一种粉末注射成型用不锈钢粉末的制备方法及高硬度无磁不锈钢的制备方法
- 国知局
- 2024-08-08 17:00:31
本发明涉及不锈钢制备,尤其涉及一种粉末注射成型用不锈钢粉末的制备方法及高硬度无磁不锈钢的制备方法。
背景技术:
1、医疗领域中使用大量的不锈钢产品,不仅涉及到骨科、齿科、介入支架等治疗用的各类不锈钢植入器械,还包括外科手术器械、诊疗器械,以及院内公共设施。这些设施对不锈钢功能提出的更高的要求;如高的硬度和耐磨性,同时还要求无磁性。
2、其中304l作为亚稳奥氏体不锈钢,具有良好的耐腐蚀性、耐热性和机械性能。然而,其硬度低,在对磨工况下,其抗磨性能差导致不锈钢零部件寿命短;此外,在低温下,亚稳奥氏体不锈钢易发生塑性变形,导致奥氏体相变为马氏体,使得具有铁磁性的马氏体产生。此外,为提高粉末冶金不锈钢产品的硬度,可对粉末进行球磨处理,以使其具有马氏体相,但这会造成粉末磁性增大。
3、综上所述,提出一种提高不锈钢表面硬度,且抑制不锈钢磁性能产生的不锈钢制备方法是十分有必要的。
技术实现思路
1、本发明的目的在于提供一种粉末注射成型用不锈钢粉末的制备方法及高硬度无磁不锈钢的制备方法,能够提高不锈钢表面硬度,且抑制不锈钢磁性能产生。
2、为实现上述目的,本发明采用的一种粉末注射成型用不锈钢粉末的制备方法,包括如下步骤:
3、往不锈钢粉末中加入ticn粉末;其中所述不锈钢粉末与所述ticn粉末的质量比为1:0.1~0.5;
4、将所述不锈钢粉末和所述ticn粉末混合均匀,得到混合粉末;
5、对所述混合粉末进行球磨处理,得到球磨粉末;
6、将所述球磨粉末进行气流磨整形处理,制得含ticn的合金粉末。
7、其中,在对所述混合粉末进行球磨处理,得到球磨粉末的步骤中:
8、球磨中充入惰性气体,其中所述惰性气体为氮气。
9、其中,在对所述混合粉末进行球磨处理,得到球磨粉末的步骤中:
10、球料比为10~20:1,球磨时间为5~20h。
11、其中,在将所述球磨粉末进行气流磨整形处理,制得含ticn的合金粉末的步骤中:
12、气流磨整形处理中采用螺旋气流,气流压力为0.6~1mpa,磨整形时间为0.5~2h。
13、本发明还提供一种高硬度无磁不锈钢的制备方法,包括如下步骤:
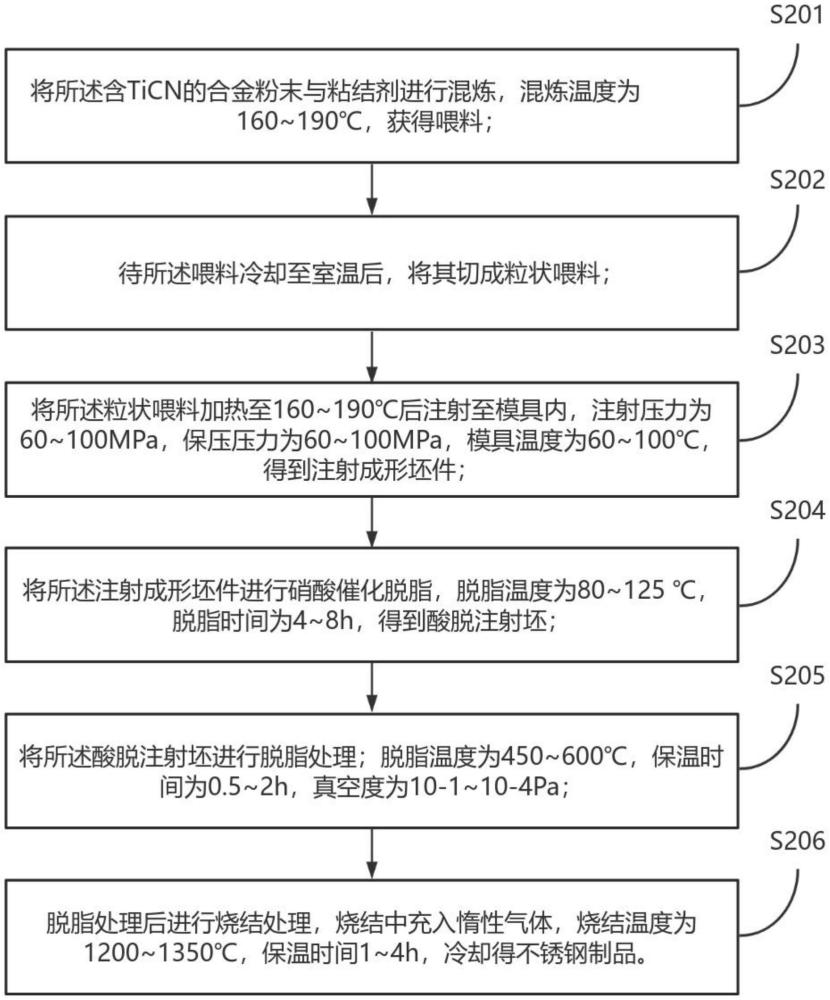
14、将所述含ticn的合金粉末与粘结剂进行混炼,获得喂料;
15、待所述喂料冷却至室温后,将其切成粒状喂料;
16、注射所述粒状喂料,得到注射成形坯件;
17、将所述注射成形坯件进行硝酸催化脱脂,得到酸脱注射坯;
18、将所述酸脱注射坯进行脱脂处理;
19、脱脂处理后进行烧结处理,冷却得不锈钢制品。
20、其中,在将所述含ticn的合金粉末与粘结剂进行混炼,获得喂料的步骤中:
21、混炼温度为160~190℃。
22、其中,在注射所述粒状喂料,得到注射成形坯件的步骤中:
23、将所述粒状喂料加热至160~190℃后注射至模具内,注射压力为60~100mpa,保压压力为60~100mpa,模具温度为60~100℃,得到注射成形坯件。
24、其中,在将所述注射成形坯件进行硝酸催化脱脂,得到酸脱注射坯的步骤中:
25、脱脂温度为80~125℃,脱脂时间为4~8h。
26、其中,在将所述酸脱注射坯进行脱脂处理的步骤中:
27、脱脂温度为450~600℃,保温时间为0.5~2h,真空度为10-1~10-4pa。
28、其中,在脱脂处理后进行烧结处理,冷却得不锈钢制品的步骤中:
29、烧结中充入惰性气体,烧结温度为1200~1350℃,保温时间1~4h。
