一种改善电子束选区熔化技术制造M247表面质量的方法与流程
- 国知局
- 2024-08-30 14:28:05
本发明属于高温合金制备,具体涉及一种改善电子束选区熔化技术制造m247表面质量的方法。
背景技术:
1、随着航空航天、动力能源技术的迅速发展,为了满足越来越高的核心装备可靠性、稳定性要求,高温合金已经越来越多的应用到先进航空航天发动机以及燃气轮机的生产制造中。高温合金是指能在600℃或以上的高温条件下,承受较大复杂应力,并具有一定的表面稳定性和组织稳定性的金属结构材料。它具有良好的高温强度和高温蠕变性能、优异的抗腐蚀性能与耐磨蚀性能、良好的组织稳定性和工艺性能。
2、m247高温合金是一种典型的γ′相沉淀强化型高温合金,因其具有优于一般高温合金的高温强度以及蠕变强度和耐热腐蚀性,被广泛应用于900℃以下工作的舰船和地面工业燃气轮机以及航空发动机的涡轮零件。更重要的是,m247高温合金中的相种类较多,合金元素丰富,在高强镍基高温合金中具有一定的代表性。该类合金中γ′强化相与γ基体在组成相中占据绝大多数,同时γ′强化相的组成元素大多同时也是低熔共晶的组成元素,导致合金的焊接性较差。
3、电子束选区熔化技术是通过加速电子至0.3~0.5倍光速,利用电磁场控制电子的聚焦和运动轨迹,对合金粉末逐层扫描、选区熔化而成形的数字化制造技术。相较于激光选区融化技术,该技术采用能量密度更大的电子束作为热源,工作效率更高,并且可以完成更高熔点的粉末材料的熔化成形,因此,该工艺在高温合金的增材制造中更具优势。
4、但也正因为其能量密度较大,所以在其成形过程中温度梯度大,并且能量外溢较为严重,所以所成型的零部件表面质量较差,并且可能产生翘曲变形等缺陷。同时,由于m247高温合金对温度敏感性较高,可焊性较差,所以在电子束选区融化增材制造过程中,较大的温度梯度会使得零件内部产生热应力,易使零部件在成型过程中产生宏微观裂纹,严重影响零件的成形质量,特别是在长尺寸的方向上,所产生的宏微观裂纹会导致零部件失效,限制了技术的广泛应用。
5、因此应对于镍基高温合金m247的电子束选区融化增材制造工艺进行探究,开发出合适的参数来控制零件的表面质量,抑制宏微观裂纹的产生,并对整体工艺进行改良,进一步抑制裂纹产生。
技术实现思路
1、本发明的目的在于提供一种改善电子束选取融化技术制造m247表面质量的方法,解决了采用电子束选取融化技术制造镍m247表面质量差,且存在宏微观裂纹的问题。
2、本发明是通过以下技术方案来实现:
3、一种改善电子束选区熔化技术制造m247表面质量的方法,包括以下步骤:
4、(1)采用电子束选区融化技术沉积成形m247零件,沉积成形过程中,控制电子束参数,具体如下:电子束扫描速度控制在0.4-0.6m/s,离焦量控制在40-70ma,电流大小控制在8-15ma,使得打印过程中的电子束线能量密度处于800-1200j/mm范围内;
5、(2)在零件打印完成后,使得零件在真空环境下自然冷却,冷却后取出零件;
