注塑控制方法、系统、注塑机、计算机设备及存储介质与流程
- 国知局
- 2024-08-05 12:20:33
本发明涉及注塑加工,尤其是涉及一种注塑控制方法、系统、注塑机、计算机设备及存储介质。
背景技术:
1、参见图1,注塑机在做注射动作时,液泵100和电磁阀200根据控制指令动作,液泵100将液压油经电磁阀200输注至注射油缸300,由注射油缸300转换为机械能、并驱使注塑原料喷注。在液泵100和电磁阀200同时得到控制指令的情况下,液泵100的响应速度会快于电磁阀200的响应速度,故而会存在液泵100启动并加压一段时间后电磁阀200才能开启,在注塑起始时由于液压较大会产生注塑原料喷射,影响注塑过程的稳定性,极易造成注塑件表面产生流纹瑕疵。
技术实现思路
1、本发明的目的在于提供一种注塑控制方法、系统、注塑机、计算机设备及存储介质,以缓解注塑起始时注塑原料喷射的技术问题。
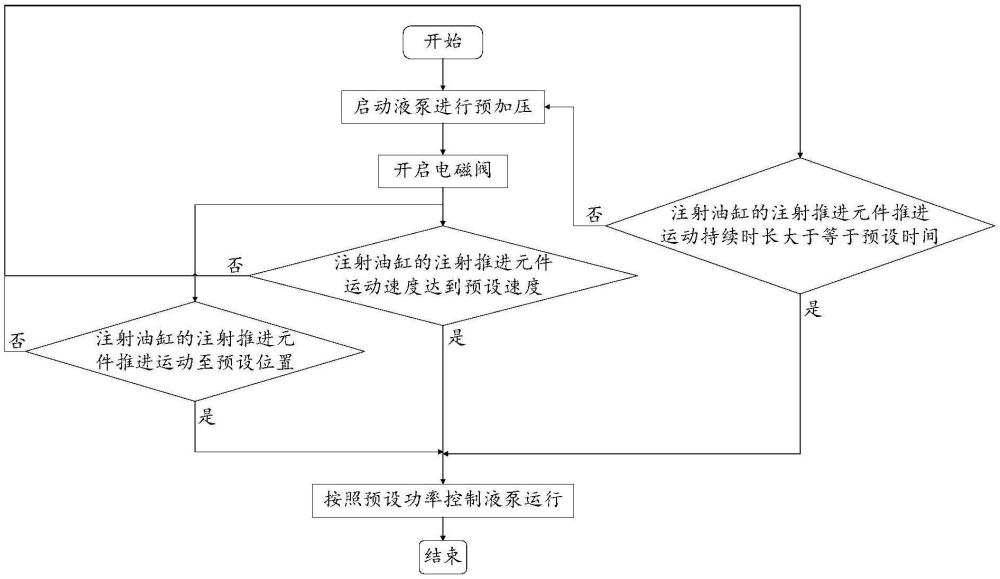
2、第一方面,本发明提供的注塑控制方法,适用于注塑机,所述注塑机包括:液泵、电磁阀和注射油缸,所述液泵使油液加压、并流经所述电磁阀通入所述注射油缸,所述注射油缸驱使注塑原料喷注;注塑控制方法包括以下步骤:
3、启动所述液泵进行预加压,并开启所述电磁阀;
4、当所述注射油缸满足初始注射条件时,按照预设功率控制所述液泵运行。
5、结合第一方面,本发明提供了第一方面的第一种可能的实施方式,其中,所述初始注射条件包括:所述注射油缸的注射推进元件推进运动至预设位置。
6、结合第一方面,本发明提供了第一方面的第二种可能的实施方式,其中,所述初始注射条件包括:所述注射油缸的注射推进元件运动速度达到预设速度。
7、结合第一方面,本发明提供了第一方面的第三种可能的实施方式,其中,所述初始注射条件包括:所述注射油缸的注射推进元件推进运动持续时长大于等于预设时间。
8、结合第一方面,本发明提供了第一方面的第四种可能的实施方式,其中,所述启动所述液泵进行预加压的步骤包括:
9、启动所述液泵直至所述电磁阀进液端压力达到预设压力。
10、结合第一方面的第四种可能的实施方式,本发明提供了第一方面的第五种可能的实施方式,其中,在所述启动所述液泵进行预加压的步骤中,所述液泵以预加压功率运行,所述预加压功率小于所述预设功率。
11、第二方面,本发明提供的注塑控制系统,包括:
12、检测模块,用于检测注射油缸的工作状态;
13、控制模块,所述控制模块连接所述检测模块、液泵和电磁阀;
14、所述控制模块用于控制所述液泵启动、并使所述电磁阀开启,当所述注射油缸满足初始注射条件时使所述液泵按照预设功率运行。
15、第三方面,本发明提供的注塑机包括用于执行如第一方面记载注塑控制方法的单元。
16、第四方面,本发明提供的计算机设备,包括:存储器和控制器,所述存储器存储计算机程序,所述控制器执行所述计算机程序时实现第一方面记载的注塑控制方法。
17、第五方面,本发明提供的计算机可读存储介质,其上存储有计算机程序,所述计算机程序被执行时实现第一方面记载的注塑控制方法。
