一种大马士革钢的电弧熔丝制备方法与流程
- 国知局
- 2024-08-22 14:51:25
本发明属于刀具用钢制备,具体涉及一种大马士革钢的电弧熔丝制备方法。
背景技术:
1、大马士革钢在古代是高档优质钢材的代表,采用大马士革钢制造的刀具除了具有千姿百态的纹路这一最显著特征外,该刀还具有出色的强韧性,在战斗中几乎从无断裂;刀锋锐利无比,可轻松将悬空丝绸一分为二,长久以来被认为是冷兵器时代的兵器之王。基于此,使得当时大马士革钢生产者对该制造工艺严密控制,同时随着火器时代的到来,最终大马士革钢的制造方法失传。近代不少冶金学家曾经试图冶铸出大马士革钢,并且付出了艰辛的努力,然而一次又一次的试验都归于失败。对大马士革刀具的研究和复现已成为近代材料冶金的重要课题。
2、专利cn201610509878.7公开了一种大马士革钢的制备方法,原料基材主要是低、中碳钢,被包覆材料主要是高碳钢、不锈钢、合金钢、合金和铸铁,主要是通过坯材设计、组坯、表面处理、熔炼、铸锭、锻造、轧制、均匀化退火及其表面浸蚀等工艺进行制备。
3、专利cn201780067454.2公开了一种生产图案化复合金属板的方法,包括以下步骤:a)提供至少两种不同的金属和/或金属合金粉末,b)填充容器,b1)粉末在不同的单独层中,其中各个粉末层包括至少两个非平行层和/或非直层,或b2)制造其中一种粉末的三维非实心本体,其包括至少两个非平行部分或层和/或非直的部分或层,将所述本体插入容器中并用另一种粉末完全填充所述本体中和周围的空腔,c)密封和抽空容器,d)对容器进行热等静压,以形成包括非平行和/或非直线金属和/或金属合金层的固结体,e)可选地使固结体经受热变形以形成厚度为50至200mm的中间体,f)在两个垂直方向上热轧固结体或中间体以形成板,可选地包括以下步骤中的一个或多个:g)对热轧板进行冷轧以形成冷轧板h)将板分成两个或多个部分,并且i)蚀刻板以显示或增强图案。
4、目前传统制备大马士革钢的方法存在夹灰、层间结合强度低、制备工艺复杂成本高、效率低、花纹样式单一等缺点。
技术实现思路
1、针对现有技术不足,本发明采用电弧熔丝制造方法,合理控制工艺参数,制备周期短,生产成本低,对产品尺寸无限制,材料利用率高,并且可获得化学成分均匀、完全致密、无偏析、无各向异性,界面结合强度高,综合力学性能优异,可根据需求定制花纹样式的大马士革钢。
2、本发明通过以下技术方案实现:
3、一种大马士革钢的电弧熔丝制备方法,包括:采用电弧熔丝法制备大马士革钢锭,对钢锭进行成型加工处理得到成型钢,随后立即进行球化退火处理得到退火钢,退火钢经过浸蚀得到具有花纹的大马士革钢。
4、所述电弧熔丝两种或多种化学成分不同的不锈钢和/或碳钢作为焊丝丝材;
