一种发动机叶榫高精度自动强力成形磨削机床的制作方法
- 国知局
- 2024-08-22 14:59:51
本申请涉及机加工设备的领域,尤其是涉及一种发动机叶榫高精度自动强力成形磨削机床。
背景技术:
1、磨削中心是一种具有多功能的复合型机床,一般包括磨削装置、冷却装置、机床本体、数控操作系统、废料回收处理装置、移动部件、工件装夹固定装置等,一次装夹可完成工件的外圆、平面、端面,非圆、曲面等部位的磨削加工。磨削中心是对发动机叶榫等精密零件磨削加工的不可或缺的重要设备。
2、发动机叶榫要求的加工精度高,对于磨削装置的位置精准度要求严格,但是通常的磨削机床可能因摩擦阻力等问题,导致磨削装置实际位置与理论位置存在较大的误差,降低了叶榫等工件的精密程度。
技术实现思路
1、本申请的目的是提供一种发动机叶榫高精度自动强力成形磨削机床,用于提高机床的加工精度,提高产品的精密度。
2、一种发动机叶榫高精度自动强力成形磨削机床,包括床身,床身上设有横向静压导轨,所述横向静压导轨上还滑动连接有滑块,滑块上设有水平垂直于横向静压导轨的滚珠直线导轨,所述滚珠直线导轨上滑动连接有连接架,所述连接架上设有竖向静压导轨,所述竖向静压导轨上滑动连接有主轴箱,所述主轴箱上安装有成型磨削砂轮,所述床身、滑块和连接架上均设有驱动组件,用于对应驱动滑块、连接架和主轴箱。
3、通过采用上述技术方案,横向静压导轨和竖向静压导轨具有油膜,使导轨面之间处于纯液体摩擦状态,导轨运动速度的变化对油膜厚度的影响很小;载荷的变化对油膜厚度的影响很小,液体摩檫的摩檫系数仅为0.005左右,因此能够控制机床上的滑块和主轴箱进行高精度的移动,滚珠直线导轨驱动连接架移动,使得成型磨削砂轮移动到工件待加工部位的上方,随后主轴箱驱动成型磨削砂轮转动,横向静压导轨和竖向静压导轨驱动成型磨削砂轮对工件对应位置进行加工,由此能够对工件进行高精度加工,降低加工误差,提高工件成品精度。
4、可选的,所述驱动组件包括滚珠丝杠,所述床身上设置平行于所述横向静压导轨且与滑块螺纹连接的滚珠丝杠以及驱动滚珠丝杠转动的伺服电机,所述滑块和所述连接架上的驱动组件结构相同,所述滑块上的滚珠丝杠平行于所述滚珠直线导轨,且与连接架螺纹连接,所述连接架上的滚珠丝杠平行于所述竖向静压导轨,且与主轴箱螺纹连接。
5、通过采用上述技术方案,伺服电机驱动滚珠丝杠转动,从而驱动滑块或连接架或主轴箱移动。
6、可选的,所述成型磨削砂轮远离主轴箱的一侧设有工作台,所述工作台上设有用于固定工件的工装。
