可伸缩片材的收纳方法和装置与流程
- 国知局
- 2024-08-08 17:06:16
本发明涉及可伸缩片材的收纳方法和装置,特别是指一种可伸缩片材的折叠及堆叠方法和装置。
背景技术:
1、已知的可伸缩片材是通过在输送方向上拉伸具有伸缩性的树脂膜,并在拉伸后的树脂膜上层叠另一片材构件而形成的(参照专利文献1)。
2、同时,已知一种折叠并堆叠片材的装置。图13是这种装置的示意图。如图13所示,在该装置101中,输送带110输送的细长橡胶片材111通过由曲柄机构摆动的可伸缩片材出料器121,从可伸缩片材出料器121的出口侧端部处的一对辊121a之间出料,并且被折叠成预定长度并堆叠在托板131的顶部。托板131设置在上升/下降装置132上,并且当堆叠橡胶片材111时下降。折叠翼片133压住橡胶片材,从而有利于折叠橡胶片材(参见专利文献2)。
3、专利文献1:wo 2020/090753 a1
4、专利文献2:jp 2012-236704 a
技术实现思路
1、本发明人设想如专利文献1中所述制造的可伸缩片材,并且如专利文献2中所述暂时收纳制造的可伸缩片材,从摆动的可伸缩片材出料器出料可伸缩片材,并且折叠和堆叠可伸缩片材。
2、然而,可伸缩片材是在拉伸状态下制造的,并且通过解除拉伸状态,片材构件起伏,从而在可伸缩片材的表面上形成不规则部。当解除可伸缩片材的拉伸状态,并由可伸缩片材出料器输送该片材时,形成在可伸缩片材表面上的不规则部被平坦化。.
3、另一方面,发明人面临着以下新问题:如果可伸缩片材在保持拉伸状态的同时由可伸缩片材出料器输送,则可伸缩片材在从可伸缩片材出料器出料时迅速收缩并与输送带缠结在一起,因此无法以z字形出料。
4、鉴于这些种情况,本发明要解决的问题是提供一种能够在输送拉伸状态下的可伸缩片材的同时折叠并堆叠可伸缩片材的可伸缩片材的收纳方法和装置。
5、为了解决上述问题,本发明提供一种可伸缩片材的收纳方法,其结构如下:
6、一种可伸缩片材的收纳方法,包括:(i)第一输送步骤,通过限定可伸缩片材的输送速度的输送辊,将可伸缩片材在拉伸状态下输送到可伸缩片材出料器;以及(ii)第二输送步骤,可伸缩片材出料器在沿着第一方向保持可伸缩片材的两侧的同时将可伸缩片材从可伸缩片材出料器的引入口输送到出料口,并且可伸缩片材出料器的出料口沿着第一方向往复运动,以折叠并堆叠从可伸缩片材出料器的出料口出料的可伸缩片材。在第二输送步骤中可伸缩片材出料器保持可伸缩片材的同时输送可伸缩片材时的输送速度低于在第一输送步骤中输送辊输送可伸缩片材时的输送速度。
7、通过上述方法,抑制了可伸缩片材在从可伸缩片材出料器的出料口出料时的快速收缩,以允许可伸缩片材在稳定状态下从可伸缩片材出料器的出料口沿所需的方向出料,使可伸缩片材能够被折叠并堆叠在可伸缩片材出料器的出料口下方。
8、优选地,在第一输送步骤中,通过所述多个间隔设置的输送辊,沿着可伸缩片材的输送路径输送可伸缩片材,使输送方向下游侧的输送辊输送可伸缩片材的输送速度低于输送方向上游侧的输送辊输送可伸缩片材的输送速度。
9、在这种情况下,易于提高可伸缩片材出料器上游侧的可伸缩片材的输送速度。
10、在第二输送步骤中,可伸缩片材出料器的出料口沿着第一方向往复运动,并且沿着与第一方向和第二方向交叉的第三方向往复运动,其中,在第二方向上,可伸缩片材在被可伸缩片材出料器保持的同时被输送。