6、(3)将零件初步处理后放入电解质等离子抛光设备中进行表面处理,将零件浸入电解液中,进行电解质等离子抛光,提高零件表面质量。
7、进一步,步骤(1)中,电子束参数对零件成形质量的影响顺序依次为:离焦量>电流>离焦量*电流的交互作用>电流*电子束扫描速度的交互作用>电子束扫描速度。
8、进一步,步骤(2)具体为:
9、在零件打印完成后,停止通入保护气体,使得零件在真空环境下自然冷却,待零件充分冷却后,通入空气,取出零件。
10、进一步,真空环境要求真空度在2*10-3mbar以下。
11、进一步,保护气体采用氦气。
12、进一步,步骤(3)中,控制电解电压在320-350v,阴阳极间距20-30mm,电解液温度70-85℃,电解液流量10-15l/min。
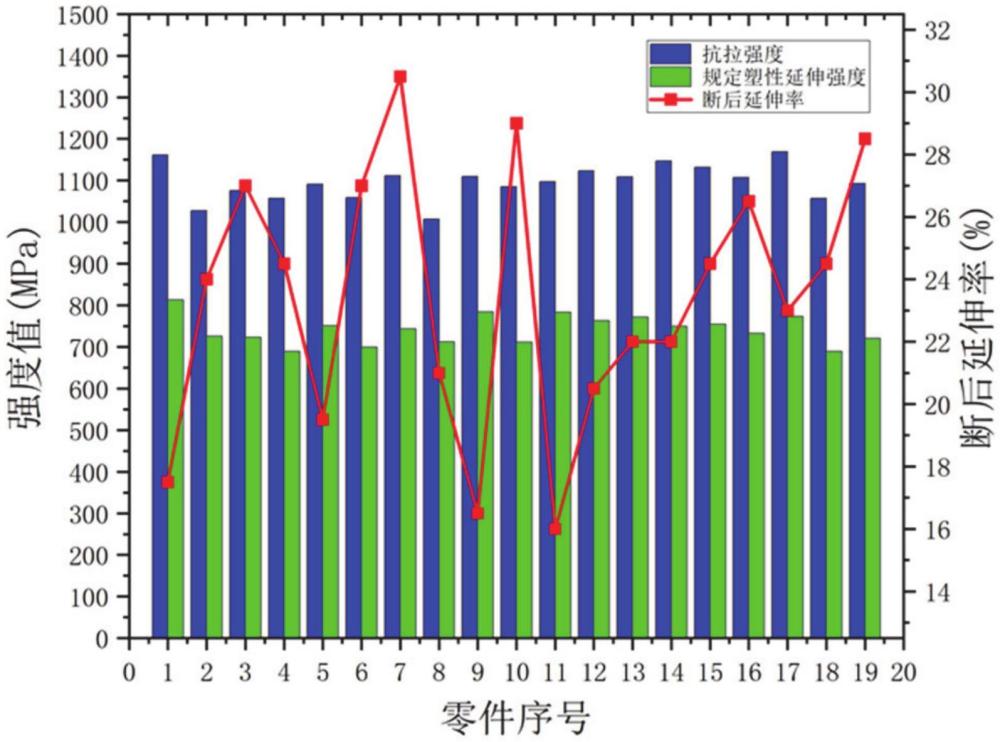
13、进一步,完成电解质等离子抛光后,最终得到的零件在常温进行拉伸性能测试,抗拉强度达到1100±100mpa,规定塑性延伸强度达到700±100mpa;
14、在900℃进行拉伸性能测试,抗拉强度最高达到750mpa,规定塑性延伸强度最高达到500mpa。
15、进一步,步骤(3)中,初步处理为去除零件表面多余粉末。
16、与现有技术相比,本发明具有以下有益的技术效果:
17、本发明公开了一种改善电子束选取融化技术制造m247表面质量的方法,本发明通过控制线能量密度范围,减少电子束能量在融化粉床粉末时的外溢,防止多余粉末被融化烧结,零件尺寸增大,表面质量降低;并且在零件成型完成后,手动修改设备操作,改变其冷却方式,采用自然冷却,大幅减小零件成型完毕后的冷却速率,减小其内应力,抑制裂纹的产生;并考虑到零部件使用工况,后处理中采用电解质等离子抛光技术,研发配置出适用于m247高温合金的电解质溶液以及抛光条件,利用电化学反应和等离子体放电共同去除工件表面材料,并由于等离子体放电优先发生在工件表面微观凸起处,最终实现表面粗糙度的降低。
18、通过本发明所提出的工艺路线所制造出的镍基高温合金m247零件,零件表面质量提高,表面粗糙度大幅降低,并且零件内部及表面的宏微观裂纹基本消除,零件的性能有所提升,打印所得的沉积态零部件在室温及900℃高温条件下,均有较好的力学性能。
19、随着扫描速度增加,样件表面质量越来越差。当扫描速度处于0.8m/s至2m/s区间时,样件表面几乎全是缺陷。这是因为当扫描速度过快时,电子束流经过粉末床后,粉末熔化不均匀,这可能会导致未熔合和球化等成形缺陷,从而使样件表面质量变差。因此本发明的电子束扫描速度控制在0.5-0.8m/s。
20、随着电子束流增加,样件表面质量越来越好。当电子束流处于3至6ma区间时,样件表面几乎全是缺陷。这是因为,随着电流的逐渐增大,电子束功率也逐渐增加,粉末熔化更加充分,且当电流处于较高的状态时,打印时的熔池状态较为稳定,凝固后样件表面成型质量也较好。因此本发明的电流大小控制在5-15ma。
