一种薄壁类零件外径的模块化车削工装的制作方法
- 国知局
- 2024-08-30 15:04:24
本发明涉及卧式车床精车工装,具体涉及一种薄壁类零件外径的模块化车削工装。
背景技术:
1、在卧式车床精车工装中,针对薄壁类零件的车削加工存在一定难度。一方面,由于薄壁类零件在加工时易变形,如何进行精定位防止加工造成的变形,提高产品加工精度是现在急需解决的问题;另一方面,满足精度的同时实现工装模块化减少成本,也是重点考虑的问题点。针对定位精度的要求及解决产品变形问题,现有方式采用扇形卡盘的工装方式,但是成本过高。
技术实现思路
1、为解决上述技术问题,本发明提供了一种薄壁类零件外径的模块化车削工装。
2、具体技术方案如下:
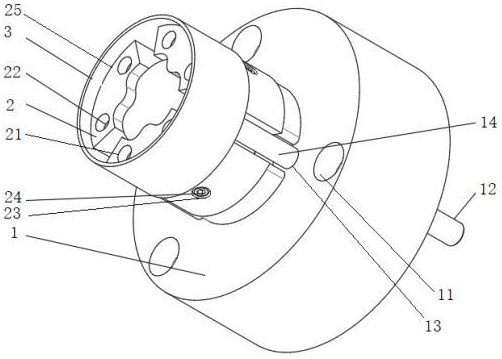
3、一种薄壁类零件外径的模块化车削工装,包括工装底板、支撑组件和限高组件;所述工装底板为圆柱体结构,中心带有圆柱凸台;支撑组件安装在工装底板的中心,位于薄壁类零件的内部且从内向外支撑,用于限定薄壁类零件内径的径向位置;限高组件位于工装底板支撑组件所在圆周上,用于限定薄壁类零件的轴向位置。
4、所述支撑组件位于薄壁类零件的内部,包括三个环形快换内径支撑块,快换内径支撑块为圆弧型块结构,外沿为圆弧面,与薄壁类零件的内壁抵接;每个快换内径支撑块上沿轴向开设两个螺孔a,且通过螺钉a安装在工装底板上,每个快换内径支撑块沿径向开设一个螺孔b,且通过螺钉b从径向上与工装底板1的圆柱凸台锁紧;三个快换内径支撑块共同构成圆环型且从内侧支撑薄壁类零件的内壁。
5、所述限高组件包括三组快换限高块和限高孔,限高孔开设于工装底板上、三个快换内径支撑块两两之间的空隙处,带有内螺纹,快换限高块中心开孔,通过螺钉c安装在限高孔处,且与薄壁类零件的底面边缘抵接。
6、所述工装底板上沿圆周方向均匀开设三个螺孔d,通过三枚螺钉d安装在卧式车床主轴上。
7、所述圆弧面的弧度与所需车削加工的薄壁类零件内壁的弧度匹配。与现有技术相比,本发明具有如下有益技术效果:
8、本发明通过快换限高块精确限定薄壁零件的轴向位置,通过快换内径支撑块精准限定薄壁零件内径的径向位置,工装径向精度通过快换内径支撑块和工装底板圆弧面精确接触来实现,且全接触的状态保证薄壁零件不产生变形,工装可通过更换快换内径支撑块、快换限高块满足一定尺寸范围内的薄壁零件的车削要求,满足薄壁零件精度要求外,也可实现工装的快速装夹与拆卸,工装模块化,节约成本。
技术特征:1.一种薄壁类零件(3)外径的模块化车削工装,其特征在于:包括工装底板(1)、支撑组件和限高组件;所述工装底板(1)为圆柱体结构,中心带有圆柱凸台;支撑组件安装在工装底板(1)的中心,位于薄壁类零件(3)的内部且从内向外支撑,用于限定薄壁类零件(3)内径的径向位置;限高组件位于工装底板(1)支撑组件所在圆周上,用于限定薄壁类零件(3)的轴向位置。
2.根据权利要求1所述的薄壁类零件(3)外径的模块化车削工装,其特征在于:所述支撑组件位于薄壁类零件(3)的内部,包括三个环形快换内径支撑块(2),快换内径支撑块(2)的外沿为圆弧面(25),与薄壁类零件(3)的内壁抵接;每个快换内径支撑块(2)上沿轴向开设两个螺孔a(21),且通过螺钉a(22)安装在工装底板(1)上,每个快换内径支撑块(2)沿径向开设一个螺孔b(23),且通过螺钉b(24)从径向上与工装底板1的圆柱凸台锁紧;三个快换内径支撑块(2)共同构成圆环型且从内侧支撑薄壁类零件(3)的内壁。
3.根据权利要求2所述的薄壁类零件(3)外径的模块化车削工装,其特征在于:所述限高组件包括三组快换限高块(14)和限高孔(13),限高孔(13)开设于工装底板(1)上、三个快换内径支撑块(2)两两之间的空隙处,带有内螺纹,快换限高块(14)中心开孔,通过螺钉c(15)安装在限高孔(13)处,且与薄壁类零件(3)的底面边缘抵接。
4.根据权利要求1所述的薄壁类零件(3)外径的模块化车削工装,其特征在于:所述工装底板(1)上沿圆周方向均匀开设三个螺孔d(11),通过三枚螺钉d(12)安装在卧式车床主轴上。
5.根据权利要求1所述的薄壁类零件(3)外径的模块化车削工装,其特征在于:所述圆弧面(25)的弧度与所需车削加工的薄壁类零件(3)内壁的弧度匹配。
技术总结本发明涉及卧式车床精车工装技术领域,具体涉及一种薄壁类零件外径的模块化车削工装,包括工装底板、支撑组件和限高组件;工装底板为圆柱体结构,中心带有圆柱凸台;支撑组件安装在工装底板的中心,位于薄壁类零件的内部且从内向外支撑,用于限定薄壁类零件内径的径向位置;限高组件位于工装底板支撑组件所在圆周上,用于限定薄壁类零件的轴向位置。本发明通过快换限高块精确限定薄壁零件的轴向位置,通过快换内径支撑块精准限定薄壁零件内径的径向位置,在全接触的状态下保证薄壁零件不产生变形,可更换的快换内径支撑块和快换限高块满足一定尺寸范围内的薄壁零件的车削要求,也可实现工装模块化,节约成本。技术研发人员:张春堂受保护的技术使用者:沈阳富创精密设备股份有限公司技术研发日:技术公布日:2024/8/27本文地址:https://www.jishuxx.com/zhuanli/20240830/285377.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表