或预成型支架处,两个所述托架下端安装有以滑块或滑轮,且托架上端夹持所述芯轴,跟随所述芯轴在滑轨上同步移动,并通过调节两个托架高度,使芯轴中心线与模具中心线始终保持重合。
20、进一步地,两个所述托架对所述芯轴两端的两个金属螺栓套进行定位。
21、进一步地,在步骤六中,拉挤固化模具内沿拉挤方向设有第一加热区域、第二加热区域和第三加热区域,且所述第一加热区域、第二加热区域和第三加热区域对应的加热温度分别为100-120℃、125-155℃和125-145℃。
22、进一步地,将玻璃钢复材铣削至螺栓套端面的距离为5mm±0.5mm。
23、本发明的有益效果为:本发明通过拉挤工艺预制根部螺栓组件,降低了叶片根部制作时螺栓套部件安装铺放的时间,提高了工作效率;通过纤维和织物的精确分布和控制解决纤维因分布不均造成的应力集中和空腔缺陷问题;通过螺栓套、芯材和纱线/织物的一体成型,取消了拉挤楔形件的应用,有效的提高了螺栓套组件内各部件的结合性,也有效提升了叶片叶根螺栓组件的承载能力。
24、与传统制备工艺方法相比,实现了连续拉挤,大大提升了根部螺栓套的成品质量,有效地提高了根部螺栓的载荷强度,同时有效地解决了传统根部楔形件因受力不均造成的开裂损伤问题。
技术特征:1.一种风电叶片用根部螺栓套组件拉挤量产制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的风电叶片用根部螺栓套组件拉挤量产制备方法,其特征在于,在步骤二中,金属螺栓套带堵头的一端与所述pet芯材采用榫卯结构、插销结构、螺纹结构或胶接连接形式的一种或多种的组合。
3.根据权利要求1所述的风电叶片用根部螺栓套组件拉挤量产制备方法,其特征在于,在步骤三中,串联后的多套芯轴的拉挤速度为8-15cm/min。
4.根据权利要求3所述的风电叶片用根部螺栓套组件拉挤量产制备方法,其特征在于,多套芯轴的拉挤速度为10-12cm/min。
5.根据权利要求1所述的风电叶片用根部螺栓套组件拉挤量产制备方法,其特征在于,在步骤四中,浸胶选用树脂的玻璃化转变温度tg控制在95℃-110℃之间。
6.根据权利要求1所述的风电叶片用根部螺栓套组件拉挤量产制备方法,其特征在于,在步骤五中,所述芯轴握持随动工装在对一套芯轴中心线进行定位时,移动至预成型模具进口处释放点后,松开对芯轴的夹持,继续对下一套芯轴的中心线进行支撑定位。
7.根据权利要求6所述的风电叶片用根部螺栓套组件拉挤量产制备方法,其特征在于,所述芯轴握持随动工装包括导轨支架及设置在导轨支架上的至少两个托架;
8.根据权利要求7所述的风电叶片用根部螺栓套组件拉挤量产制备方法,其特征在于,两个所述托架对所述芯轴两端的两个金属螺栓套进行定位。
9.根据权利要求1所述的风电叶片用根部螺栓套组件拉挤量产制备方法,其特征在于,在步骤六中,拉挤固化模具内沿拉挤方向设有第一加热区域、第二加热区域和第三加热区域,且所述第一加热区域、第二加热区域和第三加热区域对应的加热温度分别为100-120℃、125-155℃和125-145℃。
10.根据权利要求1所述的风电叶片用根部螺栓套组件拉挤量产制备方法,其特征在于,将玻璃钢复材铣削至螺栓套端面的距离为5mm±0.5mm。
技术总结本发明涉及复合材料拉挤成型技术领域,尤其涉及一种风电叶片用根部螺栓套组件拉挤量产制备方法,包括:对金属螺栓套进行喷砂处理,使用堵头进行封堵;带堵头一端与芯材进行连接,组成一套芯轴;纤维和多轴向织物在芯轴上进行穿纱布局,通过双头螺栓将两个金属螺栓套的连接;对串联的芯轴进行浸胶处理;预成型模具完成预成型工序,得到螺栓套组件的半成品;经拉挤固化模具进行加热固化,得到成品;对成品位于双头螺栓的位置进行断切,得到单套成品;对单套成品的芯材区域进行斜切,得到独立螺栓套组件;对螺栓套端头进行铣削处理,实现了连续拉挤,提升了根部螺栓套的成品质量,同时有效地解决了传统根部楔形件因受力不均造成的开裂损伤问题。技术研发人员:谈昆伦,周培锐,季小强,刘昊天,韩中受保护的技术使用者:常州市宏发纵横新材料科技股份有限公司技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/261733.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表