一种圆管焊接自动上下料变位机的制作方法
- 国知局
- 2024-08-22 15:04:41
本发明涉及焊接设备,具体涉及一种圆管焊接自动上下料变位机。
背景技术:
1、圆管是一种常见的结构元素,广泛应用于建筑、工程和工业领域。部分圆管在使用时通常需要法兰进行配合使用,这就需要将圆管和法兰进行焊接连接。焊接法兰可以提供良好的密封性能和结构强度。圆管法兰焊接是一种将圆管与法兰通过焊接连接起来的方法,广泛应用于管道系统、阀门连接、泵和压缩机等设备的安装中。
2、现有的对于圆管、法兰的焊接方式中采用的方式为将待焊接的工件放置在固定夹具上定位、焊接。但是,为了提升圆管、法兰连接强度和稳定性,还会在圆管外壁周向,尤其是圆管、法兰连接位置焊接若干加强筋,这就导致圆管焊接过程需要多次反复装夹,耗费时间较多,生产效率较低。
技术实现思路
1、本发明所解决的技术问题为:现有的对于圆管、法兰的焊接方式需要多次反复装夹,耗费时间较多,生产效率较低。
2、本发明的目的可以通过以下技术方案实现:
3、一种圆管焊接自动上下料变位机,包括:
4、支撑架,所述支撑架上固定设置有底座;
5、滚轮架,所述滚轮架连接在所述底座上,所述滚轮架包括两个夹角设置的滚轮杆;所述滚轮杆远离所述底座的一端转动设置有一滚轮,同一滚轮架上的两个滚轮的轴线平行;
6、装夹组件,所述装夹组件用于装夹固定法兰;
7、定位杆,所述定位杆活动连接在支撑架上,所述定位杆远离支撑架的一端固定连接有水平设置的定位板,且所述定位板的侧边能够与放置在所述滚轮架上的管道接触。
8、在本发明的一方案中:所述支撑架上固定设置有安装座,所述定位杆与所述安装座转动连接,所述安装座上还设置有与所述定位杆连接的动力组件。
9、在本发明的一方案中:所述安装座上固定设置有限位块,所述限位块上设置有与所述定位杆匹配的缺口。
10、在本发明的一方案中:所述装夹组件包括装夹座,所述装夹座上设置有动力源和转动盘,且所述动力源驱动连接所述转动盘,所述转动盘上固定设置有两个装夹块以及一个活动块,所述活动块与直线驱动结构连接。
11、在本发明的一方案中:所述装夹块靠近转动盘圆心的一侧为弧形。
12、在本发明的一方案中:所述滚轮架与所述底座通过转轴转动连接,所述底座上设置有用于驱动所述滚轮架转动的动力组件。
13、在本发明的一方案中:所述底座上固定设置有阻挡块。
14、在本发明的一方案中:所述支撑架的侧面设置有下料输送架,所述下料输送架包括至少一倾斜设置的输送杆。
15、在本发明的一方案中:所述支撑架的侧面还设置有上料组件,所述上料组件包括存料杆和上料杆,所述存料杆固定连接在上料支架上并倾斜设置,所述上料杆与所述上料支架转动连接,所述上料支架上设置用于驱动连接上料杆的转动动力源。
16、在本发明的一方案中:所述上料支架上连接有导向杆。
17、根据本发明的一种圆管焊接自动上下料变位机,至少具有如下技术效果之一:
18、本通过设置滚轮架、装夹组件可以用于分别支撑装夹圆管、法兰,可以通过单工位方便的进行多位置的焊接动作,无需多次装夹固定改变工位以及装夹工装,有效提升生产效率。并且消除多次装夹可能导致的精度质量下行问题。设置有上料组件、下料输送架配合滚轮架的翻转动作可以完成圆管的自动上下料,避免现有的反复吊装上下料的情况,提升效率并节约人力成本,且机构本身的构成简单,便于后期维护,且运行效率高,除此之外,本发明对厂房的烟尘以及温度环境的适应能力强,故障率低,检修方便。
