一种稀土永磁体异形产品磨削加工工艺方法与流程
- 国知局
- 2024-08-22 15:03:54
本发明涉及稀土永磁材料加工,尤其公开了一种稀土永磁体异形产品磨削加工工艺方法。
背景技术:
1、稀土永磁材料由于其优异的磁性能,被广泛应用于电机、传感器、磁选设备等领域。然而,由于稀土永磁材料的硬度和脆性比较大,尤其针对于异形件的加工难度较高,传统的磨削加工方法存在加工精度低、加工效率低、产品质量不稳定等问题。
2、目前,现有技术已有的稀土永磁材料磨削加工方法,如申请号为:cn202510629399.4,专利名称为:“一种钕铁硼稀土永磁精密器件的异形磨加工方法及设备”的发明专利,其虽在一定程度上解决了异形磨削加工的自动化程度低、成本高的问题,但仍未解决现有技术存在的稀土永磁体异形产品的磨削加工精度低、质量不稳定的技术问题。
技术实现思路
1、为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种稀土永磁体异形产品磨削加工工艺方法,提高稀土永磁体异形产品的磨削精度和磨削质量。
2、为实现上述目的,本发明提供了一种稀土永磁体异形产品磨削加工工艺方法,包括以下步骤:
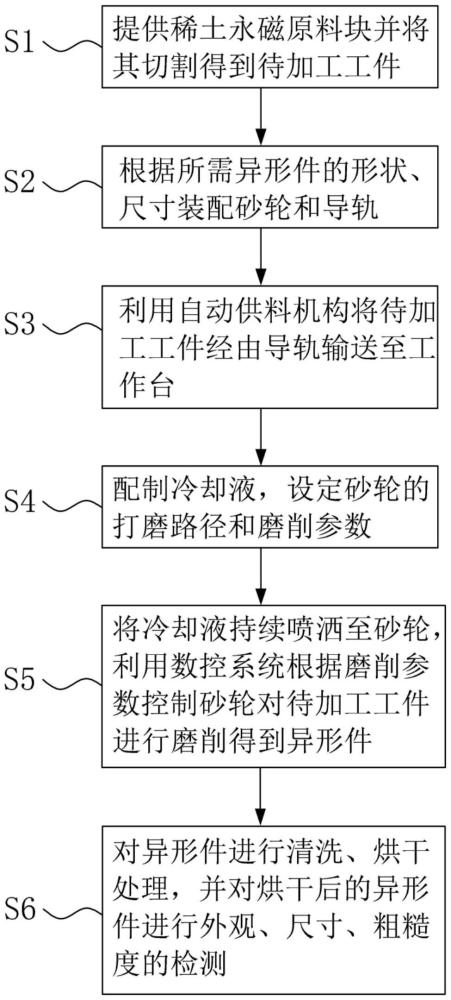
3、s1、提供稀土永磁原料块,对所述稀土永磁原料块进行切割得到待加工工件;
4、s2、提供与所需异形件的形状、尺寸相适配的砂轮、将砂轮装配于磨床的输出轴上,将导轨安装在磨床的基架上并配合磨床的工作台使用;
5、s3、利用自动供料机构将切割后的多个待加工工件自动输出并经由导轨的导引逐个输送至工作台;
6、s4、配制磨削液,利用冷却泵抽取磨削液并将所抽取的磨削液浸湿砂轮对砂轮降温,且将所抽取的磨削液持续喷洒至砂轮与待加工工件的磨削处进行降温冷却;利用磨床的数控系统根据所需异形件的形状、尺寸设定砂轮的打磨路径和磨削参数;
7、s5、所述数控系统根据磨削参数控制砂轮转动并相对工作台往复移动,以对导轨输出的待加工工件进行磨削得到异形件,在砂轮磨削的过程中将步骤s4配制的磨削液持续喷洒至砂轮和待加工工件;
8、s6、对步骤s5制得的异形件进行清洗、烘干处理,并对烘干后的异形件进行外观、尺寸及粗糙度的检测,检测合格后的异形件进入下一步工序。
9、进一步的,所述磨削参数包括切削速度、砂轮进给速度以及砂轮粒度,所述切削速度为3-15mm/s,砂轮进给速度为0.01-0.02mm/r,砂轮粒度为100-900目;
10、数控系统根据设定的砂轮磨削参数控制砂轮转动并沿x轴、z轴方向进给,并控制工作台磨削治具沿y轴方向往复移动配合砂轮对待加工工件进行磨削得到异形件。
11、进一步的,所述磨床具有与数控系统配合使用的磨削检测系统,在步骤s5对待加工工件进行磨削的过程中磨削力检测系统对砂轮的磨削力进行实时检测,当磨削力检测系统检测到磨削力不在预设值范围内时,将检测到的信号传递至数控系统经由数控系统调整砂轮的磨削速度、进给速度。
12、进一步的,步骤s5中还包括:将磨削治具装配到磨床的工作台上与导轨配合使用,磨削治具具有异形导面及自异形导面凹设而成的容置槽,所述容置槽用于容设待加工工件;
13、自动供料机构将位于多个待加工工件逐个输出至容置槽内,待加工工件突伸出磨削治具的部分为磨削部,转动的砂轮沿异形导面往复移动从而对磨削部进行磨削处理,使得待加工工件的磨削部被磨削形成与异形导面的形状相吻合的异形件。