7、可选的,所述工装包括设置在工作台远离主轴箱一端的竖杆,所述竖杆上设有限位块,所述工作台上开设有多个定位槽,所述竖杆设置在其中一个定位槽中,所述工作台靠近主轴箱的一端还设有支撑块,所述支撑块上设有平行设置的第一压杆和第二压杆,第一压杆位于第二压杆远离主轴箱的一侧,且高于第二压杆,所述第一压杆和第二压杆同侧的端部均与支撑块铰接,第一压杆和第二压杆另一端均通过固定螺栓固定在支撑块上,第一压杆和第二压杆上方设有多个l形的压块,所述第二压杆上方设有与压块对应设置的固定杆,所述压块上开设有腰形孔,所述压块一端抵接在第一压杆上方,另一端抵接在工件上,所述固定杆穿过所述腰形孔,所述压块上方抵接有与固定杆螺纹连接的压紧螺母。
8、通过采用上述技术方案,打开固定螺栓,转动第一压杆和第二压杆,使得工件从上而下放置到工作台上,工件一端抵接到限位块上,随后转动第一压杆和第二压杆,并通过固定螺栓固定在支撑块上,此时工件另一端位于第一压杆和第二压杆下方,压块的腰形孔插接到固定杆上,压块一端抵接到第一压杆上,随后转动压紧螺母使得压块另一端压紧到工件上,由此能够自动适应并抵紧工件的不同位置,通过上述方式,能够根据工件的形状自动适应并固定工件,由此提高工装的适用性和稳定性。
9、可选的,所述工作台一侧设有支撑座,所述支撑座上转动连接有砂轮架,所述支撑座内设有用于驱动电机,所述砂轮架上开设有多个绕砂轮架轴线均匀分布的卡接槽,所述卡接槽内设置所述成型磨削砂轮,且所述成型磨削砂轮上开设有与主轴箱连接的接口。
10、通过采用上述技术方案,由此能够根据不同的加工需求,并且驱动电机驱动砂轮架转动,从而使砂轮架上合适的成型磨削砂轮朝向主轴箱一侧,移动主轴箱,使得主轴箱直接移动到对应的成型磨削砂轮处,并且通过接口将成型磨削砂轮安装在主轴箱上,由此能够便捷更换成型磨削砂轮,同时采用砂轮架放置成型磨削砂轮的方式能够合理利用空间,降低空间浪费。
11、可选的,所述接口设置为hsk-a100或sk60或hsk-b80。
12、可选的,所述工作台另一侧设有砂轮修整器,所述砂轮修整器包括多个不同直径的金刚滚轮,所有所述金刚滚轮构成的形状以工件的形状设置。
13、通过采用上述技术方案,成型磨削砂轮在加工工件的过程中,成型磨削砂轮被磨损,导致成型磨削砂轮尺寸变小,使得加工误差变大,将成型磨削砂轮移动至砂轮修整器处,成型磨削砂轮转动,使得金刚滚轮对成型磨削砂轮打磨,使得成型磨削砂轮再次符合加工要求,进而方便维护。
14、可选的,所述连接架上设有电磁制动器,所述电磁制动器连接所述主轴箱上的滚珠丝杠。
15、通过采用上述技术方案,在突然失电等意外情况下,电磁制动器抱闸制动滚珠丝杆,确保主轴箱上的滚珠丝杠被制动,从而保护整个主轴箱的安全。
16、可选的,所述主轴箱前端设有冷却喷嘴,所述喷嘴一端朝向成型磨削砂轮,另一端连接冷却管。
17、综上所述,本申请包括以下至少一种有益技术效果:
18、1.机床通过精确控制成型磨削砂轮的移动巨鹿,从而能够对工件进行高精度的加工,进而提高工件的精密程度;
19、2.工装能够快速且稳定地固定不同形状的工件,无需根据工件形状制定对应的工装,从而提高加工效率。
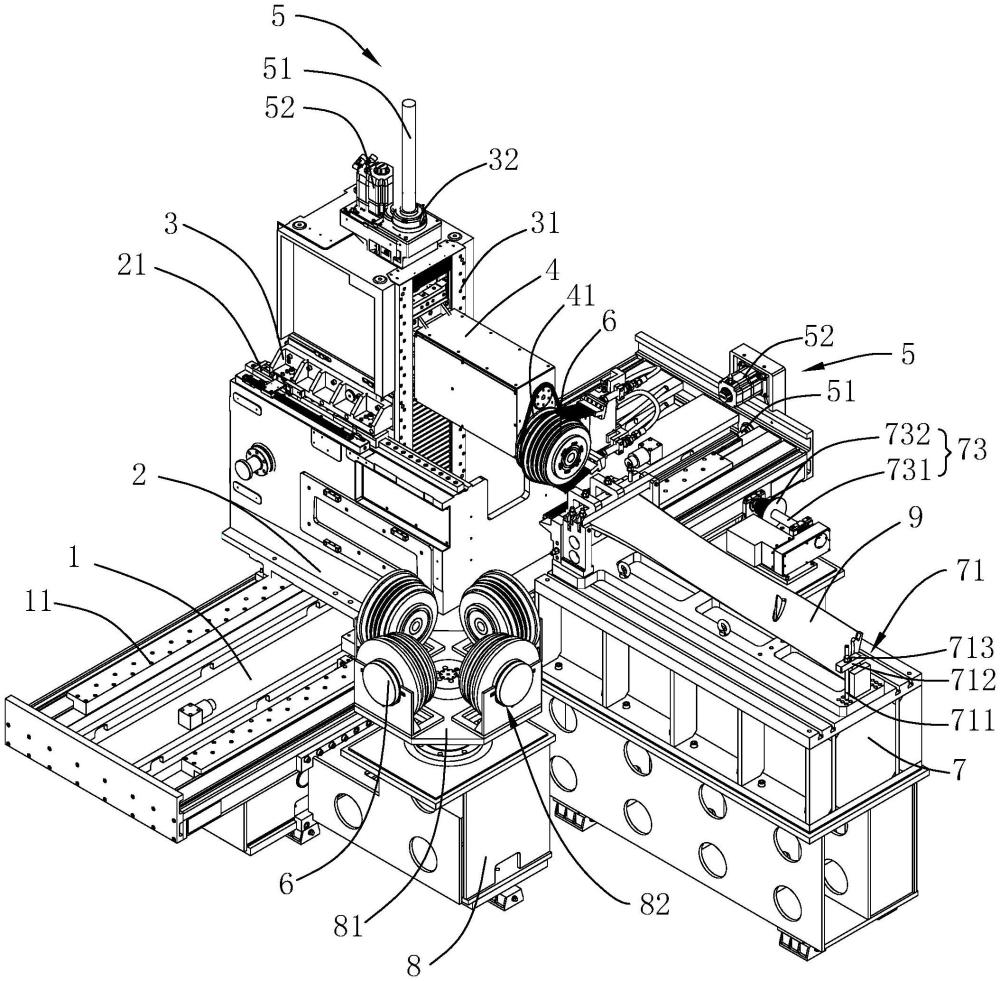
技术特征:1.一种发动机叶榫高精度自动强力成形磨削机床,其特征在于,包括床身(1),床身(1)上设有横向静压导轨(11),所述横向静压导轨(11)上还滑动连接有滑块(2),滑块(2)上设有水平垂直于横向静压导轨(11)的滚珠直线导轨(21),所述滚珠直线导轨(21)上滑动连接有连接架(3),所述连接架(3)上设有竖向静压导轨(31),所述竖向静压导轨(31)上滑动连接有主轴箱(4),所述主轴箱(4)上安装有成型磨削砂轮(6),所述床身(1)、滑块(2)和连接架(3)上均设有驱动组件(5),用于对应驱动滑块(2)、连接架(3)和主轴箱(4)。
2.根据权利要求1所述的一种发动机叶榫高精度自动强力成形磨削机床,其特征在于,所述驱动组件(5)包括滚珠丝杠(51),所述床身(1)上设置平行于所述横向静压导轨(11)且与滑块(2)螺纹连接的滚珠丝杠(51)以及驱动滚珠丝杠(51)转动的伺服电机(52),所述滑块(2)和所述连接架(3)上的驱动组件(5)结构相同,所述滑块(2)上的滚珠丝杠(51)平行于所述滚珠直线导轨(21),且与连接架(3)螺纹连接,所述连接架(3)上的滚珠丝杠(51)平行于所述竖向静压导轨(31),且与主轴箱(4)螺纹连接。
3.根据权利要求1所述的一种发动机叶榫高精度自动强力成形磨削机床,其特征在于,所述成型磨削砂轮(6)远离主轴箱(4)的一侧设有工作台(7),所述工作台(7)上设有用于固定工件(9)的工装(71)。
4.根据权利要求3所述的一种发动机叶榫高精度自动强力成形磨削机床,其特征在于,所述工装(71)包括设置在工作台(7)远离主轴箱(4)一端的竖杆(711),所述竖杆(711)上设有限位块(712),所述工作台(7)上开设有多个定位槽(72),所述竖杆(711)设置在其中一个定位槽(72)中,所述工作台(7)靠近主轴箱(4)的一端还设有支撑块(714),所述支撑块(714)上设有平行设置的第一压杆(715)和第二压杆(716),第一压杆(715)位于第二压杆(716)远离主轴箱(4)的一侧,且高于第二压杆(716),所述第一压杆(715)和第二压杆(716)同侧的端部均与支撑块(714)铰接,第一压杆(715)和第二压杆(716)另一端均通过固定螺栓(717)固定在支撑块(714)上,第一压杆(715)和第二压杆(716)上方设有多个l形的压块(718),所述第二压杆(716)上方设有与压块(718)对应设置的固定杆(719),所述压块(718)上开设有腰形孔,所述压块(718)一端抵接在第一压杆(715)上方,另一端抵接在工件(9)上,所述固定杆(719)穿过所述腰形孔,所述压块(718)上方抵接有与固定杆(719)螺纹连接的压紧螺母(720)。
