一种数控加工生产线排程方法、装置、设备及存储介质与流程
- 国知局
- 2024-08-22 15:07:48
本发明涉及大数据处理,特别涉及一种数控加工生产线排程方法、装置、设备及存储介质。
背景技术:
1、柔性制造单元是指由一台或数台数控机床或加工中心构成的加工单元。数控加工环境中,柔性制造单元的运输环节对整个生产过程影响较大,运输机构的运输时间甚至能成为加工过程中的瓶颈。
2、但采用现有技术中的排程方法,对产品的运输时间的约束考虑较少,导致数控加工生产线的生产效率较低。
技术实现思路
1、本发明的主要目的是提供一种数控加工生产线排程方法、装置、设备及存储介质,旨在解决采用现有技术中的排程方法,对产品的运输时间的约束考虑较少,导致数控加工生产线的生产效率较低的技术问题。
2、为实现上述目的,本发明提出一种数控加工生产线排程方法,用于直线型布局的单个运输结构的生产线;所述方法包括以下步骤:
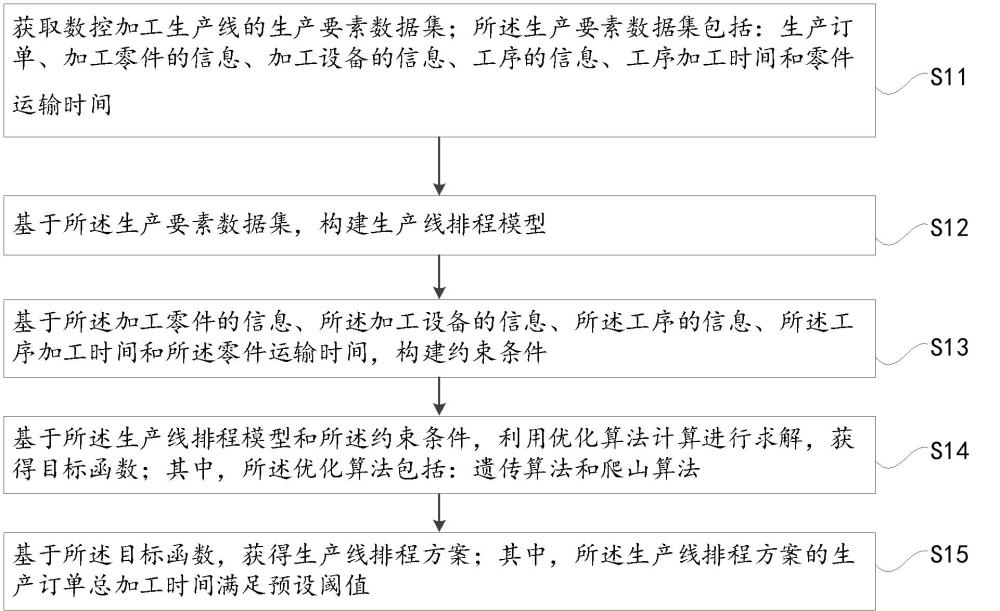
3、获取数控加工生产线的生产要素数据集;所述生产要素数据集包括:生产订单、加工零件的信息、加工设备的信息、工序的信息、工序加工时间和零件运输时间;
4、基于所述生产要素数据集,构建生产线排程模型;
5、基于所述加工零件的信息、所述加工设备的信息、所述工序的信息、所述工序加工时间和所述零件运输时间,构建约束条件;
6、基于所述生产线排程模型和所述约束条件,利用优化算法计算进行求解,获得目标函数;其中,所述优化算法包括:遗传算法和爬山算法;
7、基于所述目标函数,获得生产线排程方案;其中,所述生产线排程方案的生产订单总加工时间满足预设阈值。
8、可选的,所述约束条件包括:
9、获取目标工序,所述目标工序的数量≥n,n为大于1的整数;
10、获取决策变量;若所述目标工序在目标加工设备上进行加工,则所述决策变量赋值为真;
11、基于所述决策变量和单个所述目标工序在所述目标加工设备上的实际开始加工时刻,获取所有所述目标工序的实际开始加工时刻;
12、基于所述决策变量和单个所述目标工序在所述目标加工设备上的加工时间,获取所有所述目标工序的加工时间;
13、基于目标加工零件的上一道工序完成时刻、运输机构将所述加工零件从上一道工序移动至下一道工序的运输时间以及所述运输机构移动至上一道工序所在加工设备的空载时间,获取临时变量;
14、基于所述目标工序在所述目标加工设备上的预计开始时刻和所述临时变量,获取所述目标工序在所述目标加工设备上的实际开始加工时刻;
15、基于所述目标工序在所述目标加工设备上的实际开始加工时刻和所述目标工序在所述目标加工设备上的加工时间,获取目标工序在所述目标加工设备上的实际完工时刻。
16、可选的,同一个所述目标加工零件的不同工序按照先后顺序依次排列。
17、可选的,所述基于所述目标工序在所述目标加工设备上的预计开始时刻和所述临时变量,获取所述目标工序在所述目标加工设备上的实际开始加工时刻的步骤包括:
18、若所述临时变量≥所述目标工序在所述目标加工设备上的预计开始时刻,则所述目标工序在所述目标加工设备上的实际开始加工时刻=所述临时变量;
19、若所述临时变量<所述目标工序在所述目标加工设备上的预计开始时刻,则所述目标工序在所述目标加工设备上的实际开始加工时刻=所述目标工序在所述目标加工设备上的预计开始时刻。
20、可选的,所述目标函数为:
21、
22、其中, tmin表示一个所述生产订单中所有所述目标加工零件完成加工的时间最小值;ci表示第i个所述目标加工零件的完工时间。
23、可选的,所述基于所述生产线排程模型和所述约束条件,利用优化算法计算进行求解,获得目标函数的步骤包括:
24、基于所述生产要素数据集,进行染色体编码,获得随机原始种群;
25、设置初始参数;基于所述初始参数,将所述随机原始种群分为第一子群a和第一子群b,利用所述爬山算法对所述第一子群a进行局部优化,得到第二子群;将所述第一子群b和所述第二子群合并,得到初始种群;
26、构建种群适应度模型;利用所述种群适应度模型计算所述初始种群中每个染色体个体的个体适应度;
27、基于所述个体适应度,对所述初始种群进行优化操作,以获取迭代种群;
28、判断所述迭代种群是否达到预设迭代次数,若达到,则输出目标函数。
29、可选的,所述对所述生产要素数据集进行编码的步骤包括:
30、对数控加工生产线的加工过程采用三层染色体编码;其中,
31、第一层染色体长度为总工序数的2倍,并将所述第一层染色体分成设备选择和工序排序两部分;
32、第二层染色体为联结染色体且长度为所述第一层主染色体的一半,从左至右依次对应所述设备选择部分实际被选中的设备号;
33、第三层染色体的长度与所述第一层染色体的长度一致;所述第三层染色体的左半部分的每个基因位依次对应每个工序在所选加工设备上的加工时间,右半部分对应所述目标加工零件的运输时间。
34、可选的,所述种群适应度模型为:
35、
36、其中, ffit表示种群适应度; tmin表示一个所述生产订单中所有所述目标加工零件完成加工的时间最小值。
37、可选的,所述优化操作包括选择操作、交叉操作和变异操作。
38、此外,为实现上述目的,本发明还提出了一种数控加工生产线排程装置,包括:
39、第一获取模块,用于获取数控加工生产线的生产要素数据集;所述生产要素数据集包括:生产订单、加工零件的信息、加工设备的信息、工序的信息、工序加工时间和零件运输时间;
40、第一构建模块,用于基于所述生产要素数据集,构建生产线排程模型;
41、第二构建模块,用于基于所述加工零件的信息、所述加工设备的信息、所述工序的信息、所述工序加工时间和所述零件运输时间,构建约束条件;
42、第二获取模块,用于基于所述生产线排程模型和所述约束条件,利用优化算法计算进行求解,获得目标函数;其中,所述优化算法包括:遗传算法和爬山算法;
43、第三获取模块,用于基于所述目标函数,获得生产线排程方案;其中,所述生产线排程方案的生产订单总加工时间满足预设阈值。
44、此外,为实现上述目的,本发明还提出了一种计算机设备,该计算机设备包括存储器和处理器,所述存储器中存储有计算机程序,所述处理器执行所述计算机程序,实现上述任一项所述数控加工生产线排程方法的步骤。
45、此外,为实现上述目的,本发明还提出了一种计算机可读存储介质,所述计算机可读存储介质上存储有计算机程序,处理器执行所述计算机程序,实现上述任一项所述数控加工生产线排程方法的步骤。
46、现有方法中,生产线排程对产品的运输时间的约束考虑较少,导致数控加工生产线的生产效率较低。
47、而利用本发明的方法,在构建生产线排程模型后,基于加工零件的信息、加工设备的信息、工序的信息、工序加工时间和零件运输时间,构建约束条件;利用优化算法对生产线排程模型进行求解,获得目标函数;再基于目标函数获得生产线排程方案。本发明的生产线排程方案考虑了加工零件的信息、加工设备的信息、工序的信息、工序加工时间和零件运输时间,使得排程方案较为合理,提高了生产线的生产效率。
本文地址:https://www.jishuxx.com/zhuanli/20240822/281278.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。