14、进一步的,所述步骤s4中的磨削液采用磨削原液与水混合制成,磨削液中水与磨削原液的配制比例为1:10-1:25,配制完成的磨削液储存至磨削机构中的储液槽内备用,储液槽中磨削液的液位与储液槽最高储液位之差大于5cm。
15、进一步的,将磨削液的ph值调节为9-10,将所述磨削液通入储液槽后对其进行定期的ph值测试,当磨削液的ph值低于9时,采用水与磨削原液的配制比例为1:18的配制方法配制新的磨削液并添加至储液槽。
16、进一步的,所述步骤s5中,在数控系统依据磨削参数控制砂轮工作前,利用砂轮对待加工工件进行手动试磨得到测试样品,并对所述测试样品进行外观光洁度的检测,当测试样品出现划痕、崩角时,对砂轮进行修整并再次进行手动试磨,待测试样品检测合格后利用数控系统控制砂轮进行磨削。
17、进一步的,所述步骤s6中对异形件的清洗方式为超声波清洗,烘干处理方式为锯末搓干、烘箱烘干、真空烘干中的一种。
18、进一步的,所述步骤s6中,利用三坐标测量机或激光扫描测量仪对烘干后的异形件的尺寸进行测量,并利用粗糙度轮廓仪或投影仪对烘干后的异形件进行表面粗糙度的检测。
19、进一步的,所述砂轮具有用于对待加工工件进行磨削的磨料层,所述磨料层为棕刚玉、白刚玉、立方氮化硼、碳化硅的一种或多种组合。
20、本发明的技术方案原理:本发明的稀土永磁体异形产品磨削加工工艺方法采用磨床配合数控系统对稀土永磁体原料进行精确磨削加工,包括根据所需异形件的外星话、尺寸等配制相应的砂轮和磨削治具,并通过改善磨削液的配制比例、设定合理的磨削参数、实时监测砂轮磨削力并反馈至数控系统进行精确调节来实现稀土永磁异形产品的高精度磨削。同时,工件输送和自动化设备的应用提高了磨削的效率。
21、有益效果:通过该工艺方法,可以实现对稀土永磁体原料的高精度异形加工,提高生产效率和加工精度;能够有效控制磨削参数,确保异形产品尺寸、粗糙度符合要求;采用多轴自动化砂轮和工作台数控系统,提高了生产效率与加工精度。
22、磨削液的配制与调整能够保证砂轮和工件不发生热变形、不易磨损,提高了磨削质量和砂轮寿命。利用磨削检测系统实时监控磨削质量并反馈至数控系统实时、精确地进行调节,提高了异形件磨削的一致性。超声波清洗、尺寸精度测量、表面粗糙度检测等环节确保了产品质量,整体工艺流程简单明了,操作便捷,极大程度上提升了稀土永磁异形产品的磨削精度、磨削质量以及加工效率。
技术特征:1.一种稀土永磁体异形产品磨削加工工艺方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的稀土永磁体异形产品磨削加工工艺方法,其特征在于:所述磨削参数包括切削速度、砂轮(1)进给速度以及砂轮(1)粒度,所述切削速度为3-15mm/s,砂轮(1)进给速度为0.01-0.02mm/r,砂轮(1)粒度为100-900目;
3.根据权利要求2所述的稀土永磁体异形产品磨削加工工艺方法,其特征在于:所述磨床具有与数控系统配合使用的磨削检测系统,在步骤s5对待加工工件进行磨削的过程中磨削力检测系统对砂轮(1)的磨削力进行实时检测,当磨削力检测系统检测到磨削力不在预设值范围内时,将检测到的信号传递至数控系统经由数控系统调整砂轮(1)的磨削速度、进给速度。
