一种加热炉板坯测量装置和方法与流程
- 国知局
- 2024-08-30 15:03:49
本发明涉及自动控制,具体涉及一种加热炉板坯测量装置和方法。
背景技术:
1、轧线加热炉内的板坯实际长度直接影响轧机辊缝模型的计算,测量的准确性直接影响轧机轧制规程的准确性和轧制质量。对于热处理线的炉内板坯长度,影响着装炉的数量和物料跟踪,测量的准确度影响装炉节奏和产量。
2、长期以来,装料板坯普遍采用激光测速仪,通过检测待测物体的移动速度来计算坯料的长度,但普遍价格昂贵,国产的激光测速仪价格也在20万以上,且对坯料的厚度变化范围有限制,此外,激光测速仪对工作温度有严格的限制。在实际的应用中,对板坯长度变化较大以及板坯厚度变化较大的工况,激光测速仪会频繁报错,影响正常使用。
3、此外,现有技术中还可以通过二维图像处理等手段确定板坯的长度,图像检测虽然解决了厚度变化带来的影响,但在实际应用中,因摄像机本身对环境要求特别严格,在温度较高的工作环境中,虽然有水冷系统,测量系统会频繁停机,影响使用。另外,图像检测设备造价昂贵,需要专门的技术人员进行设备维护。所以如何提高板坯长度的测量精度和降低维护成本,是技术人员需要解决的一个难题。
技术实现思路
1、本发明的目的是提供一种能够精确且高效对待测钢坯进行尺寸测量的加热炉板坯测量装置和方法,解决现有激光测速仪和图像检测设备造价昂贵、且对工作环境要求较高的技术问题。
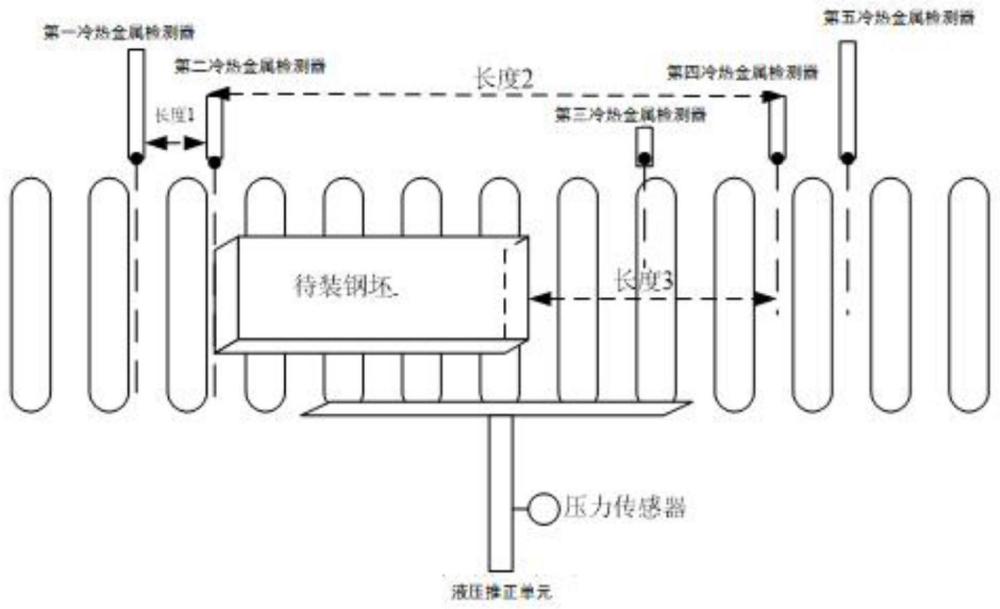
2、为实现上述目的,本发明一方面提供一种加热炉板坯测量装置,包括:第二冷热金属检测器、第三冷热金属检测器、第四冷热金属检测器、压力传感器、液压推正单元、加热炉辊道变频器和控制单元;所述第二冷热金属检测器、第三冷热金属检测器、第四冷热金属检测器沿待测钢坯前进正方向依次设置于加热炉内辊道的同一侧位置,所述液压推正单元和压力传感器设置于加热炉内辊道的另一侧位置;
3、所述第二冷热金属检测器、第三冷热金属检测器、第四冷热金属检测器的信号输出端分别与控制单元的输入端连接,所述控制单元的输出端与加热炉辊道变频器的控制端连接,控制单元根据获取的待测钢坯在辊道的位置信息对加热炉辊道的运行速度和方向进行调节;所述控制单元的输出端与液压推正单元的控制端连接,所述压力传感器的信号输出端与控制单元的输入端连接,控制单元根据加热炉辊道的速度变化和压力传感器的压力信息控制液压推正单元动作。
4、作为本发明进一步的方案,所述装置还包括第一冷热金属检测器和第五冷热金属检测器,所述第一冷热金属检测器、第二冷热金属检测器沿待测钢坯前进正方向依次设置在加热炉内辊道的同一侧位置;第四冷热金属检测器、第五冷热金属检测器沿待测钢坯前进正方向依次设置在加热炉内辊道的同一侧位置;所述第一冷热金属检测器和第五冷热金属检测器的信号输出端分别与控制单元的输入端连接。
5、作为本发明进一步的方案,所述第一冷热金属检测器与所述第二冷热金属检测器之间的第一距离大于第一设定距离。
6、作为本发明进一步的方案,所述第二冷热金属检测器与所述第四冷热金属检测器之间的第二距离大于待测钢坯尺寸的最大值。
7、另一方面,本发明提供一种加热炉板胚测量方法,包括:
8、待测钢坯沿加热炉辊道正方向行进的前端被第三冷热金属探测器检测到时,加热炉辊道停止运行,液压推正单元对待测钢坯进行推正动作;
9、待测钢坯被推正后,沿加热炉辊道正方向行进,待测钢坯沿加热炉辊道正方向行进的前端被第五冷热金属探测器检测到时,加热炉辊道停止运行;
10、待测钢坯沿加热炉辊道反方向行进,获得待测钢坯沿辊道反方向行进先后被第四冷热金属探测器检测与第二冷热金属探测器检测到的时间差,得到运行时间;