5、当所述焊丝丝材为不锈钢时,c的含量为0.6wt%—1.2wt%,例如0.6wt%、0.8wt%、1wt%、1.2wt%;si的含量为0.5wt%—1wt%,例如0.5wt%、0.6wt%、0.7wt%、0.8wt%、0.9wt%;mn的含量为0.4wt%—1wt%,例如0.4wt%、0.5wt%、0.6wt%、0.7wt%、0.8wt%、0.9wt%;cr的含量为10wt%—19wt%,例如10wt%、12wt%、14wt%、15wt%、17wt%、19wt%;mo的含量为0.7wt%—3.5wt%,例如1wt%、1.5wt%、2wt%、2.5wt%、3wt%;v的含量≤0.2wt%,s的含量≤0.002wt%以及p的含量≤0.002wt%;
6、当所述焊丝丝材为碳钢时,c的含量为0.6wt%—1.1wt%,例如0.6wt%、0.8wt%、1wt%;si的含量为0.1wt%—0.4wt%,例如0.2wt%、0.3wt%、0.4wt%;mn的含量为0.1wt%—0.4wt%,例如0.2wt%、0.3wt%、0.4wt%;cr的含量≤0.2wt%,ni的含量≤0.1wt%,mo的含量≤0.2wt%,s的含量≤0.002wt%以及p的含量≤0.002wt%。
7、根据本发明的具体实施方式,所述采用的焊丝丝材直径为φ1.2~φ5mm;优选的为φ1.2mm、φ2mm、φ2.5mm、φ3mm、φ3.5mm、φ4mm、φ4.5mm、φ5mm。
8、根据本发明的具体实施方式,所述采用电弧熔丝法制备大马士革钢锭的电弧熔丝参数:热输入为10kj/m~30kj/m,优选的为10kj/m、12kj/m、15kj/m、18kj/m、20kj/m、22kj/m、25kj/m、28kj/m、30kj/m;
9、层间温度为100℃~200℃,优选的为100℃、120℃、150℃、180℃、200℃。
10、保护气流量为10l/min~30l/min,优选的为10l/min、15l/min、20l/min、25l/min、30l/min;
11、搭接率为8%~30%,优选的为8%、10%、15%、20%、25%、30%。
12、所述采用的电弧熔丝法为双丝和/或多丝熔化极惰性气体保护电弧焊(mig)、双丝和/或多丝非熔化极惰性气体保护电弧焊(tig)以及双丝和/或多丝等离子电弧焊中的一种或多种;
13、根据本发明的具体实施方式,所述对钢锭进行成型加工处理得到成型钢中的成型处理包含锻造成型和/或轧制成型;所述锻造成型、轧制成型过程中的加热温度、终锻轧制温度与所用材料本身相关。
14、优选的,所述锻造成型包含以下步骤:
15、将所述大马士革钢锭置于惰性气体(如氩气或氮气)保护条件下或氢气中,进行二段加热并保温,出炉后对钢锭进行镦粗、拔长、扭转塑性变形加工,保持所述出炉后的塑性变形加工过程温度高于800℃,得到棒状成型钢;所述二段加热并保温包括:缓慢将钢锭加热至700℃~900℃(例如700℃、750℃、800℃、850℃、900℃),保温0.5~3h(例如0.5h、1h、1.5h、2h、2.5h、3h),继续加热到1000~1200℃(例如1000℃、1050℃、1100℃、1150℃、1200℃),保温0.5~3h(例如0.5h、1h、1.5h、2h、2.5h、3h)。