4.根据权利要求1所述的稀土永磁体异形产品磨削加工工艺方法,其特征在于,步骤s5中还包括:将磨削治具(20)装配到磨床的工作台上与导轨(2)配合使用,磨削治具(20)具有异形导面(201)及自异形导面(201)凹设而成的容置槽(202),所述容置槽(202)用于容设待加工工件;
5.根据权利要求1所述的稀土永磁体异形产品磨削加工工艺方法,其特征在于:所述步骤s4中的磨削液采用磨削原液与水混合制成,磨削液中水与磨削原液的配制比例为1:10-1:25,配制完成的磨削液储存至磨削机构中的储液槽内备用,储液槽中磨削液的液位与储液槽最高储液位之差大于5cm。
6.根据权利要求5所述的稀土永磁体异形产品磨削加工工艺方法,其特征在于,所述步骤s4还包括:将磨削液的ph值调节为9-10,将所述磨削液通入储液槽后对其进行定期的ph值测试,当磨削液的ph值低于9时,采用水与磨削原液的配制比例为1:18的配制方法配制新的磨削液并添加至储液槽。
7.根据权利要求1所述的稀土永磁体异形产品磨削加工工艺方法,其特征在于:所述步骤s5中,在数控系统依据磨削参数控制砂轮(1)工作前,利用砂轮(1)对待加工工件进行手动试磨得到测试样品,并对所述测试样品进行外观光洁度的检测,当测试样品出现划痕、崩角时,对砂轮(1)进行修整并再次进行手动试磨,待测试样品检测合格后利用数控系统控制砂轮(1)进行磨削。
8.根据权利要求1所述的稀土永磁体异形产品磨削加工工艺方法,其特征在于:所述步骤s6中对异形件的清洗方式为超声波清洗,烘干处理方式为锯末搓干、烘箱烘干、真空烘干中的一种。
9.根据权利要求1所述的稀土永磁体异形产品磨削加工工艺方法,其特征在于:所述步骤s6中,利用三坐标测量机或激光扫描测量仪对烘干后的异形件(6)的尺寸进行测量,并利用粗糙度轮廓仪或投影仪对烘干后的异形件(6)进行表面粗糙度的检测。
10.根据权利要求1所述的稀土永磁体异形产品磨削加工工艺方法,其特征在于:所述砂轮(1)具有用于对待加工工件进行磨削的磨料层,所述磨料层为棕刚玉、白刚玉、立方氮化硼、碳化硅的一种或多种组合。
技术总结本发明公开了一种稀土永磁体异形产品磨削加工工艺方法,包括如下步骤:S1、提供稀土永磁原料块并将其切割制成待加工工件;S2、提供与所需异形件的形状、尺寸相适配的砂轮、导轨并将其装配至磨床;S3、利用振动盘将待加工工件自动输出至工作台;S4、利用冷却泵抽取磨削液将其持续喷洒至磨轮与工件磨削处进行降温,利用磨床的数控系统根据所需异形件的形状、尺寸设定砂轮的打磨路径、磨削参数;S5、数控系统根据打磨路径和磨削参数控制砂轮对待加工工件磨削得到异形件;S6、对异形件进行清洗、烘干,烘干后对其进行外观、尺寸及粗糙度检测,检测合格进入下一工序。相较现有技术,本发明能够精确控制磨削参数,实现对稀土永磁体的高精度异形加工。技术研发人员:陈亮,刘向阳,李伟,徐华平,陈嵩,刘飞阳受保护的技术使用者:东莞金坤新材料股份有限公司技术研发日:技术公布日:2024/8/20本文地址:https://www.jishuxx.com/zhuanli/20240822/280991.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种石英抛光机的制作方法
下一篇
返回列表