11、根据加热炉辊道变频器的恒定速度与运行时间得到第三距离,所述待测钢坯长度等于第二距离减去第三距离。
12、作为本发明进一步的方案,所述待测钢坯沿加热炉辊道正方向行进的前端被第三冷热金属探测器检测到时,加热炉辊道停止运行,液压推正单元对待测钢坯进行推正动作,包括:
13、待测钢坯沿加热炉辊道正方向行进的前端被第三冷热金属探测器检测到时,控制单元发送加热炉辊道停止指令到加热炉辊道变频器;
14、加热炉辊道速度降为零后,控制单元发送启动指令到液压推正单元,液压推正单元对加热炉辊道上的待测钢坯进行推正动作,压力传感器检测到压力到达预设压力值后,控制单元发送停止指令到液压推正单元。
15、作为本发明进一步的方案,所述待测钢坯推正后,沿加热炉辊道正方向行进,待测钢坯沿加热炉辊道正方向行进的前端被第五冷热金属探测器检测到时,加热炉辊道停止运行,包括:
16、控制单元发送正向启动指令到加热炉辊道变频器,待测钢坯沿加热炉辊道正方向行进的前端被第四冷热金属探测器检测到时,控制单元发送减速指令到加热炉辊道变频器;
17、待测钢坯沿加热炉辊道正方向行进的前端被第五冷热金属探测器检测到时,控制单元发送停止指令到加热炉辊道变频器。
18、作为本发明进一步的方案,所述待测钢坯沿加热炉辊道反方向行进,获得待测钢坯沿辊道反方向行进先后被第四冷热金属探测器检测与第二冷热金属探测器检测到的时间差,得到运行时间,包括:
19、控制单元发送反向启动指令到加热炉辊道变频器,待测钢坯沿辊道反方向行进的后端被第四冷热金属探测器检测到时,开启计时;
20、待测钢坯沿辊道反方向行进的前端被第二冷热金属探测器检测到时,结束计时,得到运行时间,控制单元发送减速指令到加热炉辊道变频器;
21、待测钢坯沿辊道反方向行进的前端被第一冷热金属探测器检测到时,控制单元发送停止指令到加热炉辊道变频器。
22、与现有技术相比,本发明的有益效果是:
23、本发明提供一种加热炉板坯测量装置,包括:第二冷热金属检测器、第三冷热金属检测器、第四冷热金属检测器、压力传感器、液压推正单元、加热炉辊道变频器和控制单元;所述第二冷热金属检测器、第三冷热金属检测器、第四冷热金属检测器沿待测钢坯前进正方向依次设置于加热炉内辊道的同一侧位置,所述液压推正单元和压力传感器设置于加热炉内辊道的另一侧位置;所述第二冷热金属检测器、第三冷热金属检测器、第四冷热金属检测器的信号输出端分别与控制单元的输入端连接,所述控制单元的输出端与加热炉辊道变频器的控制端连接,控制单元根据获取的待测钢坯在辊道的位置信息对加热炉辊道的运行速度和方向进行调节;所述控制单元的输出端与液压推正单元的控制端连接,所述压力传感器的信号输出端与控制单元的输入端连接,控制单元根据加热炉辊道的速度变化和压力传感器的压力信息控制液压推正单元动作。本发明提供的冷热金属检测器在位置设置上远离加热炉辊道上的待测钢坯,不需要单独配置专用制冷系统,解决了现有技术中激光测速仪和图像检测装置对工作环境温度敏感、工作环境温度较高时会频繁停机的技术缺陷。此外,本发明的冷热金属检测器避免了激光测速仪对待测钢坯厚度变化限制的局限性,整个测量装置的成本造价大大降低,本发明在满足测量精度的前提下,降低了使用成本,扩大了待测钢板的测量范围,降低了故障发生率,提高了检测效率。
本文地址:https://www.jishuxx.com/zhuanli/20240830/285341.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表