PTC散热条全自动装配机的制作方法
- 国知局
- 2024-08-22 14:35:37
本发明属于装配,具体涉及一种ptc散热条全自动装配机。
背景技术:
1、ptc是positive temperature coefficient 的缩写,意思是正的温度系数,泛指正温度系数很大的半导体材料或元器件。通常我们提到的ptc是指正温度系数热敏电阻,简称ptc热敏电阻。
2、ptc热敏电阻是一种典型具有温度敏感性的半导体电阻,超过一定的温度(居里温度)时,它的电阻值随着温度的升高呈阶跃性的增高。
3、ptc散热条广泛的应用于空调辅热、暖风机等加热取暖设备中,在新能源产品中,已成为辅热主流。
4、ptc散热条的排布装配需要将u形铝板、翅片和挡板装配,然后通过隔板将装配好的物料排布分隔。现有ptc散热条的排布装配都是人工手动生产装配,人工手动生产装配劳动强度高、装配速度慢、由于缺乏统一的产品装配工艺,产品合格率低,亟需一种能实现ptc散热条自动化生产装配的设备。
技术实现思路
1、为解决上述问题,本发明提出一种能实现自动化装配ptc散热条的装配机。
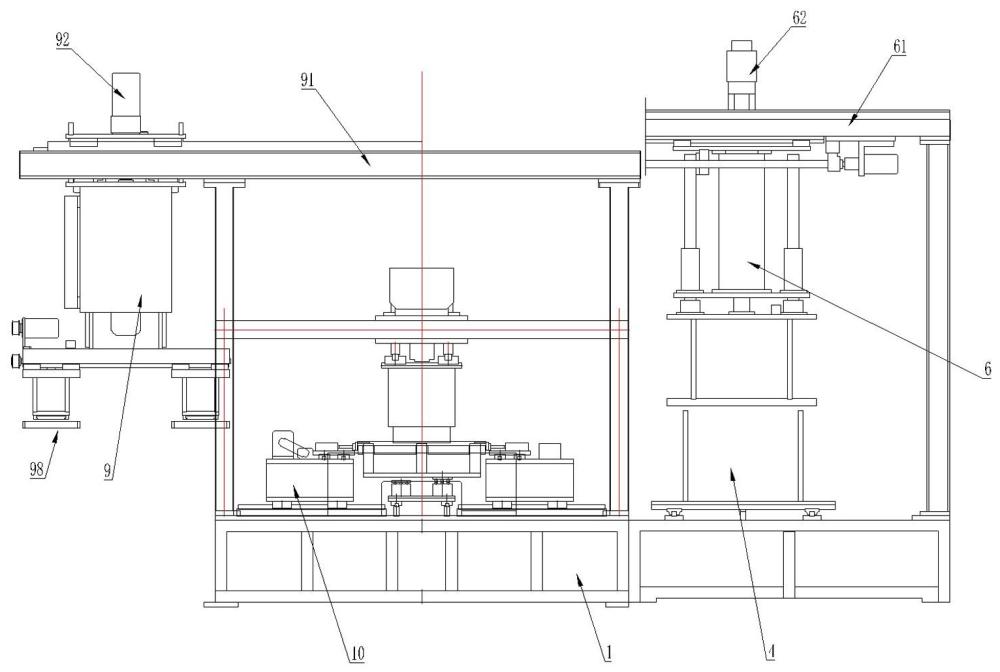
2、本发明采用如下技术方案,包括总底座,总底座上设置有u型板料库、挡板料库和隔板料库;总底座上还设置有推翅片机构、隔板上料机构、发料机构、夹紧机构、拍平机构和物料排布机构,物料排布机构包括工作平台和若干用于将物料运送装配的气缸。
3、u型板料库内部设置有压料气缸,压料气缸的输出轴竖直向下设置,u型板料库侧面还设置有托料气缸,托料气缸的输出轴水平设置,托料气缸的输出轴连接有托料板,u型板料库下方设置有顶料气缸,顶料气缸的输出轴竖直向上设置。
4、隔板上料机构从隔板料库取料,发料机构从挡板料库取料,隔板上料机构将隔板放置于挡板上,u型板料库出料到工作平台上,推翅片机构将翅片推入u型板中,工作平台上的气缸将组装好的u型板和翅片运送至发料机构的下料位,发料机构将堆叠在一起的若干组挡板和隔板逐个发料至工作平台上,由工作平台上的气缸配合将内部有翅片的u型板和隔板、挡板挤压到一起;随后由工作平台上的气缸配合将若干排布好的物料运送至夹紧机构处,将物料从水平方向夹紧;随后再由工作平台上的气缸配合将排布好的物料运送至拍平机构处,拍平机构将物料在竖直方向上拍平。
5、作为本发明的一种优选方案,推翅片机构包括第一底座,第一底座一侧设置有第一电机,第一电机的输出轴连接有轮盘,轮盘偏心连接有连接杆,第一底座上安装有直线导轨,直线导轨上设置有第一滑块,第一滑块一端与连接杆连接,第一滑块远离连接杆的一端连接有推板,第一底座靠近推板的侧面设置有翅片输送轮,所述推板位置与翅片上料位置对应,推板推动位与u型板料库下料位置对应。
6、翅片机将翅片经由翅片输送轮运送过来,第一电机工作带动轮盘转动,轮盘会经过连接杆带动第一滑块在直线导轨上做往复运动,推板在第一滑块带动下往复运动,将翅片逐个推入u型板内。
7、作为本发明的另一种优选方案,隔板上料机构包括第一安装架,第一安装架上安装有第二电机,第二电机输出轴水平设置,第二电机输出轴连接有在第一安装架底部沿水平方向设置的第一丝杠,通过第一丝杠和直线导轨配合安装有第一横移平台,第一横移平台上设置有第三电机,第三电机输出轴竖直向下设置,第三电机输出轴连接有第二丝杠,通过第二丝杠和在第一安装架上沿竖直方向设置的导杆配合设置有能上下升降的升降架,所述升降架底部设置有吸盘,吸盘位置与隔板料库位置对应。