16、优选的,所述轧制成型包含以下步骤:
17、将所述电弧熔丝制得的钢锭或锻造成型后的棒状成型钢置于惰性气体(如氩气或氮气)保护条件下或氢气中,进行二段加热并保温,出炉按照42~52%的变形量进行轧制(例如42%、45%、48%、50%、52%),保持所述出炉后整个轧制过程温度高于800℃;将热轧后的板材进行冷轧,得到板状成型钢;所述二段加热并保温包括:缓慢将钢锭加热至700℃~900℃(例如700℃、750℃、800℃、850℃、900℃),保温0.5~2h(例如0.5h、1h、1.5h、2h),继续加热到1000~1200℃(例如1000℃、1050℃、1100℃、1150℃、1200℃),保温0.5~2h(例如0.5h、1h、1.5h、2h)。
18、根据本发明的具体实施方式,所述球化退火处理包含以下步骤:
19、对成型加工处理后的成型钢立即进行球化退火处理,所述球化退火处理的加热温度为1010~1180℃(例如1010℃、1030℃、1050℃、1080℃、1100℃、1120℃、1150℃、1180℃),保温0.5-2h(例如0.5h、1h、1.5h、2h),之后炉冷至500-650℃(例如500℃、550℃、600℃、650℃),保温2~4h(例如2h、2.5h、3h、3.5h、4h),如此往复进行两次或以上,炉冷至300℃以下出炉,得到退火钢。
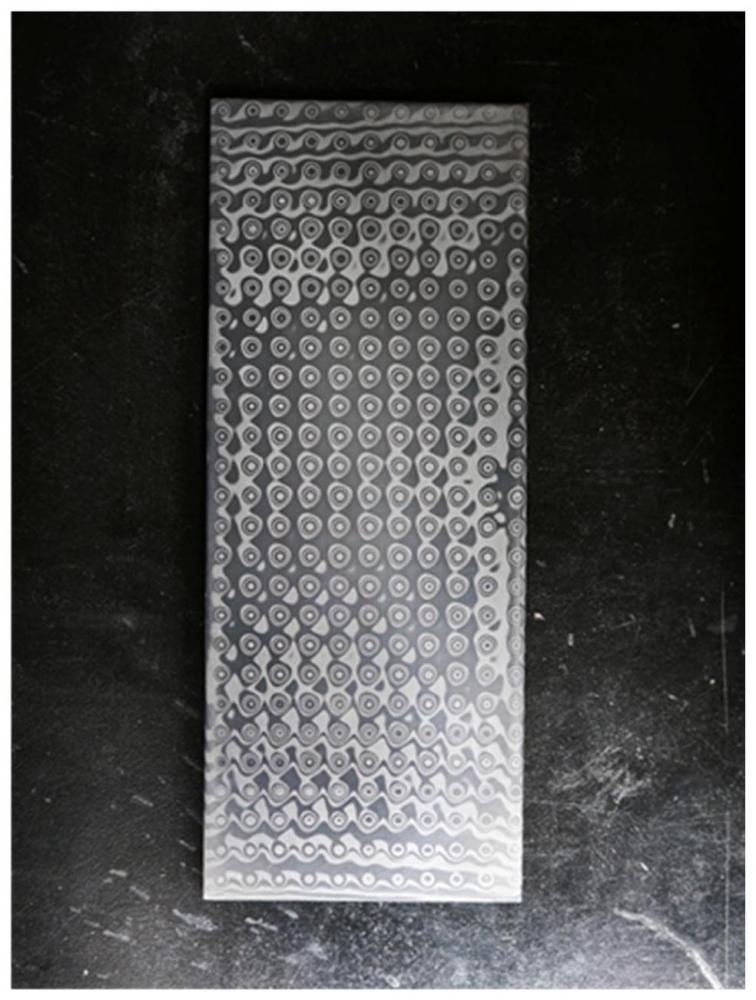
20、根据本发明的具体实施方式,所述浸蚀为:使用酸性试剂对所述退火钢表面进行浸蚀,以使其表面显现花纹,从而制备出具有特定花纹的大马士革钢;
21、所述酸性试剂为盐酸、硫酸、硝酸或王水;所述盐酸浓度为5~9wt%;所述硫酸浓度为20~45wt%;所述硝酸浓度为20%~50%wt%;所述王水浓度为20%~50%wt%。
22、本发明的有益效果为:
23、1)本发明采用电弧熔丝法制备方法制备的大马士革钢,制备周期短,生产成本低,对产品尺寸无限制,材料利用率高,并且可获得化学成分均匀、完全致密、无偏析、无各向异性,界面结合强度高,综合力学性能优异,可根据需求定制花纹样式。
24、2)本发明采用电弧熔丝法制备方法制备的大马士革钢,室温抗拉强度高(≥700mpa)、室温塑性延伸强度好(≥200mpa)、室温断后延伸率优良(≥20%)。
25、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书以及附图中所指出的结构来实现和获得。
本文地址:https://www.jishuxx.com/zhuanli/20240822/280142.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表