11、在这种情况下,扩大了可伸缩片材被折叠和堆叠的范围,从而收纳更多的可伸缩片材。
12、优选地,可伸缩片材的收纳方法还设有:(iii)可伸缩膜形成步骤,其中,通过在加热熔融状态下挤出以热塑性弹性树脂为主要成分的弹性树脂材料而形成具有弹性的树脂膜,并且层叠拉伸状态下的树脂膜和片材构件,从而形成可伸缩片材。
13、在这种情况下,可伸缩片材能够被连续地形成、折叠和堆叠。
14、优选地,在可伸缩片材形成步骤中,间歇地熔接拉伸状态下的树脂膜和片材构件。
15、在这种情况下,当解除拉伸状态时,能够在片材构件起伏处形成可伸缩片材。
16、优选地,在可伸缩片材形成步骤中,层叠树脂膜和所述两个片材构件,使得树脂膜置于片材构件之间,从而形成可伸缩片材。
17、在这种情况下,可伸缩片材的两侧能够具有相同的外观。
18、此外,为了解决上述问题,本发明提供一种可伸缩片材的收纳装置,其结构如下:
19、一种可伸缩片材的收纳装置设有:(a)输送辊,用于输送可伸缩片材并限定可伸缩片材的输送速度;(b)可伸缩片材出料器,具有引入输送辊输送的可伸缩片材的引入口和出料可伸缩片材的出料口,用于在沿着第一方向保持可伸缩片材的两侧的同时将可伸缩片材从引入口输送到出料口,出料口沿着第一方向往复运动,从而折叠并堆叠从出料口出料的可伸缩片材。可伸缩片材出料器输送可伸缩片材的输送速度低于输送辊输送可伸缩片材的输送速度。
20、通过上述结构,抑制了可伸缩片材在从可伸缩片材出料器的出料口出料时的快速收缩,以允许可伸缩片材在稳定状态下从可伸缩片材出料器的出料口沿所需的方向出料,使得可伸缩片材能够被折叠并堆叠在可伸缩片材出料器的出料口下方。
21、优选地,所述多个输送辊以相互间隔的方式设置,输送方向下游侧的输送辊输送可伸缩片材的输送速度低于输送方向上游侧的输送辊输送可伸缩片材的输送速度。
22、在这种情况下,易于提高可伸缩片材出料器上游侧的可伸缩片材的输送速度。
23、优选地,可伸缩片材出料器的出料口在第一方向上往复运动,并且在与第一方向和第二方向交叉的第三方向上往复运动,其中,在第二方向上,可伸缩片材在被可伸缩片材出料器保持的同时被输送。
24、在这种情况下,扩大了可伸缩片材被折叠和堆叠的范围,从而收纳更多的可伸缩片材。
25、优选地,可伸缩片材包括:树脂膜,由以热塑性弹性树脂为主要成分的弹性树脂材料形成并具有弹性;以及片材构件,其中,树脂膜和片材构件被层叠。
26、在这种情况下,可伸缩片材能够被连续地形成、折叠和堆叠。
27、优选地,在可伸缩片材中,树脂膜和片材构件被间歇地熔接。
28、在这种情况下此时,在可伸缩片材中,当解除拉伸状态时,片材构件起伏。
29、优选地,在可伸缩片材中,树脂膜置于所述两个片材构件之间。
30、在这种情况下,可伸缩片材的两侧能够具有相同的外观。
31、根据本发明,可伸缩片材可以在拉伸状态下输送的同时被折叠和堆叠。
技术特征:1.一种可伸缩片材的收纳方法,其特征在于:它包括:
2.根据权利要求1所述的可伸缩片材的收纳方法,其特征在于:在所述第一输送步骤中,通过所述多个间隔设置的输送辊,沿着所述可伸缩片材的输送路径输送所述可伸缩片材,使输送方向下游侧的输送辊输送所述可伸缩片材的输送速度低于所述输送方向上游侧的输送辊输送所述可伸缩片材的输送速度。