19、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:1.一种圆管焊接自动上下料变位机,其特征在于,包括:
2.根据权利要求1所述的一种圆管焊接自动上下料变位机,其特征在于,所述支撑架(1)上固定设置有安装座(10),所述定位杆(3)与所述安装座(10)转动连接,所述安装座(10)上还设置有与所述定位杆(3)连接的动力组件。
3.根据权利要求2所述的一种圆管焊接自动上下料变位机,其特征在于,所述安装座(10)上固定设置有限位块(11),所述限位块(11)上设置有与所述定位杆(3)匹配的缺口。
4.根据权利要求3所述的一种圆管焊接自动上下料变位机,其特征在于,所述装夹组件包括装夹座(5),所述装夹座(5)上设置有动力源和转动盘(6),且所述动力源驱动连接所述转动盘(6),所述转动盘(6)上固定设置有两个装夹块(7)以及一个活动块(8),所述活动块(8)与直线驱动结构连接。
5.根据权利要求4所述的一种圆管焊接自动上下料变位机,其特征在于,所述装夹块(7)靠近转动盘(6)圆心的一侧为弧形。
6.根据权利要求5所述的一种圆管焊接自动上下料变位机,其特征在于,所述滚轮架(2)与所述底座(4)通过转轴转动连接,所述底座(4)上设置有用于驱动所述滚轮架(2)转动的动力组件。
7.根据权利要求6所述的一种圆管焊接自动上下料变位机,其特征在于,所述底座(4)上固定设置有阻挡块(12)。
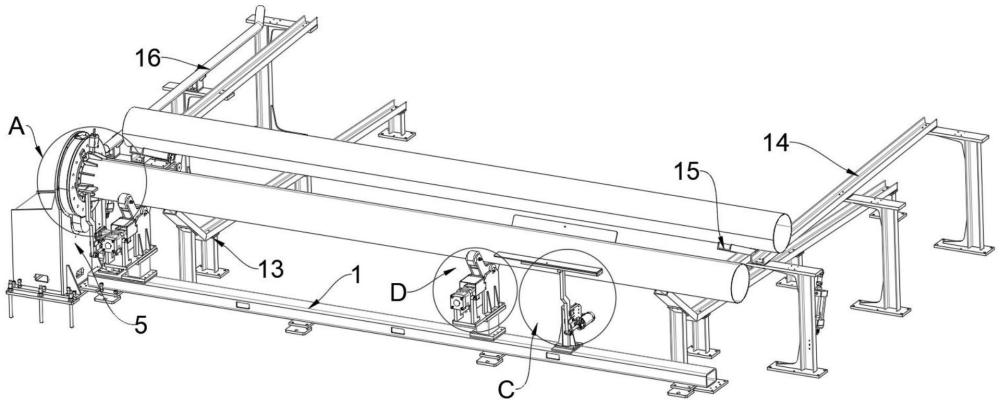
8.根据权利要求7所述的一种圆管焊接自动上下料变位机,其特征在于,所述支撑架(1)的侧面设置有下料输送架(13),所述下料输送架(13)包括至少一倾斜设置的输送杆。
9.根据权利要求8所述的一种圆管焊接自动上下料变位机,其特征在于,所述支撑架(1)的侧面还设置有上料组件,所述上料组件包括存料杆(14)和上料杆(15),所述存料杆(14)固定连接在上料支架上并倾斜设置,所述上料杆(15)与所述上料支架转动连接,所述上料支架上设置用于驱动连接上料杆(15)的转动动力源。
10.根据权利要求9所述的一种圆管焊接自动上下料变位机,其特征在于,所述上料支架上连接有导向杆(16)。
技术总结本发明涉及焊接设备技术领域,公开了一种圆管焊接自动上下料变位机,包括支撑架、滚轮架、装夹组件、定位杆,支撑架上固定设置有底座;滚轮架连接在底座上,滚轮架包括两个夹角设置的滚轮杆;滚轮杆远离底座的一端转动设置有一滚轮,同一滚轮架上的两个滚轮的轴线平行;装夹组件用于装夹固定法兰;定位杆活动连接在支撑架上,定位杆远离支撑架的一端固定连接有水平设置的定位板,且定位板的侧边能够与放置在滚轮架上的管道接触。本通过设置滚轮架、装夹组件可以用于分别支撑装夹圆管、法兰,可以通过单工位方便的进行多位置的焊接动作,无需多次装夹固定改变工位以及装夹工装,有效提升生产效率。技术研发人员:郭立,王昌文,谢先东受保护的技术使用者:合肥哈工峥鸣智能科技有限公司技术研发日:技术公布日:2024/8/20本文地址:https://www.jishuxx.com/zhuanli/20240822/281043.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。