一种漆面白边油边机及漆面白边油边方法与流程
- 国知局
- 2024-08-22 15:04:39
本技术涉及板式家具生产,尤其是涉及一种漆面白边油边机及漆面白边油边方法。
背景技术:
1、目前,板式油漆家具在家具市场中占据重要地位,其生产过程通常包括木工制作和油漆制作两个关键环节。传统的油漆施工方式无法解决家具板件封边后直角边露白的问题,导致产品美观度降低。
2、而为了处理封边后的直角露白,通常需要工人在封边后,对板材进行多次打磨以及喷漆处理,已达到所需的油漆效果。然而,这种方式不仅效率低下,而且成本高昂,同时还存在环保问题。因此,可做进一步改进。
技术实现思路
1、为了提高生产效率,本技术提供一种漆面白边油边机及漆面白边油边方法。
2、第一方面,本技术提供一种漆面白边油边机,采用如下的技术方案:
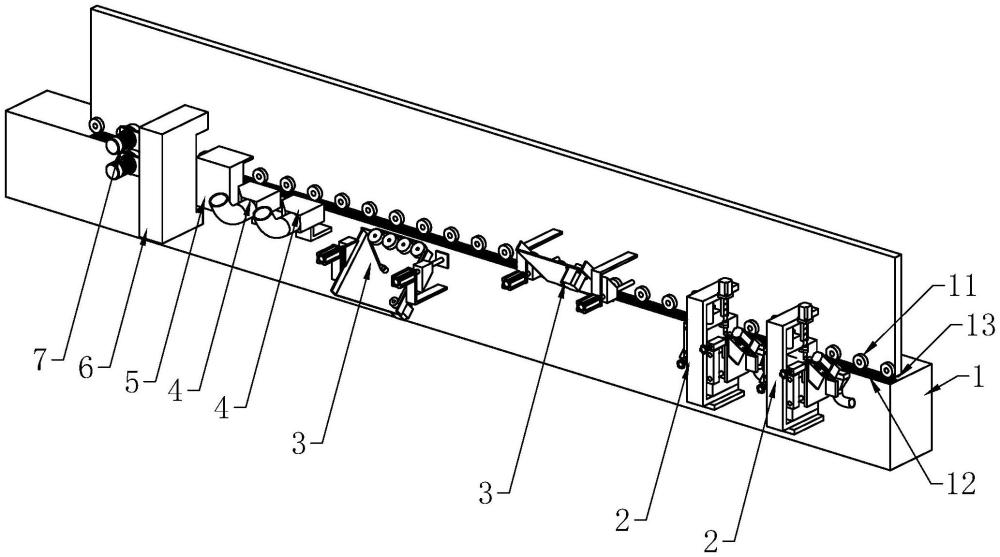
3、一种漆面白边油边机,包括机体,所述机体上安装有传送带以及压轮,所述压轮布置于传送带的上方,且与传送带之间形成导送通道,用于供板材进行导送;所述机体上沿传送方向依次布置安装有粗磨装置、细磨装置、除尘吹气装置、涂油装置、干燥装置以及精细抛光装置,以用于在板材输送的过程中分别对板材的直角白边处进行粗磨处理、细磨处理、除尘吹气处理、涂油处理、干燥处理以及精细抛光处理。
4、通过采用上述技术方案,在实际使用过程中,将漆面白边油边机安装于封边的输出一端,且使漆面白边油边机中的导送通道与封边机中封边通道相对接,使封边后的板材经导送通道的输入端进入到漆面白边油边机内,然后沿着导送通道进行导送。在导送过程中,粗磨装置、细磨装置、除尘吹气装置、涂油装置、干燥装置以及精细抛光装置,依次分别对板材的直角白边处进行粗磨处理、细磨处理、除尘吹气处理、涂油处理、干燥处理以及精细抛光处理,以实现封边后的修边、油边工序,提高生产效率。
5、可选的,所述粗磨装置包括粗磨基架,所述粗磨基架的左右两侧均安装有粗轮座,所述粗轮座上均安装有粗打磨轮以及用于驱动粗打磨轮进行转动打磨的粗磨驱动件,且当板材输送至粗磨装置位置时,两组所述粗打磨轮分别可滚动式抵接于板材的上下两个直角白边。
6、通过采用上述技术方案,在实际工作过程中,当板材经过粗磨装置时,两个打磨轮在粗磨驱动件的驱动下,对板材的上下两个直角白边进行粗磨处理。
7、可选的,所述粗打磨轮可进行上下调节,且所述粗打磨轮可朝靠近或者远离机体方向进行调节。
8、通过采用上述技术方案,在实际使用过程中,通过对粗打磨轮的高度位置进行调节,同时朝靠近或者远离机体方向移动调节,以根据板材的实际导送的高度位置,将粗打磨轮调整至合适的打磨位置。
9、可选的,所述粗磨基架内沿竖向滑动安装有升降台,且所述升降台通过粗磨第一调节单元进行控制升降调节;所述升降台的左右两侧均安装有水平移动台,所述水平移动台沿靠近或者远离机体方向滑动设置,且所述水平移动台通过粗磨第二调节单元进行控制;两个所述粗轮座分别安装于两侧的水平移动台。
10、通过采用上述技术方案,在粗磨第一调节单元、粗磨第二调节单元的控制下,粗轮座进行上下调节或者朝靠近或者远离机体方向移动调节,以根据板材的实际导送的高度位置,将粗打磨轮调整至合适的打磨位置。
11、可选的,所述细磨装置的数量为两组,且两组所述细磨装置分别用于对板材的上下两个直角白边进行细磨处理;所述细磨装置包括细磨基架以及安装于细磨基架上的放卷轮、收卷轮、打磨带、细打磨压轮,所述打磨带安装于放卷轮,且在放卷后经细打磨压轮导送至收卷轮,且所述收卷轮通过收卷驱动件对打磨带收卷;所述细打磨压轮安装于放卷轮与收卷轮之间,且用于将打磨带抵紧于板材的直角白边而进行打磨。