3.根据权利要求1或2所述的可伸缩片材的收纳方法,其特征在于:在所述第二输送步骤中,所述可伸缩片材出料器的出料口沿着所述第一方向往复运动;并且沿着与所述第一方向和第二方向交叉的第三方向往复运动;其中,在所述第二方向上,所述可伸缩片材在被所述可伸缩片材出料器保持的同时被输送。
4.根据权利要求1-3中任一项所述的可伸缩片材的收纳方法,其特征在于:它还包括可伸缩膜形成步骤,通过在加热熔融状态下挤出以热塑性弹性树脂为主要成分的弹性树脂材料而形成具有弹性的树脂膜,并且通过层叠所述拉伸状态下的树脂膜和片材构件,从而形成所述可伸缩片材。
5.根据权利要求4所述的可伸缩片材的收纳方法,其特征在于:在所述可伸缩片材形成步骤中,间歇地熔接所述拉伸状态下的树脂膜和所述片材构件。
6.根据权利要求4或5所述的可伸缩片材的收纳方法,其特征在于:在所述可伸缩片材形成步骤中,通过层叠所述树脂膜和所述两个片材构件,使得所述树脂膜置于所述片材构件之间,从而形成所述可伸缩片材。
7.一种可伸缩片材的收纳装置,其特征在于:它包括:
8.根据权利要求7所述的可伸缩片材的收纳装置,其特征在于:所述多个输送辊以相互间隔的方式设置;
9.根据权利要求7或8所述的可伸缩片材的收纳装置,其特征在于:所述可伸缩片材出料器的所述出料口在所述第一方向上往复运动,并且在与所述第一方向和第二方向交叉的第三方向上往复运动;其中,在所述第二方向上,所述可伸缩片材在被所述可伸缩片材出料器保持的同时被输送。
10.根据权利要求7-9中任一项所述的可伸缩片材的收纳装置,其特征在于:所述可伸缩片材包括:树脂膜,由以热塑性弹性树脂为主要成分的弹性树脂材料形成并具有弹性;以及片材构件,其中,所述树脂膜和所述片材构件被层叠。
11.根据权利要求10所述的可伸缩片材的收纳装置,其特征在于:在所述可伸缩片材中,所述树脂膜和所述片材构件被间歇地熔接。
12.根据权利要求10或11所述的可伸缩片材的收纳装置,其特征在于:在所述可伸缩片材中,所述树脂膜置于所述两个片材构件之间。
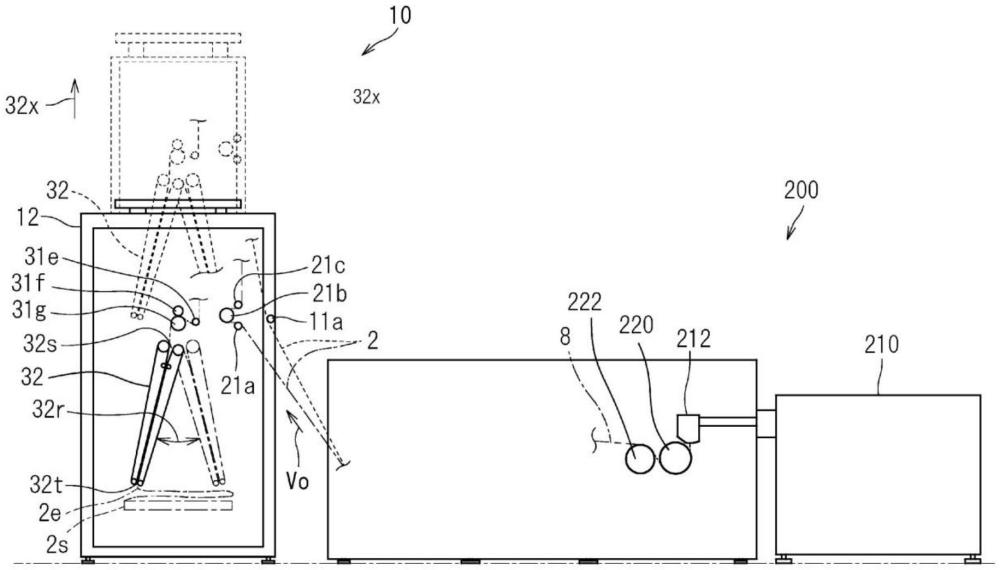
技术总结本发明涉及一种在输送拉伸状态下的可伸缩片材同时折叠并堆叠的方法和装置。本发明包括:第一输送步骤,通过限定可伸缩片材(2)的输送速度V1、V2的输送辊(21b,31g)将拉伸状态下的可伸缩片材(2)输送到可伸缩片材出料器(32);以及第二输送步骤,可伸缩片材出料器(32)在沿着第一方向夹持可伸缩片材(2)的两侧的同时将可伸缩片材(2)从可伸缩片材出料器(32)的引入口(32s)输送到出料口(32t),并且可伸缩片材出料器(32)的出料口(32t)沿着第一方向往复运动,以折叠并堆叠从可伸缩片材出料器(32)的出料口(32t)出料的可伸缩片材(2e)。可伸缩片材出料器(32)输送可伸缩片材(2)时的输送速度V3低于输送辊(21b、31g)输送可伸缩片材(2)时的输送速度V1、V2。技术研发人员:广安正人受保护的技术使用者:株式会社瑞光技术研发日:技术公布日:2024/8/5本文地址:https://www.jishuxx.com/zhuanli/20240808/272376.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。