一种高速大功率柴油机零部件生产工艺路线的设计方法与流程
- 国知局
- 2024-08-22 14:56:41
本发明属于柴油机零部件生产工艺设计领域,尤其是涉及一种高速大功率柴油机零部件生产工艺路线的设计方法。
背景技术:
1、在进行柴油机零部件生产时,需要根据零部件型号、特性等制定生产工艺路线,工艺路线也称为加工路线,是指从原材料投入,到产品加工,并最终装配的方法操作顺序的技术文件,是不同种类加工工艺按照一定顺序的序列组合。在实际生产中,不同的零部件需要结合企业的生产条件制定不同的生产工艺路线,工艺路线的实体为一种工艺指导类的技术文件,用于指示零部件产品在企业内的加工流转过程。
2、随着技术发展,企业的生产规模和加工能力在不断提升,过程中会伴随有对生产线的归属进行重新划分,具体涉及到各分厂的设立、合并、重组、撤消等,分厂下的生产线也会进行相应的重新划分,这样会造成前期已经制定的生产工艺路线无法继续执行,导致生产失控,不能继续有效组织生产。
技术实现思路
1、有鉴于此,本发明旨在提出一种高速大功率柴油机零部件生产工艺路线的设计方法,以解决上述技术问题。为达到上述目的,本发明的技术方案如下:
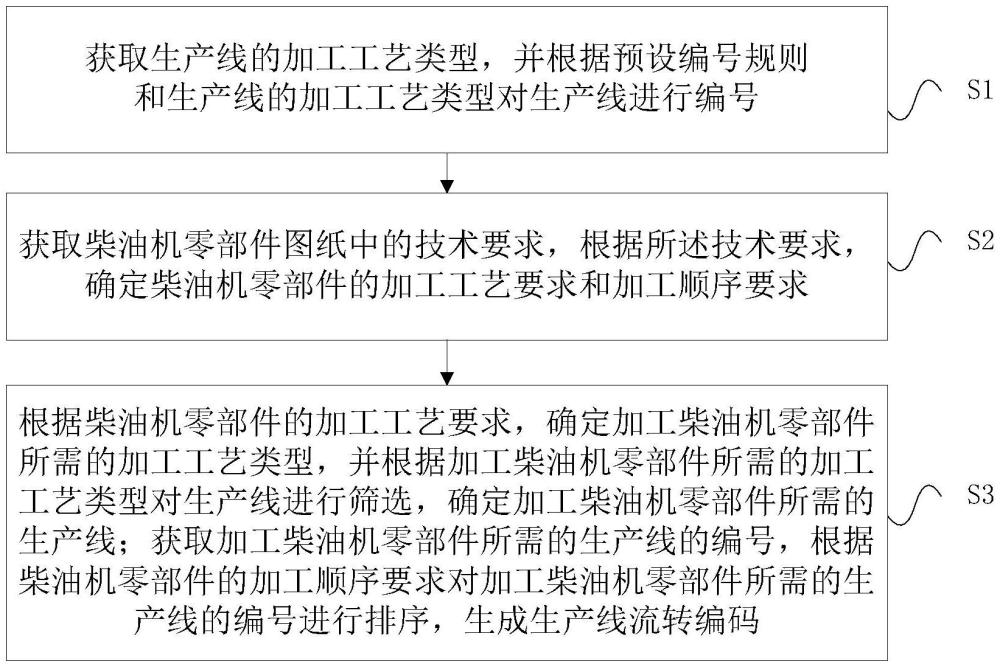
2、一种高速大功率柴油机零部件生产工艺路线的设计方法,包括:步骤s1:获取生产线的加工工艺类型,并根据预设编号规则和生产线的加工工艺类型对生产线进行编号;
3、步骤s2:获取柴油机零部件图纸中的技术要求,根据所述技术要求,确定柴油机零部件的加工工艺要求和加工顺序要求;
4、步骤s3:根据柴油机零部件的加工工艺要求,确定加工柴油机零部件所需的加工工艺类型,并根据加工柴油机零部件所需的加工工艺类型对生产线进行筛选,确定加工柴油机零部件所需的生产线;获取加工柴油机零部件所需的生产线的编号,根据柴油机零部件的加工顺序要求对加工柴油机零部件所需的生产线的编号进行排序,生成生产线流转编码。
5、进一步地,所述生产线的加工工艺类型包括:机械加工工艺、热处理工艺、调试工艺、辅助工艺和金属成型工艺;
6、所述预设编号规则包括:根据生产线的加工工艺类型和附加特征生成三位数字编号,所述生产线的加工工艺类型用于确定三位数字编号的第一位,所述生产线的附加特征用于确定三位数字编号的第二位和第三位;
7、在生产线的加工工艺类型为机械加工工艺时,生产线的三位数字编号的第一位为“1”;在生产线的加工工艺类型为热处理工艺时,生产线的三位数字编号的第一位为“2”;在生产线的加工工艺类型为调试工艺时,生产线的三位数字编号的第一位为“3”;在生产线的加工工艺类型为辅助工艺时,生产线的三位数字编号的第一位为“4”;在生产线的加工工艺类型为金属成型工艺时,生产线的三位数字编号的第一位为“0”。
8、进一步地,在所述步骤s3之后,所述高速大功率柴油机零部件生产工艺路线的设计方法还包括:
9、步骤s4:对生产线流转编码进行识别,判断流转编码中是否存在预设生产线的编号,在生产线流转编码中存在预设生产线的编号时,对生产线流转编码进行修正。
10、进一步地,所述预设生产线的编号包括:第一位为“2”的生产线的编号;
11、所述在生产线流转编码中存在预设生产线的编号时,对生产线流转编码进行修正,包括:所述在生产线流转编码中存在第一位为“2”的生产线的编号时,在该第一位为“2”的生产线的编号之前插入辅助工艺的清洗生产线编号。
12、进一步地,所述预设生产线的编号包括:第一位为“3”的生产线的编号;
13、所述在生产线流转编码中存在预设生产线的编号时,对生产线流转编码进行修正,包括:所述在生产线流转编码中存在第一位为“3”的生产线的编号时,在该第一位为“3”的生产线的编号之前插入辅助工艺的校验生产线编号。
14、进一步地,在所述生产线的加工工艺类型为机械加工工艺时,所述生产线的附加特征包括生产线的加工对象,所述生产线的加工对象包括机体、缸盖、曲轴、连杆、凸轮轴、齿轮、小钢件、铸件机加和专用管类中的至少一种。
15、进一步地,在所述生产线的加工工艺类型为热处理工艺时,所述生产线的附加特征包括生产线的处理方式,所述生产线的处理方式包括热处理和表面处理。
16、进一步地,在所述生产线的加工工艺类型为调试工艺时,所述生产线的附加特征包括生产线的调试类型,所述生产线的调试类型包括总装配和整机试验。