21、随着离焦量的增加,样件表面质量逐渐变差,但整体的变化较小。当离焦量大于70ma时,样件表面出现些部分缺陷。这是因为当离焦量增加时,施加在粉末床上的电子束流能量分散,可能造成粉末未熔透的情况,从而影响零件的表面质量。因此本发明的离焦量控制在60-75ma。
技术特征:1.一种改善电子束选区熔化技术制造m247表面质量的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种改善电子束选区熔化技术制造m247表面质量的方法,其特征在于,步骤(1)中,电子束参数对零件成形质量的影响顺序依次为:离焦量>电流>离焦量*电流的交互作用>电流*电子束扫描速度的交互作用>电子束扫描速度。
3.根据权利要求1所述的一种改善电子束选区熔化技术制造m247表面质量的方法,其特征在于,步骤(2)具体为:
4.根据权利要求3所述的一种改善电子束选区熔化技术制造m247表面质量的方法,其特征在于,真空环境要求真空度在2*10-3mbar以下。
5.根据权利要求3所述的一种改善电子束选区熔化技术制造m247表面质量的方法,其特征在于,保护气体采用氦气。
6.根据权利要求1所述的一种改善电子束选区熔化技术制造m247表面质量的方法,其特征在于,步骤(3)中,控制电解电压在320-350v,阴阳极间距20-30mm,电解液温度70-85℃,电解液流量10-15l/min。
7.根据权利要求1所述的一种改善电子束选区熔化技术制造m247表面质量的方法,其特征在于,完成电解质等离子抛光后,最终得到的零件在常温进行拉伸性能测试,抗拉强度达到1100±100mpa,规定塑性延伸强度达到700±100mpa;
8.根据权利要求1所述的一种改善电子束选区熔化技术制造m247表面质量的方法,其特征在于,步骤(3)中,初步处理为去除零件表面多余粉末。
技术总结本发明属于高温合金制备技术领域,涉及一种改善电子束选区熔化技术制造M247表面质量的方法,先采用电子束选区融化技术沉积成形M247零件,沉积成形过程中,电子束扫描速度控制在0.4‑0.6m/s,离焦量控制在40‑70mA,电流大小控制在8‑15mA,使得打印过程中的电子束线能量密度处于800‑1200J/mm范围内;在零件打印完成后,使零件在真空环境下自然冷却,冷却后取出零件;将零件放入电解质等离子抛光设备中进行表面处理,将零件浸入电解液中,进行电解质等离子抛光,提高零件表面质量。本发明制造出的M247零件表面粗糙度大幅降低,并且零件内部及表面的宏微观裂纹基本消除,零件的性能有所提升。技术研发人员:王天剑,巩秀芳,高振桓,聂丽萍,方学伟,乔润基,裴玉冰,孙友贝,吴松,李金祺,王大勇受保护的技术使用者:东方电气集团东方汽轮机有限公司技术研发日:技术公布日:2024/8/27本文地址:https://www.jishuxx.com/zhuanli/20240830/282207.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表