18、本发明实施例带来了以下有益效果:通过启动液泵进行预加压,并开启电磁阀,当注射油缸满足初始注射条件时,按照预设功率控制液泵运行,在预加压阶段液泵输注的流量和压力足以使流路具备一定液压,当注射油缸满足初始注射条件才按照预设功率控制液泵运行,可以避免注射初期产生喷射现象,提高了注射过程的稳定性。
19、为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
技术特征:1.一种注塑控制方法,适用于注塑机,所述注塑机包括:液泵(100)、电磁阀(200)和注射油缸(300),所述液泵(100)使油液加压、并流经所述电磁阀(200)通入所述注射油缸(300),所述注射油缸(300)驱使注塑原料喷注;
2.根据权利要求1所述的注塑控制方法,其特征在于,所述初始注射条件包括:所述注射油缸(300)的注射推进元件推进运动至预设位置。
3.根据权利要求1所述的注塑控制方法,其特征在于,所述初始注射条件包括:所述注射油缸(300)的注射推进元件运动速度达到预设速度。
4.根据权利要求1-3任一项所述的注塑控制方法,其特征在于,所述初始注射条件包括:所述注射油缸(300)的注射推进元件推进运动持续时长大于等于预设时间。
5.根据权利要求1所述的注塑控制方法,其特征在于,所述启动所述液泵(100)进行预加压的步骤包括:
6.根据权利要求5所述的注塑控制方法,其特征在于,在所述启动所述液泵(100)进行预加压的步骤中,所述液泵(100)以预加压功率运行,所述预加压功率小于所述预设功率。
7.一种注塑控制系统,其特征在于,所述注塑控制系统包括:
8.一种注塑机,其特征在于,包括用于执行如权利要求1-6任一项所述注塑控制方法的单元。
9.一种计算机设备,包括:存储器和控制器,所述存储器存储计算机程序,其特征在于,所述控制器执行所述计算机程序时实现权利要求1-6任一项所述的注塑控制方法。
10.一种计算机可读存储介质,其上存储有计算机程序,其特征在于,所述计算机程序被执行时实现权利要求1-6任一项所述的注塑控制方法。
技术总结本发明提供了一种注塑控制方法、系统、注塑机、计算机设备及存储介质,涉及注塑加工技术领域,本发明提供的注塑控制方法,通过启动液泵进行预加压,并开启电磁阀,当注射油缸满足初始注射条件时,按照预设功率控制液泵运行,可采用注射油缸中注射推进元件的位置、速度及移动时长作为初始注射条件的判断依据,确保电磁阀和注射油缸的状态皆达到注塑工况需要,仅当注射油缸满足初始注射条件才按照预设功率控制液泵运行,可以避免注射初期产生喷射现象,提高了注射过程的稳定性。技术研发人员:陈杰,夏旻文,徐百里,顾霆受保护的技术使用者:无锡海天机械有限公司技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/262277.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表