一种装配式电缆及加工工艺的制作方法
- 国知局
- 2024-08-30 15:00:31
本申请涉及电缆,具体而言,涉及一种装配式电缆及加工工艺。
背景技术:
1、目前,现有普通的pvc电工管,一般为硬pvc塑料制作,由于普通的pvc电工管的阻燃性能差、柔韧性低。随着社会主的不断发展,pvc电工管使用场合越来越复杂化,多样化,普通的pvc电工管在综合使用方面也有些力不从心。在实际的安装使用中,由于普通的pvc电工管在弯折、穿管拉牵等情况下,常常会造成电线电缆的磨损或者管子断裂,给火灾埋下了隐患。因此,研发一种阻燃性能好,电工管柔韧性能较佳的pvc电工管势在必行。
2、目前在生产中通常分别将不同的线缆和pvc电工管分开生产,并采用人工手动插线的方式,将若干个不同种类的线缆插入pvc电工管内,这样大大增加了人力成本。
3、现在提供一种装配式电缆加工工艺,能够在生产pvc电工管的过程中自动将若干个不同种类的线缆插入pvc电工管中,从而降低生产步骤和生产成本。
技术实现思路
1、本申请的内容部分用于以简要的形式介绍构思,这些构思将在后面的具体实施方式部分被详细描述。本申请的内容部分并不旨在标识要求保护的技术方案的关键特征或必要特征,也不旨在用于限制所要求的保护的技术方案的范围。
2、为了解决以上背景技术部分提到的技术问题,本申请的一些实施例提供了一种装配式电缆的加工工艺,其特征在于,包括如下步骤:
3、第一步,将混料机预热,使得混料机内温度达到60摄氏度至80摄氏度;
4、第二步,之后将各配料称重,并将各类配料倒入高速混料机中进行搅拌,混合电机的转速为1800转每分钟,混合的时间为35分钟至55分钟,混合完毕后冷置25至45分钟,配料完成混合后形成阻燃料;
5、第三步,将第二步得到的阻燃料导入造粒机中进行造粒,通过造粒机成型后的颗粒阻燃料从造粒机中导入挤塑机中;
6、第四步,挤塑机的出料端上安装有横向机头,横向机头上安装有防错位结构,然后将若干个不同种类的电缆从横向机头的一端相对应的入口中插入,使其从横向机头的另一端拉出一段距离并卷绕在线缆收卷机上;横向机头的侧壁上安装有第一鼓风机和第二鼓风机;
7、第五步,挤塑机的横向机头中安装有螺纹管的挤塑模具,启动挤塑机和线缆收卷机,并对位于在挤塑机的横向机头中的若干个线缆外围挤塑成型套管,通过降温冷却使得套管定型得到半成品;线缆的外表面与生成的螺纹管内壁之间的间隙为定位孔;
8、第六步,然后半成品移动至扎纹机,通过扎纹机在套管表面扎纹形成螺纹状结构从而使得套管变成螺纹管,形成最终成品。
9、进一步地,在第五步的同时开启第一鼓风机和第二鼓风机利用风的吹力保持挤塑模具内定位孔的畅通,避免螺纹管内壁粘附在线缆表面上。
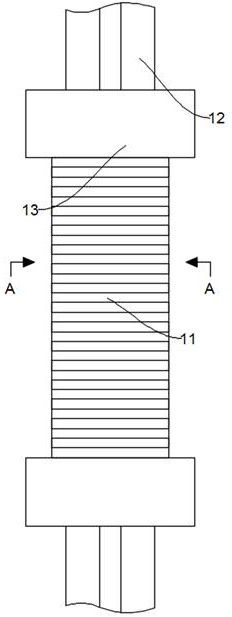
10、进一步地,一种装配式电缆,根据装配式电缆的加工工艺加工形成:包括:螺纹管、线缆和管帽。
11、进一步地,线缆设有若干个,若干个线缆任意分布于螺纹管内。
12、进一步地,管帽内设有螺纹并且管帽与螺纹管的两端螺纹连接,管帽上设有开槽。
13、进一步地,线缆的一端穿入一端的管帽的开槽,并穿入螺纹管内从另一端的管帽的开槽穿出。
14、进一步地,防错位结构包括:圆盘、挡盘、固定架、螺纹杆;
15、圆盘固定连接于横向机头的一端上并且圆盘上等间距设有多个插孔,固定架设有多个并且位置对称地固定连接于圆盘的侧壁上,螺纹杆贯穿固定架并与固定架螺纹连接,螺纹杆的一端与挡盘转动连接,每个挡盘分别位于插孔的一侧并遮挡插孔。
16、进一步地,横向机头上设有多个为线缆插入提供空间的入口槽,入口槽沿着横向机头的轴向方向贯穿横向机头的两侧端壁,每个插孔分别与横向机头上的入口槽一一对应。
17、本申请的有益效果在于:提供了一种装配式电缆及加工工艺,能够在生产pvc电工管的过程中自动将若干个不同种类的线缆插入pvc电工管中,从而降低生产步骤和生产成本。
技术特征:1.一种装配式电缆的加工工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种装配式电缆的加工工艺,其特征在于:
3.一种装配式电缆,根据权利要求1或2所述装配式电缆的加工工艺加工形成:包括:螺纹管(11)、线缆(12)和管帽(13)。
4.根据权利要求3所述的一种装配式电缆,其特征在于:
5.根据权利要求3所述的一种装配式电缆,其特征在于:
6.根据权利要求5所述的一种装配式电缆,其特征在于:
7.根据权利要求1所述的一种装配式电缆的加工工艺,其特征在于:
8.根据权利要求7所述的一种装配式电缆的加工工艺,其特征在于:
技术总结本申请公开了一种装配式电缆及加工工艺,其属于电缆技术领域。一种装配式电缆的加工工艺,其特征在于,包括如下步骤:第一步将混料机预热使得混料机内温度达到60摄氏度至80摄氏度;第二步之后将各配料称重,并将各类配料倒入高速混料机中进行搅拌,混合电机的转速为1800转每分钟,混合的时间为35分钟至55分钟,混合完毕后冷置25至45分钟,配料完成混合后形成阻燃料;第三步将第二步得到的阻燃料导入造粒机中进行造粒,通过造粒机成型后的颗粒阻燃料从造粒机中导入挤塑机中。本申请的有益效果在于提供了一种装配式电缆及加工工艺,能够在生产PVC电工管的过程中自动将若干个不同种类的线缆插入PVC电工管中,从而降低生产步骤和生产成本。技术研发人员:孙根仙受保护的技术使用者:杭州德福线缆有限公司技术研发日:技术公布日:2024/8/27本文地址:https://www.jishuxx.com/zhuanli/20240830/285080.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表