30、本发明的一种粉末注射成型用不锈钢粉末的制备方法及高硬度无磁不锈钢的制备方法,往不锈钢粉末中加入ticn粉末;将所述不锈钢粉末和所述ticn粉末混合均匀,得到混合粉末;对所述混合粉末进行球磨处理,得到球磨粉末;将所述球磨粉末进行气流磨整形处理,制得含ticn的合金粉末。将所述含ticn的合金粉末与粘结剂进行混炼,获得喂料;待所述喂料冷却至室温后,将其切成粒状喂料;注射所述粒状喂料,得到注射成形坯件;将所述注射成形坯件进行硝酸催化脱脂,得到酸脱注射坯;将所述酸脱注射坯进行脱脂处理;脱脂处理后进行烧结处理,冷却得不锈钢制品。通过利用粉末冶金结合高能球磨工艺,将ticn均匀混合不锈钢粉末;通过塑性变形细化粉末粒度,减小晶粒尺寸,提高不锈钢硬度;利用ticn作为金属基强化相,稳定奥氏体,抑制马氏体产生,抑制磁性产生;最后利用注射成型工艺,烧结制备不锈钢。对改善不锈钢综合力学性能以及拓展应用范围有显著的效果;实现提高不锈钢表面硬度,且抑制不锈钢磁性能产生。
技术特征:1.一种粉末注射成型用不锈钢粉末的制备方法,其特征在于,包括如下步骤:
2.如权利要求1所述的粉末注射成型用不锈钢粉末的制备方法,其特征在于,在对所述混合粉末进行球磨处理,得到球磨粉末的步骤中:
3.如权利要求1所述的粉末注射成型用不锈钢粉末的制备方法,其特征在于,在对所述混合粉末进行球磨处理,得到球磨粉末的步骤中:
4.如权利要求1所述的粉末注射成型用不锈钢粉末的制备方法,其特征在于,在将所述球磨粉末进行气流磨整形处理,制得含ticn的合金粉末的步骤中:
5.一种高硬度无磁不锈钢的制备方法,包括如权利要求1所述的粉末注射成型用不锈钢粉末的制备方法,其特征在于,还包括如下步骤:
6.如权利要求5所述的高硬度无磁不锈钢的制备方法,其特征在于,在将所述含ticn的合金粉末与粘结剂进行混炼,获得喂料的步骤中:
7.如权利要求5所述的高硬度无磁不锈钢的制备方法,其特征在于,在注射所述粒状喂料,得到注射成形坯件的步骤中:
8.如权利要求5所述的高硬度无磁不锈钢的制备方法,其特征在于,在将所述注射成形坯件进行硝酸催化脱脂,得到酸脱注射坯的步骤中:
9.如权利要求5所述的高硬度无磁不锈钢的制备方法,其特征在于,在将所述酸脱注射坯进行脱脂处理的步骤中:
10.如权利要求5所述的高硬度无磁不锈钢的制备方法,其特征在于,在脱脂处理后进行烧结处理,冷却得不锈钢制品的步骤中:
技术总结本发明涉及不锈钢制备技术领域,具体涉及一种粉末注射成型用不锈钢粉末的制备方法及高硬度无磁不锈钢的制备方法;将含TiCN的合金粉末与粘结剂进行混炼,将其切成粒状喂料;将注射成形坯件进行硝酸催化脱脂;将酸脱注射坯进行脱脂处理并进行烧结处理,冷却得不锈钢制品;通过利用粉末冶金结合高能球磨工艺,将TiCN均匀混合不锈钢粉末;通过塑性变形细化粉末粒度,减小晶粒尺寸,提高不锈钢硬度;利用TiCN作为金属基强化相,稳定奥氏体,抑制马氏体产生,抑制磁性产生;最后利用注射成型工艺,烧结制备不锈钢。对改善不锈钢综合力学性能以及拓展应用范围有显著的效果;实现提高不锈钢表面硬度,且抑制不锈钢磁性能产生。技术研发人员:马毅龙,龙洪陈,罗现福,席永瞳,段兆辉,钱宇杰,邱杨受保护的技术使用者:重庆科技大学技术研发日:技术公布日:2024/8/5本文地址:https://www.jishuxx.com/zhuanli/20240808/271790.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表