5.根据权利要求3所述的一种发动机叶榫高精度自动强力成形磨削机床,其特征在于,所述工作台(7)一侧设有支撑座(8),所述支撑座(8)上转动连接有砂轮架(81),所述支撑座(8)内设有用于驱动电机,所述砂轮架(81)上开设有多个绕砂轮架(81)轴线均匀分布的卡接槽(82),所述卡接槽(82)内设置所述成型磨削砂轮(6),且所述成型磨削砂轮(6)上开设有与主轴箱(4)连接的接口。
6.根据权利要求5所述的一种发动机叶榫高精度自动强力成形磨削机床,其特征在于,所述接口设置为hsk-a100或sk60或hsk-b80。
7.根据权利要求5所述的一种发动机叶榫高精度自动强力成形磨削机床,其特征在于,所述工作台(7)另一侧设有砂轮修整器(73),所述砂轮修整器(73)包括多个不同直径的金刚滚轮(732),所有所述金刚滚轮(732)构成的形状以工件(9)的形状设置。
8.根据权利要求2所述的一种发动机叶榫高精度自动强力成形磨削机床,其特征在于,所述连接架(3)上设有电磁制动器(32),所述电磁制动器(32)连接所述主轴箱(4)上的滚珠丝杠(51)。
9.根据权利要求1所述的一种发动机叶榫高精度自动强力成形磨削机床,其特征在于,所述主轴箱(4)前端设有冷却喷嘴,所述喷嘴一端朝向成型磨削砂轮(6),另一端连接冷却管。
技术总结本申请涉及一种发动机叶榫高精度自动强力成形磨削机床,涉及机加工设备的技术领域,包括床身,床身上设有横向静压导轨,所述横向静压导轨上还滑动连接有滑块,滑块上设有水平垂直于横向静压导轨的滚珠直线导轨,所述滚珠直线导轨上滑动连接有连接架,所述连接架上设有竖向静压导轨,所述竖向静压导轨上滑动连接有主轴箱,所述主轴箱上安装有成型磨削砂轮,所述床身、滑块和连接架上均设有驱动组件,用于对应驱动滑块、连接架和主轴箱。本申请具有提高机床的加工精度,提高产品的精密度的效果。技术研发人员:吴行飞,吕桂芳,邓崛华,唐笙富,邓光亚,宋援朝,吴道涵,邓宋亚受保护的技术使用者:北京博鲁斯潘精密机床有限公司技术研发日:技术公布日:2024/8/20本文地址:https://www.jishuxx.com/zhuanli/20240822/280718.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。