12、通过采用上述技术方案,在收卷驱动件的作用下,打磨带于放卷轮上进行放卷,且放卷后经细打磨压轮导送至收卷轮而收卷。在这个过程中,在细打磨压轮的作用下,将打磨带放卷后形成的打磨带抵紧于板材的直角白边而进行打磨,以进行细磨处理。同时,在收卷驱动件的控制下,收卷轮对完成打磨后的打磨带收卷处理,以不断牵引放卷轮上的打磨带进行放卷,而将新的打磨带替换至细打磨压轮位置进行打磨处理。
13、可选的,所述细磨基架可朝靠近或者远离机体方向移动调节。
14、通过采用上述技术方案,使工人能够根据板材的实际打磨位置,将细打磨压轮调整至合适的打磨位置。
15、可选的,所述涂油装置包括涂油基架、安装于涂油基架上的两个送油管以及填塞于两个送油管的出油口内的两个涂油沾头,且当板材输送至涂油装置位置时,两个所述涂油沾头分别抵接于板材的上下两个直角白边。
16、通过采用上述技术方案,在实际工作过程中,通过两个送油管将油漆输送至两个涂油沾头进行浸湿,且当板材输送至涂油装置位置时,两个涂油沾头分别抵接于板材的上下两个直角白边,以对其进行进行涂油处理。
17、可选的,所述干燥装置包括干燥箱以及安装于干燥箱内的uv灯,且所述导送通道贯穿于干燥箱。
18、通过采用上述技术方案,在板材经过干燥装置时,能够通过uv灯,对板材中直角白边处的滚涂后的油漆进行固化处理。
19、可选的,所述粗磨装置的数量为两组,且沿导送方向间隔布置。
20、通过采用上述技术方案,设置粗磨装置的数量为两组,能够进一步提高对板材的粗磨效果。
21、第二方面,本技术提供一种漆面白边油边方法,采用如下的技术方案:
22、一种漆面白边油边方法,利用上述所述的一种漆面白边油边机,包括如下步骤:
23、s1、将漆面白边油边机安装于封边的输出一端,且使漆面白边油边机中的导送通道与封边机中封边通道相对接;
24、s2、开启漆面白边油边机,使封边后的板材经导送通道的输入端进入到漆面白边油边机内,然后沿着导送通道进行导送,以在导送过程中,粗磨装置、细磨装置、除尘吹气装置、涂油装置、干燥装置以及精细抛光装置,依次分别对板材的直角白边处进行粗磨处理、细磨处理、除尘吹气处理、涂油处理、干燥处理以及精细抛光处理;
25、s3、在漆面白边油边机的输出一端,对完成漆面白边油边处理后的板材进行下料处理。
26、综上所述,本技术包括以下至少一种有益技术效果:
27、1.在实际使用过程中,将漆面白边油边机安装于封边机的输出一端,且使漆面白边油边机中的导送通道与封边机中封边通道相对接,使封边后的板材经导送通道的输入端进入到漆面白边油边机内,然后沿着导送通道进行导送。在导送过程中,粗磨装置、细磨装置、除尘吹气装置、涂油装置、干燥装置以及精细抛光装置,依次分别对板材的直角白边处进行粗磨处理、细磨处理、除尘吹气处理、涂油处理、干燥处理以及精细抛光处理,以实现封边后的修边、油边工序,提高生产效率;
28、2.在实际工作过程中,当板材经过粗磨装置时,两个打磨轮在粗磨驱动件的驱动下,对板材的上下两个直角白边进行粗磨处理;
29、3.在收卷驱动件的作用下,打磨带于放卷轮上进行放卷,且放卷后经细打磨压轮导送至收卷轮而收卷。在这个过程中,在细打磨压轮的作用下,将打磨带放卷后形成的打磨带抵紧于板材的直角白边而进行打磨,以进行细磨处理。同时,在收卷驱动件的控制下,收卷轮对完成打磨后的打磨带收卷处理,以不断牵引放卷轮上的打磨带进行放卷,而将新的打磨带替换至细打磨压轮位置进行打磨处理。
本文地址:https://www.jishuxx.com/zhuanli/20240822/281039.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。