17、进一步地,在所述生产线的加工工艺为金属成型工艺时,所述生产线的附加特征包括生产线的成型方式,所述生产线的成型方式包括铸造和锻造。
18、相对于现有技术,本发明所述的一种高速大功率柴油机零部件生产工艺路线的设计方法具有以下优势:
19、(1)根据生产线的工艺类型对生产线进行编号,结合柴油机零部件图纸中技术要求,确定柴油机零部件的加工工艺要求和加工顺序要求,生成生产流转编码,在柴油机零部件的生产时作为产品生产工艺规程制定和生产线投产的基础和依据进行执行,将产品直接投入对应的生产线进行加工。不再采用传统的先投入分厂后再进入分厂所属生产线的方式。避免了企业内部相关生产分厂多次改组、合并、重命名、撤消等变更后,柴油机零部件不能正确的进入相应的生产线,导致的生产效率降低或加工工艺不能正确执行的情况。适用于加工种类较多的生产企业,有利于企业提高生产效率,使企业在扩大生产规模时不再受困于工艺流程复杂的限制。
20、(2)能根据生产线编号判断生产线的加工工艺类型,并根据生产线的加工工艺类型修正生产流转编码,完善柴油机零部件的加工工艺流程,对生产流程的制定更加灵活,更贴合产品的加工需求。
技术特征:1.一种高速大功率柴油机零部件生产工艺路线的设计方法,其特征在于,包括:步骤s1:获取生产线的加工工艺类型,并根据预设编号规则和生产线的加工工艺类型对生产线进行编号;
2.根据权利要求1所述的一种高速大功率柴油机零部件生产工艺路线的设计方法,其特征在于:所述生产线的加工工艺类型包括:机械加工工艺、热处理工艺、调试工艺、辅助工艺和金属成型工艺;
3.根据权利要求2所述的一种高速大功率柴油机零部件生产工艺路线的设计方法,其特征在于:在所述步骤s3之后,所述高速大功率柴油机零部件生产工艺路线的设计方法还包括:
4.根据权利要求3所述的一种高速大功率柴油机零部件生产工艺路线的设计方法,其特征在于:所述预设生产线的编号包括:第一位为“2”的生产线的编号;
5.根据权利要求3所述的一种高速大功率柴油机零部件生产工艺路线的设计方法,其特征在于:所述预设生产线的编号包括:第一位为“3”的生产线的编号;
6.根据权利要求2所述的一种高速大功率柴油机零部件生产工艺路线的设计方法,其特征在于:在所述生产线的加工工艺类型为机械加工工艺时,所述生产线的附加特征包括生产线的加工对象,所述生产线的加工对象包括机体、缸盖、曲轴、连杆、凸轮轴、齿轮、小钢件、铸件机加和专用管类中的至少一种。
7.根据权利要求2所述的一种高速大功率柴油机零部件生产工艺路线的设计方法,其特征在于:在所述生产线的加工工艺类型为热处理工艺时,所述生产线的附加特征包括生产线的处理方式,所述生产线的处理方式包括热处理和表面处理。
8.根据权利要求2所述的一种高速大功率柴油机零部件生产工艺路线的设计方法,其特征在于:在所述生产线的加工工艺类型为调试工艺时,所述生产线的附加特征包括生产线的调试类型,所述生产线的调试类型包括总装配和整机试验。
9.根据权利要求2所述的一种高速大功率柴油机零部件生产工艺路线的设计方法,其特征在于:在所述生产线的加工工艺为金属成型工艺时,所述生产线的附加特征包括生产线的成型方式,所述生产线的成型方式包括铸造和锻造。
技术总结本发明的一种高速大功率柴油机零部件生产工艺路线的设计方法,包括:步骤S1:获取生产线的加工工艺类型,并根据预设编号规则和生产线的加工工艺类型对生产线进行编号;步骤S2:获取柴油机零部件图纸中的技术要求,根据所述技术要求,确定柴油机零部件的加工工艺要求和加工顺序要求;步骤S3:根据柴油机零部件的加工工艺要求,确定加工柴油机零部件所需的加工工艺类型,并根据加工柴油机零部件所需的加工工艺类型对生产线进行筛选,确定加工柴油机零部件所需的生产线;获取加工柴油机零部件所需的生产线的编号,根据柴油机零部件的加工顺序要求对加工柴油机零部件所需的生产线的编号进行排序,生成生产线流转编码。技术研发人员:吴鑫,杨志强,杜剑,王晓霞,乔发,苏军受保护的技术使用者:山西柴油机工业有限责任公司技术研发日:技术公布日:2024/8/20本文地址:https://www.jishuxx.com/zhuanli/20240822/280511.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表