8、作为本发明的第三种优选方案,发料机构包括第二底座,第二底座侧面靠近隔板料库的一端设置有第一链轮,第二底座侧面靠近u型板料库的一端设置有第二链轮,第一链轮和第二链轮间通过传动链条连接,第一链轮和第二链轮由设置于第二底座内部的电机控制转动,传动链条上均匀设置有用于承载挡板和隔板的若干发料块,传动链条底部设置有用于承载、限位传动链条的托料座,托料座设置于第二底座上,第二底座侧面设置有用于配合第二链轮处出料的弧形导料块。
9、隔板上料机构控制吸盘下降吸取隔板,然后横移至发料机构上方,将隔板放在发料块上的挡板上,挡板和隔板发料数量相同。
10、作为本发明的第四种优选方案,夹紧机构包括夹紧支架,所述夹紧支架上设置有第四电机,第四电机的输出轴连接有第一皮带轮,第一皮带轮通过皮带连接有第二皮带轮,第二皮带轮与在夹紧支架底部沿着水平方向设置的第三丝杠连接,通过第三丝杠和直线导轨配合设置有第二横移平台,第二横移平台底部设置有升降气缸,升降气缸的伸缩杆竖直向下设置,升降气缸连接有水平设置的夹紧板。
11、第四电机启动,通过皮带传动带动第三丝杠转动,第二横移平台能在水平方向上移动,通过升降气缸能控制夹紧板的水平移动;当需要对排布好的若干组物料进行夹紧时,升降气缸控制夹紧板下降与物料同一高度,通过第三丝杠控制第二横移平台带动夹紧板水平移动,将物料夹紧,物料排布机构的气缸在另一侧挡住物料。
12、作为本发明的第五种优选方案,拍平机构包括第二安装架,第二安装架上设置有第五电机,第五电机输出轴方向竖直向下设置,第五电机输出轴连接有第四丝杠,通过第四丝杠和直线导轨配合设置有升降平台,升降平台上设置有第六电机,第六电机输出轴水平设置,第六电机输出轴通过皮带传动连接有第五丝杠,通过第五丝杠和直线导轨配合连接有第二滑块,第二滑块底部设置有拍平板。
13、拍平机构设置有水平和竖直方向的横移机构,可以控制拍平板对物料排布机构的气缸运送来的物料进行竖直方向的拍平。
14、作为本发明的第六种优选方案,物料排布机构包括工作平台,两个用于将u型板导正的限位气缸,限位气缸水平设置于工作平台上;工作平台上设置有用于将隔板和挡板与装配了翅片的u型板压在一起的第二压料气缸,配合工作的第一移位气缸和第二移位气缸,第一移位气缸和第二移位气缸配合将推入了翅片的u型板移动至发料机构的下料位,包括配合工作第一升降挡料气缸和第二升降挡料气缸,包括配合工作的第三升降挡料气缸和第四升降挡料气缸,第一升降挡料气缸、第二升降挡料气缸、第三升降挡料气缸和第四升降挡料气缸用于将物料从发料机构下料位处顺次运送至夹紧机构的夹紧位和拍平机构的拍平位,第一移位气缸和第二移位气缸通过直线导轨水平设置于工作平台上,第一升降挡料气缸、第二升降挡料气缸、第三升降挡料气缸和第四升降挡料气缸通过直线导轨竖直设置于工作平台上,第一移位气缸、第二移位气缸、第一升降挡料气缸、第二升降挡料气缸、第三升降挡料气缸和第四升降挡料气缸的伸缩杆连接有挡料板。
15、作为本发明的第七种优选方案,u型板料库、挡板料库和隔板料库底部设置有用于调节料库长度适配不同尺寸物料的调节导轨。
16、本发明的有益效果:
17、本发明通过隔板上料机构、发料机构、推翅片机构、夹紧机构、拍平机构和物料排布机构等装置的配合可将ptc散热条的待装配物料进行自动排布和装配,是一种高效的自动化设备;
18、本发明能大大节省人力,提高工作效率,节省生产产成本;
19、改善了人工组装ptc散热条加工时间长、外观粗糙、排布不均、合格率低等缺点。
本文地址:https://www.jishuxx.com/zhuanli/20240822/279215.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表